Das könnte Ihnen auch gefallen
- Alky Lene ProcessDokument3 SeitenAlky Lene ProcessChristianGuerreroNoch keine Bewertungen
- Uop Alkylene™ Process For Motor Fuel Alkylation: Cara RoeselerDokument8 SeitenUop Alkylene™ Process For Motor Fuel Alkylation: Cara RoeselerzahiraNoch keine Bewertungen
- Handbook of Transition Metal Polymerization CatalystsVon EverandHandbook of Transition Metal Polymerization CatalystsRay HoffNoch keine Bewertungen
- Uop Alkylene™ Process For Motor Fuel Alkylation: Cara RoeselerDokument8 SeitenUop Alkylene™ Process For Motor Fuel Alkylation: Cara RoeselerjuanaNoch keine Bewertungen
- Uop Alkylene™ Process For Motor Fuel Alkylation: Cara RoeselerDokument8 SeitenUop Alkylene™ Process For Motor Fuel Alkylation: Cara RoeselerBharavi K SNoch keine Bewertungen
- In Alk For MT Be ComplexDokument3 SeitenIn Alk For MT Be ComplexChristianGuerreroNoch keine Bewertungen
- Fuels For The 21st Century: MTBE SolutionsDokument3 SeitenFuels For The 21st Century: MTBE SolutionsChristianGuerreroNoch keine Bewertungen
- World RefiningDokument7 SeitenWorld RefiningmarraezNoch keine Bewertungen
- Silicon in Organic Synthesis: Butterworths Monographs in Chemistry and Chemical EngineeringVon EverandSilicon in Organic Synthesis: Butterworths Monographs in Chemistry and Chemical EngineeringNoch keine Bewertungen
- Selective Oxidation PDFDokument16 SeitenSelective Oxidation PDFLam DesmondNoch keine Bewertungen
- New Frontiers in Asymmetric CatalysisVon EverandNew Frontiers in Asymmetric CatalysisKoichi MikamiNoch keine Bewertungen
- Alkylation, Isomerisation and PolymerisationDokument9 SeitenAlkylation, Isomerisation and Polymerisationapi-256504985Noch keine Bewertungen
- Industrial Catalytic Processes-Phenol Production: Robert J. SchmidtDokument15 SeitenIndustrial Catalytic Processes-Phenol Production: Robert J. SchmidtUzair WahidNoch keine Bewertungen
- LAB (Detergent Alkylate) PresentationDokument35 SeitenLAB (Detergent Alkylate) Presentationakgupta1946100% (2)
- Refining K-Saat 2022marDokument4 SeitenRefining K-Saat 2022marmarraezNoch keine Bewertungen
- Production of Linear AlkylbenzenesDokument7 SeitenProduction of Linear AlkylbenzenesMaria LimaNoch keine Bewertungen
- Alkylation, Isomerisation and PolymerisationDokument27 SeitenAlkylation, Isomerisation and PolymerisationSudarshan GopalNoch keine Bewertungen
- 352,, - 6Xoixulf$Flg$On/Odwlrq &dvherrn: SimsciDokument35 Seiten352,, - 6Xoixulf$Flg$On/Odwlrq &dvherrn: Simscimfruge7Noch keine Bewertungen
- Progress Report Design 1Dokument11 SeitenProgress Report Design 1Haziq AzliNoch keine Bewertungen
- Project: Design of A Reactor For The Aniline ProductionDokument19 SeitenProject: Design of A Reactor For The Aniline ProductionLUIS ESTEBAN VÁSQUEZ CASTANEDANoch keine Bewertungen
- Unit-Iii Links For NPTEL LectureDokument7 SeitenUnit-Iii Links For NPTEL Lectureمحمد عليNoch keine Bewertungen
- Dear Mr. Krause,: Uop LLCDokument4 SeitenDear Mr. Krause,: Uop LLCNguyễn Hồng SơnNoch keine Bewertungen
- Unit 13. Alkylation: Professional Course in English "Fundamentals of Petroleum Refining"Dokument43 SeitenUnit 13. Alkylation: Professional Course in English "Fundamentals of Petroleum Refining"Abdoul RahimNoch keine Bewertungen
- FILE 20220921 173401 Homogeneously Catalyzed Industrial ProcessesDokument31 SeitenFILE 20220921 173401 Homogeneously Catalyzed Industrial ProcessesPham ThaoNoch keine Bewertungen
- Penex Process PDFDokument49 SeitenPenex Process PDFAhmed Mohamed KhalilNoch keine Bewertungen
- Alkylation and Polymerization ProcessDokument61 SeitenAlkylation and Polymerization ProcessWan Afiff100% (2)
- Cumene Mass & Energy Balance PDFDokument33 SeitenCumene Mass & Energy Balance PDFMeet Khunt100% (1)
- Bp-Uop Cyclar Process: Lubo ZhouDokument10 SeitenBp-Uop Cyclar Process: Lubo ZhouBharavi K SNoch keine Bewertungen
- Refining Processes 04Dokument236 SeitenRefining Processes 04Newuman Montero100% (1)
- Refining Processes 2004 PDFDokument293 SeitenRefining Processes 2004 PDFramachandran_chem100% (1)
- Isoalky Process Technology,: A New Era For Alkylation With Ionic Liquid AlkylationDokument16 SeitenIsoalky Process Technology,: A New Era For Alkylation With Ionic Liquid AlkylationDavid RodriguesNoch keine Bewertungen
- P7. Alkylation ProcessDokument22 SeitenP7. Alkylation ProcessChiến PhùngNoch keine Bewertungen
- Reduce Alkylate Costs With Solid-Acid Catalysts - Hydrocarbon Processing - October 2007Dokument7 SeitenReduce Alkylate Costs With Solid-Acid Catalysts - Hydrocarbon Processing - October 2007julior87Noch keine Bewertungen
- Alkylation Unit: Capacity Installed and Available Technologies CatalystsDokument10 SeitenAlkylation Unit: Capacity Installed and Available Technologies CatalystsMohammed AliraqiNoch keine Bewertungen
- CVFGFHGDokument25 SeitenCVFGFHGMary Grace VelitarioNoch keine Bewertungen
- EnnnDokument9 SeitenEnnnSajid AliNoch keine Bewertungen
- Cumene Production Robert SchmidtDokument14 SeitenCumene Production Robert SchmidtVatsalNoch keine Bewertungen
- Cracking PDFDokument53 SeitenCracking PDFShabnam BanuNoch keine Bewertungen
- Linear Alkylbenzene (Lab) Manufacture: Andrea BozzanoDokument12 SeitenLinear Alkylbenzene (Lab) Manufacture: Andrea BozzanojuanaNoch keine Bewertungen
- Yoshimura 2001Dokument11 SeitenYoshimura 2001Clive GriffithsNoch keine Bewertungen
- 28 Olefin CrackingDokument2 Seiten28 Olefin CrackingRohisham Ismail100% (1)
- Advances in The OCC Process For Propylene ProductionDokument6 SeitenAdvances in The OCC Process For Propylene ProductionAngel Richard MamaniNoch keine Bewertungen
- Tutorial Alkylation Group 3Dokument9 SeitenTutorial Alkylation Group 3Jiana NasirNoch keine Bewertungen
- Modern Refining Concepts-An Update On Naphtha-Isomerization To Modern Gasoline ManufactureDokument5 SeitenModern Refining Concepts-An Update On Naphtha-Isomerization To Modern Gasoline Manufacturealmoanna97Noch keine Bewertungen
- Fundamental Study of Hierarchical Millisecond Gas-Phase Catalytic Cracking Process For Enhancing The Production of LightDokument9 SeitenFundamental Study of Hierarchical Millisecond Gas-Phase Catalytic Cracking Process For Enhancing The Production of LightwidyalelyNoch keine Bewertungen
- Alkylation, Dealkylation, and HydrodealkylationDokument3 SeitenAlkylation, Dealkylation, and HydrodealkylationJoy MorilesNoch keine Bewertungen
- Reactivity of Naphtha Fractions For Light Olefins ProductionDokument14 SeitenReactivity of Naphtha Fractions For Light Olefins ProductionAMANoch keine Bewertungen
- Cong Nghe ButamerDokument21 SeitenCong Nghe Butamertunganh1110Noch keine Bewertungen
- Light Alkane Dehydrogenation To Light Olefin Technologies: A Comprehensive ReviewDokument24 SeitenLight Alkane Dehydrogenation To Light Olefin Technologies: A Comprehensive ReviewAnupama D. MishraNoch keine Bewertungen
- Ethyl BenzeneDokument14 SeitenEthyl Benzenectqmqyo0% (1)
- ALKYLATIONDokument6 SeitenALKYLATIONtariq fareedNoch keine Bewertungen
- Uop Unicracking Process For Hydrocracking: Donald AckelsonDokument12 SeitenUop Unicracking Process For Hydrocracking: Donald AckelsonBharavi K SNoch keine Bewertungen
- Catalytic Cracking 3Dokument10 SeitenCatalytic Cracking 3SagarGuptaNoch keine Bewertungen
- Dehydrogenation of Paraffins Synergies Between CatalystDokument7 SeitenDehydrogenation of Paraffins Synergies Between Catalystdiego_daveNoch keine Bewertungen
- Econ Y-Pattern Globe and Check Valves Forged Steel Stainless Steel TrimDokument1 SeiteEcon Y-Pattern Globe and Check Valves Forged Steel Stainless Steel TrimChristianGuerreroNoch keine Bewertungen
- BAC SR8 Ball Valves Forged Steel Stainless Steel Full Bore ANSI Class 800Dokument1 SeiteBAC SR8 Ball Valves Forged Steel Stainless Steel Full Bore ANSI Class 800ChristianGuerreroNoch keine Bewertungen
- Econ Check Valves Tilting Disc Type ANSI Class 150: ApplicationDokument1 SeiteEcon Check Valves Tilting Disc Type ANSI Class 150: ApplicationChristianGuerreroNoch keine Bewertungen
- Econ Gate Valve Cast Iron Bronze Trim ANSI Class 125 Fig. 1800Dokument1 SeiteEcon Gate Valve Cast Iron Bronze Trim ANSI Class 125 Fig. 1800ChristianGuerreroNoch keine Bewertungen
- Econ Gate Valve For Oil Tankers Cast Iron Bronze Trim Class 125 Fig. 339Dokument1 SeiteEcon Gate Valve For Oil Tankers Cast Iron Bronze Trim Class 125 Fig. 339ChristianGuerreroNoch keine Bewertungen
- Econ Globe Valves Forged Steel Stainless Steel Trim ANSI Class 800Dokument1 SeiteEcon Globe Valves Forged Steel Stainless Steel Trim ANSI Class 800ChristianGuerrero0% (1)
- Econ Globe Valves Carbon Steel Stainless Steel Trim ANSI Class 150 and 300Dokument1 SeiteEcon Globe Valves Carbon Steel Stainless Steel Trim ANSI Class 150 and 300ChristianGuerreroNoch keine Bewertungen
- Flange Dimensions and Drilling To JIS B 2210 (1984)Dokument1 SeiteFlange Dimensions and Drilling To JIS B 2210 (1984)ChristianGuerreroNoch keine Bewertungen
- Econ Check Valves Bronze Class 150 Fig. 1425: Pressure/temperature RatingDokument1 SeiteEcon Check Valves Bronze Class 150 Fig. 1425: Pressure/temperature RatingChristianGuerreroNoch keine Bewertungen
- Sizing of Pipelines For Saturated Steam: Section 21 Technical DataDokument1 SeiteSizing of Pipelines For Saturated Steam: Section 21 Technical DataChristianGuerreroNoch keine Bewertungen
- Flange Dimensions and Drilling To DIN 2501: Section 21 Technical DataDokument1 SeiteFlange Dimensions and Drilling To DIN 2501: Section 21 Technical DataChristianGuerreroNoch keine Bewertungen
- Flow of Water at Several Velocities Through Pipelines DN 10 To DN 300Dokument1 SeiteFlow of Water at Several Velocities Through Pipelines DN 10 To DN 300ChristianGuerreroNoch keine Bewertungen
- Linear Conversion Table Inches - Millimetres: (1 Inch 25.4 Millimeter)Dokument1 SeiteLinear Conversion Table Inches - Millimetres: (1 Inch 25.4 Millimeter)ChristianGuerreroNoch keine Bewertungen
- Steam Table For Saturated Steam: (Continued)Dokument1 SeiteSteam Table For Saturated Steam: (Continued)ChristianGuerreroNoch keine Bewertungen
- Econ Sight Glasses With Indicator: Valves & FittingsDokument1 SeiteEcon Sight Glasses With Indicator: Valves & FittingsChristianGuerreroNoch keine Bewertungen
- 239 PDFDokument1 Seite239 PDFChristianGuerreroNoch keine Bewertungen
- Steam Table For Specific Volume of Superheated Steam From 1 To 50 Bar Absolute. (100 - 320 °C)Dokument1 SeiteSteam Table For Specific Volume of Superheated Steam From 1 To 50 Bar Absolute. (100 - 320 °C)ChristianGuerreroNoch keine Bewertungen
- Steam Table For Saturated SteamDokument1 SeiteSteam Table For Saturated SteamChristianGuerreroNoch keine Bewertungen
- Econ Level Gauges For Chemical Applications: Fig. 577: Knee Type Arms of Stainless Steel, Ws - No. 1.4571 (AISI - 316)Dokument1 SeiteEcon Level Gauges For Chemical Applications: Fig. 577: Knee Type Arms of Stainless Steel, Ws - No. 1.4571 (AISI - 316)ChristianGuerreroNoch keine Bewertungen
- Econ Level Gauges Bronze: Max. Working Pressure: On Request: Dimensions (MM)Dokument1 SeiteEcon Level Gauges Bronze: Max. Working Pressure: On Request: Dimensions (MM)ChristianGuerreroNoch keine Bewertungen
- Econ Level Gauges Forged Steel PN 40: MaterialsDokument1 SeiteEcon Level Gauges Forged Steel PN 40: MaterialsChristianGuerreroNoch keine Bewertungen
- Econ Level Gauges Forged Brass and Steel PN 25: Safety: Max. Working PressureDokument1 SeiteEcon Level Gauges Forged Brass and Steel PN 25: Safety: Max. Working PressureChristianGuerreroNoch keine Bewertungen
- Econ Level Gauges For Steam Boilers Forged Steel Reflex/transparentDokument1 SeiteEcon Level Gauges For Steam Boilers Forged Steel Reflex/transparentChristianGuerreroNoch keine Bewertungen
- Sjoblom, J. - Handbook of Emulsion Technology PDFDokument731 SeitenSjoblom, J. - Handbook of Emulsion Technology PDFdcharlies92% (13)
- Calibration. of Storage Tanks Class # 2070 Srini Sivaraman SK JapanDokument4 SeitenCalibration. of Storage Tanks Class # 2070 Srini Sivaraman SK JapanJose Rafael Mora CasalNoch keine Bewertungen
- 100ah - 12V - 6FM100 VISIONDokument2 Seiten100ah - 12V - 6FM100 VISIONBashar SalahNoch keine Bewertungen
- Portland CementDokument46 SeitenPortland Cementni putu diah untariningsihNoch keine Bewertungen
- Alien Vault Lab2Dokument28 SeitenAlien Vault Lab2DukeNoch keine Bewertungen
- MILL Series GB-1007 01Dokument20 SeitenMILL Series GB-1007 01Ady IonutNoch keine Bewertungen
- Write An Algorithm and Flowchart For Computing The Average Number of The Default 4 NumbersDokument3 SeitenWrite An Algorithm and Flowchart For Computing The Average Number of The Default 4 NumbersMark Jelan100% (1)
- Receiving Material Procedure (Done) (Sudah Direvisi)Dokument8 SeitenReceiving Material Procedure (Done) (Sudah Direvisi)Hardika SambilangNoch keine Bewertungen
- Esquema Elétrico NGD 9.3Dokument2 SeitenEsquema Elétrico NGD 9.3LuisCarlosKovalchuk100% (1)
- HiraDokument30 SeitenHiravijay kumar singhNoch keine Bewertungen
- Cbse PMT 2012Dokument33 SeitenCbse PMT 2012Vishal RamakrishnanNoch keine Bewertungen
- Determination of The Solubility Product Constant of Silver AcetateDokument8 SeitenDetermination of The Solubility Product Constant of Silver AcetateSara Al AzemNoch keine Bewertungen
- Stair Cases DesignDokument19 SeitenStair Cases DesignWrishad Zia93% (14)
- Ofdma: LTE Air Interface CourseDokument63 SeitenOfdma: LTE Air Interface CourseAkhtar KhanNoch keine Bewertungen
- Softening N Penetration Test BitumenDokument11 SeitenSoftening N Penetration Test BitumenEdwin LeonNoch keine Bewertungen
- 2019 All PDFDokument27 Seiten2019 All PDFvishesh bhatiaNoch keine Bewertungen
- Trial Manufacture of A Fluid-Type Static Induction TransistorDokument4 SeitenTrial Manufacture of A Fluid-Type Static Induction TransistorStanley ClermontNoch keine Bewertungen
- Gordon NovelDokument50 SeitenGordon NovelNic Hotep100% (2)
- Jamesbury Polymer and Elastomer Selection GuideDokument20 SeitenJamesbury Polymer and Elastomer Selection Guidesheldon1jay100% (1)
- AB-522 Standard Pneumatic Test Procedure RequirementsDokument16 SeitenAB-522 Standard Pneumatic Test Procedure RequirementsShank HackerNoch keine Bewertungen
- Project AgreementDokument6 SeitenProject AgreementRowin DizonNoch keine Bewertungen
- Chapter 19A ConcreteDokument10 SeitenChapter 19A ConcreteMofasa ENoch keine Bewertungen
- ENOVIA V6 Product PortfolioDokument32 SeitenENOVIA V6 Product PortfolioARUN PATILNoch keine Bewertungen
- ElectronicsDokument3 SeitenElectronicsashishkumar218Noch keine Bewertungen
- Tutorial - 05 - Excavation Settle 3DDokument13 SeitenTutorial - 05 - Excavation Settle 3DAlejandro Camargo SanabriaNoch keine Bewertungen
- Module002 LaboratoryExercise002Dokument2 SeitenModule002 LaboratoryExercise002Joaquin SmithNoch keine Bewertungen
- PORTFOLIO: OFFICE WORK (20/06/2022-20/12/2022) Harleen KlairDokument34 SeitenPORTFOLIO: OFFICE WORK (20/06/2022-20/12/2022) Harleen KlairHarleen KlairNoch keine Bewertungen
- Supplier GPO Q TM 0001 02 SPDCR TemplateDokument6 SeitenSupplier GPO Q TM 0001 02 SPDCR TemplateMahe RonaldoNoch keine Bewertungen
- Coastal DefenceDokument112 SeitenCoastal DefenceMorvin BudhanNoch keine Bewertungen
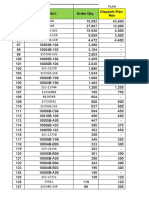
- Order Qty Vs Dispatch Plan - 04 11 20Dokument13 SeitenOrder Qty Vs Dispatch Plan - 04 11 20NPD1 JAKAPNoch keine Bewertungen
- Hero Found: The Greatest POW Escape of the Vietnam WarVon EverandHero Found: The Greatest POW Escape of the Vietnam WarBewertung: 4 von 5 Sternen4/5 (19)
- The End of Craving: Recovering the Lost Wisdom of Eating WellVon EverandThe End of Craving: Recovering the Lost Wisdom of Eating WellBewertung: 4.5 von 5 Sternen4.5/5 (82)
- Sully: The Untold Story Behind the Miracle on the HudsonVon EverandSully: The Untold Story Behind the Miracle on the HudsonBewertung: 4 von 5 Sternen4/5 (103)
- The Technology Trap: Capital, Labor, and Power in the Age of AutomationVon EverandThe Technology Trap: Capital, Labor, and Power in the Age of AutomationBewertung: 4.5 von 5 Sternen4.5/5 (46)
- Highest Duty: My Search for What Really MattersVon EverandHighest Duty: My Search for What Really MattersNoch keine Bewertungen
- The Fabric of Civilization: How Textiles Made the WorldVon EverandThe Fabric of Civilization: How Textiles Made the WorldBewertung: 4.5 von 5 Sternen4.5/5 (58)
- The Beekeeper's Lament: How One Man and Half a Billion Honey Bees Help Feed AmericaVon EverandThe Beekeeper's Lament: How One Man and Half a Billion Honey Bees Help Feed AmericaNoch keine Bewertungen
- The Future of Geography: How the Competition in Space Will Change Our WorldVon EverandThe Future of Geography: How the Competition in Space Will Change Our WorldBewertung: 4 von 5 Sternen4/5 (6)
- The Intel Trinity: How Robert Noyce, Gordon Moore, and Andy Grove Built the World's Most Important CompanyVon EverandThe Intel Trinity: How Robert Noyce, Gordon Moore, and Andy Grove Built the World's Most Important CompanyNoch keine Bewertungen
- Fire on the Horizon: The Untold Story of the Gulf Oil DisasterVon EverandFire on the Horizon: The Untold Story of the Gulf Oil DisasterNoch keine Bewertungen
- Pale Blue Dot: A Vision of the Human Future in SpaceVon EverandPale Blue Dot: A Vision of the Human Future in SpaceBewertung: 4.5 von 5 Sternen4.5/5 (588)
- Permaculture for the Rest of Us: Abundant Living on Less than an AcreVon EverandPermaculture for the Rest of Us: Abundant Living on Less than an AcreBewertung: 4.5 von 5 Sternen4.5/5 (33)
- System Error: Where Big Tech Went Wrong and How We Can RebootVon EverandSystem Error: Where Big Tech Went Wrong and How We Can RebootNoch keine Bewertungen
- ChatGPT Money Machine 2024 - The Ultimate Chatbot Cheat Sheet to Go From Clueless Noob to Prompt Prodigy Fast! Complete AI Beginner’s Course to Catch the GPT Gold Rush Before It Leaves You BehindVon EverandChatGPT Money Machine 2024 - The Ultimate Chatbot Cheat Sheet to Go From Clueless Noob to Prompt Prodigy Fast! Complete AI Beginner’s Course to Catch the GPT Gold Rush Before It Leaves You BehindNoch keine Bewertungen
- How to Build a Car: The Autobiography of the World’s Greatest Formula 1 DesignerVon EverandHow to Build a Car: The Autobiography of the World’s Greatest Formula 1 DesignerBewertung: 4.5 von 5 Sternen4.5/5 (54)
- Four Battlegrounds: Power in the Age of Artificial IntelligenceVon EverandFour Battlegrounds: Power in the Age of Artificial IntelligenceBewertung: 5 von 5 Sternen5/5 (5)
- The Manager's Path: A Guide for Tech Leaders Navigating Growth and ChangeVon EverandThe Manager's Path: A Guide for Tech Leaders Navigating Growth and ChangeBewertung: 4.5 von 5 Sternen4.5/5 (99)
- Faster: How a Jewish Driver, an American Heiress, and a Legendary Car Beat Hitler's BestVon EverandFaster: How a Jewish Driver, an American Heiress, and a Legendary Car Beat Hitler's BestBewertung: 4 von 5 Sternen4/5 (28)
- How to Build a Car: The Autobiography of the World’s Greatest Formula 1 DesignerVon EverandHow to Build a Car: The Autobiography of the World’s Greatest Formula 1 DesignerBewertung: 4.5 von 5 Sternen4.5/5 (122)
- Reality+: Virtual Worlds and the Problems of PhilosophyVon EverandReality+: Virtual Worlds and the Problems of PhilosophyBewertung: 4 von 5 Sternen4/5 (24)
- The Things We Make: The Unknown History of Invention from Cathedrals to Soda Cans (Father's Day Gift for Science and Engineering Curious Dads)Von EverandThe Things We Make: The Unknown History of Invention from Cathedrals to Soda Cans (Father's Day Gift for Science and Engineering Curious Dads)Noch keine Bewertungen
- Restoration Agriculture: Real-World Permaculture for FarmersVon EverandRestoration Agriculture: Real-World Permaculture for FarmersBewertung: 4.5 von 5 Sternen4.5/5 (86)
- Dirt to Soil: One Family’s Journey into Regenerative AgricultureVon EverandDirt to Soil: One Family’s Journey into Regenerative AgricultureBewertung: 5 von 5 Sternen5/5 (125)
- A Place of My Own: The Architecture of DaydreamsVon EverandA Place of My Own: The Architecture of DaydreamsBewertung: 4 von 5 Sternen4/5 (242)
- Transformed: Moving to the Product Operating ModelVon EverandTransformed: Moving to the Product Operating ModelBewertung: 4 von 5 Sternen4/5 (1)
- Mini Farming: Self-Sufficiency on 1/4 AcreVon EverandMini Farming: Self-Sufficiency on 1/4 AcreBewertung: 4 von 5 Sternen4/5 (76)