Das könnte Ihnen auch gefallen
- Osha3636 PDFDokument9 SeitenOsha3636 PDFDavid SalibyNoch keine Bewertungen
- Cyanide Chemistry and Analysis Training Course FlyerDokument2 SeitenCyanide Chemistry and Analysis Training Course FlyerLUIS XVNoch keine Bewertungen
- The Role of Organic Reagents PDFDokument16 SeitenThe Role of Organic Reagents PDFLUIS XVNoch keine Bewertungen
- The Role of Organic Reagents PDFDokument16 SeitenThe Role of Organic Reagents PDFLUIS XVNoch keine Bewertungen
- Chitin and Chitosan Polymers. Chemistry, Solubility and Fiber Formation PDFDokument38 SeitenChitin and Chitosan Polymers. Chemistry, Solubility and Fiber Formation PDFAurora DGNoch keine Bewertungen
- 50ph4700 PDFDokument56 Seiten50ph4700 PDFLUIS XVNoch keine Bewertungen
- Titrimetric Determination of MercaptansDokument3 SeitenTitrimetric Determination of MercaptansLUIS XVNoch keine Bewertungen
- Osha 3492 Quick Card LabelDokument2 SeitenOsha 3492 Quick Card LabelbsiofncNoch keine Bewertungen
- Application of Infrared Spectrophotometry To Quantitative PDFDokument5 SeitenApplication of Infrared Spectrophotometry To Quantitative PDFLUIS XVNoch keine Bewertungen
- Aero 3477 PDFDokument9 SeitenAero 3477 PDFLUIS XV100% (1)
- Us 2441341 ADokument2 SeitenUs 2441341 ALUIS XVNoch keine Bewertungen
- Ortiz 2013Dokument8 SeitenOrtiz 2013LUIS XVNoch keine Bewertungen
- Stiller 1961Dokument5 SeitenStiller 1961LUIS XVNoch keine Bewertungen
- 51900cpshakersrockersmanual PDFDokument12 Seiten51900cpshakersrockersmanual PDFLUIS XVNoch keine Bewertungen
- 51900cpshakersrockersmanual PDFDokument12 Seiten51900cpshakersrockersmanual PDFLUIS XVNoch keine Bewertungen
- 50ph4700 PDFDokument56 Seiten50ph4700 PDFLUIS XVNoch keine Bewertungen
- Brochure GC Trace 1300 PDFDokument4 SeitenBrochure GC Trace 1300 PDFLUIS XVNoch keine Bewertungen
- Aero 3477 PDFDokument9 SeitenAero 3477 PDFLUIS XV100% (1)
- Lab BookDokument545 SeitenLab BookKerri KoNoch keine Bewertungen
- Brookfield YR-1 Rheometer Operating InstructionsDokument55 SeitenBrookfield YR-1 Rheometer Operating InstructionsLUIS XV100% (1)
- Determination of Small Amounts of Water in Organic Solvents by Spectrophotometric AnalysisDokument13 SeitenDetermination of Small Amounts of Water in Organic Solvents by Spectrophotometric AnalysisLUIS XVNoch keine Bewertungen
- Determination of Carbon Disulphide in Air As Xanthogenate by Ion ChromatographyDokument3 SeitenDetermination of Carbon Disulphide in Air As Xanthogenate by Ion ChromatographyLUIS XVNoch keine Bewertungen
- XanthateDokument3 SeitenXanthateLUIS XVNoch keine Bewertungen
- DR800 Sulfide (0-0.70mgL) MethyleneBlue Method-8131Dokument4 SeitenDR800 Sulfide (0-0.70mgL) MethyleneBlue Method-8131Thùy MiênNoch keine Bewertungen
- Comparator 2000 LRDokument2 SeitenComparator 2000 LRLUIS XV100% (1)
- Flottec 1844 Collector MSDSDokument6 SeitenFlottec 1844 Collector MSDSLUIS XVNoch keine Bewertungen
- Appendix ADokument2 SeitenAppendix ALUIS XVNoch keine Bewertungen
- Astm Water Standards PDFDokument1 SeiteAstm Water Standards PDFLUIS XVNoch keine Bewertungen
- IndexDokument10 SeitenIndexLUIS XVNoch keine Bewertungen
- Isoamyl Alcohol TDS PDFDokument1 SeiteIsoamyl Alcohol TDS PDFLUIS XVNoch keine Bewertungen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Performance Chemicals for the Polyurethane IndustryDokument8 SeitenPerformance Chemicals for the Polyurethane IndustrySiriluck NevestNoch keine Bewertungen
- Structural Design Data and SpecificationsDokument6 SeitenStructural Design Data and SpecificationsRoland CepedaNoch keine Bewertungen
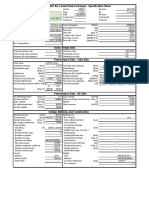
- By Todd Harvey at 10:31 Am, Sep 30, 2013: API 661 Air-Cooled Heat Exchanger - Specification SheetDokument12 SeitenBy Todd Harvey at 10:31 Am, Sep 30, 2013: API 661 Air-Cooled Heat Exchanger - Specification SheetPackage RotaryNoch keine Bewertungen
- Angel CondensadaDokument6 SeitenAngel CondensadaAsnipah Dilaos MustapahNoch keine Bewertungen
- Jurnal Ekologi Dan LingkunganDokument10 SeitenJurnal Ekologi Dan LingkunganArmis NadeakNoch keine Bewertungen
- Performance Qualification of Autoclave Cum Bung ProcessorDokument17 SeitenPerformance Qualification of Autoclave Cum Bung ProcessorĐức LinhNoch keine Bewertungen
- Thin Cylinder Experiment: Apparatus We Have Used A Thin Cylinder SM1007Dokument8 SeitenThin Cylinder Experiment: Apparatus We Have Used A Thin Cylinder SM1007Rohan Kumar0% (1)
- Item 510-1Dokument2 SeitenItem 510-1Engineer LeeNoch keine Bewertungen
- BPC - BG HD 7000fDokument1 SeiteBPC - BG HD 7000fSLKM Engineering & ConsultantsNoch keine Bewertungen
- IMI CCI Product DRAG-Control-Valves AW LRESDokument4 SeitenIMI CCI Product DRAG-Control-Valves AW LRESOscarGomezMecanicoNoch keine Bewertungen
- FYP1-presentation Slide PDFDokument18 SeitenFYP1-presentation Slide PDFMirza Farouq BegNoch keine Bewertungen
- Evonik-Ancamine 2803Dokument2 SeitenEvonik-Ancamine 2803AceVũNoch keine Bewertungen
- Vane Pump Article WearDokument7 SeitenVane Pump Article WearDirk DreesNoch keine Bewertungen
- Fluid Catalytic Cracking 2Dokument27 SeitenFluid Catalytic Cracking 2PAWAR ROHAN RAMESHNoch keine Bewertungen
- Multi-stage centrifugal pumps for clean water applicationsDokument6 SeitenMulti-stage centrifugal pumps for clean water applicationsazze bouzNoch keine Bewertungen
- Evacuated Tube Collector SpecificationDokument5 SeitenEvacuated Tube Collector SpecificationJaswinder SinghNoch keine Bewertungen
- Synthesis and Characterization of Cadmium Sulphide NanoparticlesDokument17 SeitenSynthesis and Characterization of Cadmium Sulphide NanoparticlesHoneylyn IgnacioNoch keine Bewertungen
- Chemistry: Pearson EdexcelDokument28 SeitenChemistry: Pearson EdexcelThuvarakaNoch keine Bewertungen
- Diode Operation IntroductionDokument3 SeitenDiode Operation IntroductionAnonymous FKMfvCbNoch keine Bewertungen
- 306063Dokument7 Seiten306063Renz PagcaliwaganNoch keine Bewertungen
- Strength-Durability Correlation of OsteosynthesisDokument17 SeitenStrength-Durability Correlation of OsteosynthesisdeniNoch keine Bewertungen
- A Risk Based Cleaning and Disinfection ProgramDokument83 SeitenA Risk Based Cleaning and Disinfection ProgramiSanguinoNoch keine Bewertungen
- TQ-0305-R00 - Calculo Estrutura PDFDokument4 SeitenTQ-0305-R00 - Calculo Estrutura PDFPeterson MagroNoch keine Bewertungen
- Owner'S General Engine: Manual GasolineDokument72 SeitenOwner'S General Engine: Manual GasolineFrançois CantinNoch keine Bewertungen
- Catalogo de Liquidos Penetrantes PDFDokument77 SeitenCatalogo de Liquidos Penetrantes PDFAlan Fredy CcaritaNoch keine Bewertungen
- Jinko Solar Photovoltaic Module Installation GuideDokument22 SeitenJinko Solar Photovoltaic Module Installation GuideFriedrichNoch keine Bewertungen
- Tablet Coating PDFDokument6 SeitenTablet Coating PDFAsif Hasan Niloy100% (1)
- 2017 Review Silane Mechanism AdhesionDokument16 Seiten2017 Review Silane Mechanism AdhesionDarell Josue Valdez AquinoNoch keine Bewertungen
- Lab Manual Foundation EngineeringDokument39 SeitenLab Manual Foundation Engineeringartiraha100% (1)
- C8516-CLT-QMT-0005 Rev.00-Inspection Checklist For Slurry Lagoon ConstructionDokument2 SeitenC8516-CLT-QMT-0005 Rev.00-Inspection Checklist For Slurry Lagoon ConstructionJabinNoch keine Bewertungen