Das könnte Ihnen auch gefallen
- Mil STD 278fDokument128 SeitenMil STD 278fsherviny100% (1)
- Sfa-5 8 PDFDokument24 SeitenSfa-5 8 PDFgst ajahNoch keine Bewertungen
- ASTM E2930-13 Standard Practice For Pressure Decay Leak Test MethodDokument1 SeiteASTM E2930-13 Standard Practice For Pressure Decay Leak Test MethodYustinus ErickoNoch keine Bewertungen
- Visual Examination Requirements and TechniquesDokument3 SeitenVisual Examination Requirements and TechniquesfelipefistNoch keine Bewertungen
- Jsa Jis G 0321Dokument16 SeitenJsa Jis G 0321farhad pashaeimehrNoch keine Bewertungen
- MESC - SPE - 85-203 February 2018 PDFDokument9 SeitenMESC - SPE - 85-203 February 2018 PDFNIKESHNoch keine Bewertungen
- Leakage Measurement Using The Mass Spectrometer Leak Detector or Residual Gas Analyzer in The Hood ModeDokument5 SeitenLeakage Measurement Using The Mass Spectrometer Leak Detector or Residual Gas Analyzer in The Hood ModeMohanSinghNoch keine Bewertungen
- Astm A 275 A 275 M para Atualizar Planilha de Normas PDFDokument7 SeitenAstm A 275 A 275 M para Atualizar Planilha de Normas PDFFabio SegattoNoch keine Bewertungen
- A 108 - 03 - Qtewoa - PDFDokument7 SeitenA 108 - 03 - Qtewoa - PDFHanifiantoNoch keine Bewertungen
- Astm E1476 - 04 PDFDokument13 SeitenAstm E1476 - 04 PDFKewell LimNoch keine Bewertungen
- Surface Discontinuities of Nuts, Inch and Metric Series: Standard Specification ForDokument5 SeitenSurface Discontinuities of Nuts, Inch and Metric Series: Standard Specification ForDeen ewNoch keine Bewertungen
- Astm b165 PDFDokument6 SeitenAstm b165 PDFSagent IncNoch keine Bewertungen
- Forging Audit ChecklistDokument15 SeitenForging Audit ChecklistAnkurNoch keine Bewertungen
- Brinell Hardness of Metallic Materials: Standard Test Method ForDokument33 SeitenBrinell Hardness of Metallic Materials: Standard Test Method ForRichard AlcaldeNoch keine Bewertungen
- Fastenal - Mechanical Properties of Inch FastenersDokument4 SeitenFastenal - Mechanical Properties of Inch FastenersbclarkeoobNoch keine Bewertungen
- A778-01 (2009) E1 Standard Specification For Welded, Unannealed Austenitic Stainless Steel Tubular ProductsDokument5 SeitenA778-01 (2009) E1 Standard Specification For Welded, Unannealed Austenitic Stainless Steel Tubular ProductsChuthaNoch keine Bewertungen
- Asme Section Ii B Sa-494Dokument10 SeitenAsme Section Ii B Sa-494Monica SuarezNoch keine Bewertungen
- Astm A-833-17Dokument5 SeitenAstm A-833-17Mos Peerapat100% (2)
- Astm A 217 - 04Dokument4 SeitenAstm A 217 - 04Raul Humberto Mora VillamizarNoch keine Bewertungen
- Process For Obtaining AAR ApprovalDokument3 SeitenProcess For Obtaining AAR ApprovalfeelingsudoNoch keine Bewertungen
- F 1789 - 17Dokument15 SeitenF 1789 - 17Acilasac 2018Noch keine Bewertungen
- S 705v2020 06 Supplementary Specification To API Recommended Practice 582 For Welding of Pressure Containing Equipment and PipingDokument58 SeitenS 705v2020 06 Supplementary Specification To API Recommended Practice 582 For Welding of Pressure Containing Equipment and PipingandyNoch keine Bewertungen
- Astm e 572 Rev A 2002 e 2006 R 2006Dokument10 SeitenAstm e 572 Rev A 2002 e 2006 R 2006Jorge ToribioNoch keine Bewertungen
- Steel Forgings, General Requirements: Standard Specification ForDokument14 SeitenSteel Forgings, General Requirements: Standard Specification Forcj7man80Noch keine Bewertungen
- Astm E1476.2014Dokument12 SeitenAstm E1476.2014Mukesh kumar100% (4)
- Iso 6506-1-2014Dokument22 SeitenIso 6506-1-2014EleanorNoch keine Bewertungen
- Aws Sfa-5.29 Specification For Low-Alloy Steel Electrodes For Flux Cored Arc WeldingDokument36 SeitenAws Sfa-5.29 Specification For Low-Alloy Steel Electrodes For Flux Cored Arc WeldingAllen Roson100% (2)
- ANSI nuclear safety standards documentsDokument2 SeitenANSI nuclear safety standards documentsAngelique SutantoNoch keine Bewertungen
- Q1 9th Edition API Specification ExclusionDokument1 SeiteQ1 9th Edition API Specification Exclusionnaveen yadav0% (1)
- Inspection & Testing Requirements Scope:: Test and Inspection PerDokument2 SeitenInspection & Testing Requirements Scope:: Test and Inspection PeraneeshjokayNoch keine Bewertungen
- ASTM E340-95 Standard Method of Macroetch Metal AlloyDokument11 SeitenASTM E340-95 Standard Method of Macroetch Metal Alloynearmiss82100% (1)
- Detecting Heat Damage in Aircraft PartsDokument16 SeitenDetecting Heat Damage in Aircraft PartsDimitris GrimanelisNoch keine Bewertungen
- Astm A356 PDFDokument6 SeitenAstm A356 PDFAndresInforBJNoch keine Bewertungen
- Ductile Iron Data For Design EngineersDokument3 SeitenDuctile Iron Data For Design EngineersSourav HaitNoch keine Bewertungen
- ASTM D572 04 - Standard Test Method For Rubber-Deterioration by Heat and OxygenDokument4 SeitenASTM D572 04 - Standard Test Method For Rubber-Deterioration by Heat and OxygenAndre SpirimNoch keine Bewertungen
- Steel Tubes, Carbon and Carbon Manganese, Fusion Welded, For Boiler, Superheater, Heat Exchanger and Condenser ApplicationsDokument4 SeitenSteel Tubes, Carbon and Carbon Manganese, Fusion Welded, For Boiler, Superheater, Heat Exchanger and Condenser ApplicationsSriniramu SriniramuNoch keine Bewertungen
- E 543 - 04 - Rtu0mw - PDFDokument11 SeitenE 543 - 04 - Rtu0mw - PDFUpul Eranda AbeyrathnaNoch keine Bewertungen
- Astm E797Dokument8 SeitenAstm E797Ricardo Martins SilvaNoch keine Bewertungen
- Din1688 1 PDFDokument4 SeitenDin1688 1 PDFFelipe FernandesNoch keine Bewertungen
- Ansi MSS SP-55-2011Dokument23 SeitenAnsi MSS SP-55-2011SivaNoch keine Bewertungen
- Mil DTL 12560KDokument52 SeitenMil DTL 12560KGökhan ÇiçekNoch keine Bewertungen
- Is 11166 PDFDokument13 SeitenIs 11166 PDFAnonymous NRlowQUcn100% (1)
- Sae J403 2001 (En)Dokument9 SeitenSae J403 2001 (En)Oh No PotatoNoch keine Bewertungen
- Mercer 9100Dokument16 SeitenMercer 9100dtmgoNoch keine Bewertungen
- Astm E110Dokument3 SeitenAstm E110alouisNoch keine Bewertungen
- Steel Bars, Carbon and Alloy, Hot-Wrought and Cold-Finished, General Requirements ForDokument21 SeitenSteel Bars, Carbon and Alloy, Hot-Wrought and Cold-Finished, General Requirements ForHugoStiglicNoch keine Bewertungen
- Astm E92 PDFDokument9 SeitenAstm E92 PDFoscar_sm77Noch keine Bewertungen
- As 4169-2004 Electroplated Coatings - Tin and Tin AlloysDokument8 SeitenAs 4169-2004 Electroplated Coatings - Tin and Tin AlloysSAI Global - APACNoch keine Bewertungen
- En 287 - 1 - 2004Dokument8 SeitenEn 287 - 1 - 2004vimal_mech123Noch keine Bewertungen
- Astm D572 PDFDokument4 SeitenAstm D572 PDFPriyadarshini KrishnaswamyNoch keine Bewertungen
- Astm E479-00Dokument5 SeitenAstm E479-00Carlos Raul Caballero LeonNoch keine Bewertungen
- E1154-14 Standard Specification For Piston or Plunger Operated Volumetric ApparatusDokument10 SeitenE1154-14 Standard Specification For Piston or Plunger Operated Volumetric ApparatusAhmed Alzubaidi100% (2)
- ASTM D5778-12 - Standard Test Method For Electronic Friction Cone and Piezocone Penetration Testing of SoilsDokument20 SeitenASTM D5778-12 - Standard Test Method For Electronic Friction Cone and Piezocone Penetration Testing of SoilsMariaNoch keine Bewertungen
- Astm D5 - D5M - 13Dokument4 SeitenAstm D5 - D5M - 13Neeraj KumarNoch keine Bewertungen
- E493E493M-11 Práctica Estándar para Fugas Utilizando El Detector de Fugas Del Espectrómetro de Masas en El Modo de Prueba de Adentro Hacia Afuera1Dokument3 SeitenE493E493M-11 Práctica Estándar para Fugas Utilizando El Detector de Fugas Del Espectrómetro de Masas en El Modo de Prueba de Adentro Hacia Afuera1fredy lopezNoch keine Bewertungen
- Astm D5Dokument4 SeitenAstm D5Yiliana PiñaNoch keine Bewertungen
- ASTM E3044 E3044M 2016 Ed01 PDFDokument9 SeitenASTM E3044 E3044M 2016 Ed01 PDFJorgeNoch keine Bewertungen
- ASTM E139-00 Standard Test Methods For Conducting Creep, Creep-Rupture, and Stress-Rupture Tests of Metallic MaterialsDokument12 SeitenASTM E139-00 Standard Test Methods For Conducting Creep, Creep-Rupture, and Stress-Rupture Tests of Metallic Materialsnelson9746Noch keine Bewertungen
- ASTM E139 11 2018 Creep TestDokument14 SeitenASTM E139 11 2018 Creep TesturisterinNoch keine Bewertungen
- Astm E1001Dokument10 SeitenAstm E1001Jon DownNoch keine Bewertungen
- Astm E164 19Dokument11 SeitenAstm E164 19JORGE ARTURO TORIBIO HUERTANoch keine Bewertungen
- 2016Dokument1 Seite2016JORGE ARTURO TORIBIO HUERTANoch keine Bewertungen
- Astm e 797 PDFDokument7 SeitenAstm e 797 PDFrazormebackNoch keine Bewertungen
- E 570 - 97 Standard Practice For Flux Leakage Examination of Ferromagnetic Steel Tubular ProDokument6 SeitenE 570 - 97 Standard Practice For Flux Leakage Examination of Ferromagnetic Steel Tubular ProJorge ToribioNoch keine Bewertungen
- E 761 - 92 (Reapproved 2000) Std. Test Method For Compressive Strength of Sprayed Fire-ResisDokument2 SeitenE 761 - 92 (Reapproved 2000) Std. Test Method For Compressive Strength of Sprayed Fire-ResisJORGE ARTURO TORIBIO HUERTANoch keine Bewertungen
- Astm E691-99Dokument22 SeitenAstm E691-99Jorge ToribioNoch keine Bewertungen
- E 691 - 99 Std. Prac. For Conducting An Interlaboratory Study To Determine The Precision ofDokument22 SeitenE 691 - 99 Std. Prac. For Conducting An Interlaboratory Study To Determine The Precision ofJORGE ARTURO TORIBIO HUERTANoch keine Bewertungen
- E 631 - 93a (Reapproved 1998) E1 Standard Terminology of Building Constructions1 PDFDokument46 SeitenE 631 - 93a (Reapproved 1998) E1 Standard Terminology of Building Constructions1 PDFJORGE ARTURO TORIBIO HUERTANoch keine Bewertungen
- Astm e 648 Rev A 2006 PDFDokument14 SeitenAstm e 648 Rev A 2006 PDFJORGE ARTURO TORIBIO HUERTANoch keine Bewertungen
- Astm E690-98 R04 E04 Et PDFDokument4 SeitenAstm E690-98 R04 E04 Et PDFJORGE ARTURO TORIBIO HUERTANoch keine Bewertungen
- Astm e 502 Rev A 2006 PDFDokument6 SeitenAstm e 502 Rev A 2006 PDFJORGE ARTURO TORIBIO HUERTANoch keine Bewertungen
- Astm e 516 Rev A 1995 R 2005 PDFDokument10 SeitenAstm e 516 Rev A 1995 R 2005 PDFJORGE ARTURO TORIBIO HUERTANoch keine Bewertungen
- Astm E682-92 R00 PDFDokument8 SeitenAstm E682-92 R00 PDFJORGE ARTURO TORIBIO HUERTANoch keine Bewertungen
- Astm F 441-02 PDFDokument7 SeitenAstm F 441-02 PDFJORGE ARTURO TORIBIO HUERTANoch keine Bewertungen
- E 543 - 02 Standard Practice For Agencies Performing Nondestructive Testing1 PDFDokument11 SeitenE 543 - 02 Standard Practice For Agencies Performing Nondestructive Testing1 PDFJORGE ARTURO TORIBIO HUERTANoch keine Bewertungen
- E 566 - 99 Standard Practice For Electromagnetic (Eddy-Current) Sorting of Ferrous Metals1 PDFDokument5 SeitenE 566 - 99 Standard Practice For Electromagnetic (Eddy-Current) Sorting of Ferrous Metals1 PDFJORGE ARTURO TORIBIO HUERTANoch keine Bewertungen
- ASTM F 468m-03a PDFDokument10 SeitenASTM F 468m-03a PDFJORGE ARTURO TORIBIO HUERTANoch keine Bewertungen
- Astm e 572 Rev A 2002 e 2006 R 2006Dokument10 SeitenAstm e 572 Rev A 2002 e 2006 R 2006Jorge ToribioNoch keine Bewertungen
- Astm F 439-02 E03 PDFDokument8 SeitenAstm F 439-02 E03 PDFJORGE ARTURO TORIBIO HUERTANoch keine Bewertungen
- ASTM F 467m-03a PDFDokument9 SeitenASTM F 467m-03a PDFJORGE ARTURO TORIBIO HUERTANoch keine Bewertungen
- Astm F 442-99Dokument7 SeitenAstm F 442-99JORGE ARTURO TORIBIO HUERTA100% (2)
- ASTM F 467-03a PDFDokument10 SeitenASTM F 467-03a PDFJORGE ARTURO TORIBIO HUERTANoch keine Bewertungen
- Astm F 437-99 PDFDokument4 SeitenAstm F 437-99 PDFJORGE ARTURO TORIBIO HUERTANoch keine Bewertungen
- ASTM F 468-03aDokument11 SeitenASTM F 468-03aJORGE ARTURO TORIBIO HUERTA100% (1)
- Astm F 593-02 E04 PDFDokument8 SeitenAstm F 593-02 E04 PDFJORGE ARTURO TORIBIO HUERTANoch keine Bewertungen
- Astm F 438-04 PDFDokument7 SeitenAstm F 438-04 PDFJORGE ARTURO TORIBIO HUERTANoch keine Bewertungen
- Astm F 568M-04 PDFDokument9 SeitenAstm F 568M-04 PDFJORGE ARTURO TORIBIO HUERTANoch keine Bewertungen
- How To Develop SIF Proof TestsDokument12 SeitenHow To Develop SIF Proof TestsIkhtiander IkhtianderNoch keine Bewertungen
- Series 96/95 uPVC Valves Catalogue GuideDokument12 SeitenSeries 96/95 uPVC Valves Catalogue GuideGianfranco DraxlNoch keine Bewertungen
- 2017standard Tender Documents For Unit Price Contracts Vol2Dokument797 Seiten2017standard Tender Documents For Unit Price Contracts Vol2Adrian FrantescuNoch keine Bewertungen
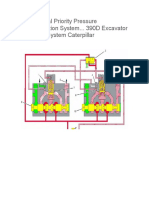
- PPPC Excavator 390d CatDokument4 SeitenPPPC Excavator 390d CatJosé Carlos Camino GonzálezNoch keine Bewertungen
- YF200S Blaster PDFDokument57 SeitenYF200S Blaster PDFSteven MuñozNoch keine Bewertungen
- SJ XJ Pump ManualDokument18 SeitenSJ XJ Pump ManualVortexxPWNoch keine Bewertungen
- Basic Data Viper40 15066 enDokument10 SeitenBasic Data Viper40 15066 enArmando RiveraNoch keine Bewertungen
- Chuong 5 - Part 2Dokument74 SeitenChuong 5 - Part 2Phú VõNoch keine Bewertungen
- ES SeriesDokument32 SeitenES Seriesduongbk24 luu quang duongNoch keine Bewertungen
- Re92076 2005-03Dokument32 SeitenRe92076 2005-03Şenol MemişNoch keine Bewertungen
- Amss 2000-215Dokument65 SeitenAmss 2000-215Izeddin Hussein IbrahimNoch keine Bewertungen
- Three-Way Ball ValvesDokument3 SeitenThree-Way Ball ValvesNicolaSaviliNoch keine Bewertungen
- Diverter System Set Up - 20170701 - Rev0 (CW)Dokument2 SeitenDiverter System Set Up - 20170701 - Rev0 (CW)ramyNoch keine Bewertungen
- Control Valve Pressure DropDokument2 SeitenControl Valve Pressure DropjayakrinNoch keine Bewertungen
- 1 210 Desuperheaters Spirax SarcoDokument7 Seiten1 210 Desuperheaters Spirax SarcoWADENoch keine Bewertungen
- CP 29 - 1998 Code PF Practice For Fire Hydrant Systems and Hose ReelsDokument46 SeitenCP 29 - 1998 Code PF Practice For Fire Hydrant Systems and Hose ReelsDickson Leong100% (2)
- F and Q Project Heera PDFDokument8 SeitenF and Q Project Heera PDFSherry HenryNoch keine Bewertungen
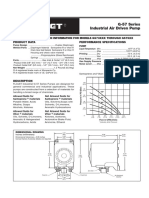
- Bomba de Espumador PartesDokument4 SeitenBomba de Espumador PartesRafael IbarraNoch keine Bewertungen
- Functional location mapping of Cikampek tissue mill siteDokument24 SeitenFunctional location mapping of Cikampek tissue mill siteRian AprianaNoch keine Bewertungen
- Fabri-Valve 33 PTA / 33 PTD: Slurry ValvesDokument16 SeitenFabri-Valve 33 PTA / 33 PTD: Slurry ValvesFelipe Ribeiro da CostaNoch keine Bewertungen
- Delastall Automatic Installer Kompressor Owners Manual v004 LRDokument24 SeitenDelastall Automatic Installer Kompressor Owners Manual v004 LRUnited Construction Est. TechnicalNoch keine Bewertungen
- Cylinder Valve CatalogDokument48 SeitenCylinder Valve CatalogbkprodhNoch keine Bewertungen
- 3 Side Dumping TrolleyDokument32 Seiten3 Side Dumping TrolleyPriyanka mestryNoch keine Bewertungen
- Bobcat S300 PDFDokument56 SeitenBobcat S300 PDFRodolfo Baccaglini100% (2)
- Spare Parts: LKB Automatic and Manual Butterfly ValveDokument40 SeitenSpare Parts: LKB Automatic and Manual Butterfly ValvejoseNoch keine Bewertungen
- Automatic Straniers CatlogDokument12 SeitenAutomatic Straniers CatlogMadhan RajNoch keine Bewertungen
- Multicolumn Blast Valve PV-KK-SM AND - SMX PDFDokument2 SeitenMulticolumn Blast Valve PV-KK-SM AND - SMX PDFyousufbashaNoch keine Bewertungen
- 740 Artiiculated Truck Power TrainDokument37 Seiten740 Artiiculated Truck Power TrainFabrizio Jesús100% (1)
- BTRDokument100 SeitenBTRBartłomiej Kilian100% (1)