Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (890)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Testing Staircase PressurizationDokument5 SeitenTesting Staircase Pressurizationthanhlamndl100% (1)
- Document E202 - 2008: Building Information Modeling Protocol ExhibitDokument9 SeitenDocument E202 - 2008: Building Information Modeling Protocol ExhibitAndres Cedeno TutivenNoch keine Bewertungen
- Ecco ADokument5 SeitenEcco Aouzun852Noch keine Bewertungen
- AmWash G3-G4 Pre FilterDokument2 SeitenAmWash G3-G4 Pre Filteralone160162l100% (2)
- How To Calculated Humidification Loads at HTTPDokument1 SeiteHow To Calculated Humidification Loads at HTTPalone160162lNoch keine Bewertungen
- AstroCel® I H13,14 HEPA Filter CathalogueDokument1 SeiteAstroCel® I H13,14 HEPA Filter Cathaloguealone160162lNoch keine Bewertungen
- VariCel® II MMH M6-F9 Medium Filter Data With Resistence Velocity ChartDokument1 SeiteVariCel® II MMH M6-F9 Medium Filter Data With Resistence Velocity Chartalone160162lNoch keine Bewertungen
- DANFOSS VSD Inverter Connection Diagram LMCP-LR-23 To Control Chiller PumpDokument1 SeiteDANFOSS VSD Inverter Connection Diagram LMCP-LR-23 To Control Chiller Pumpalone160162lNoch keine Bewertungen
- Evaporat Ive Cooling DesignDokument45 SeitenEvaporat Ive Cooling DesignAbubakkar SiddiqNoch keine Bewertungen
- Digital HourMeter and Counter Z2221N0G2FT00Dokument6 SeitenDigital HourMeter and Counter Z2221N0G2FT00alone160162lNoch keine Bewertungen
- State point & process report cooling coil analysisDokument1 SeiteState point & process report cooling coil analysisalone160162lNoch keine Bewertungen
- Monitoring Devices Mg21dfDokument5 SeitenMonitoring Devices Mg21dfalone160162lNoch keine Bewertungen
- Non-Residential Evaporative Air Cooling Systems From AIRAH-BPGDokument19 SeitenNon-Residential Evaporative Air Cooling Systems From AIRAH-BPGalone160162lNoch keine Bewertungen
- Evaporative Cooling Scientific FactsDokument3 SeitenEvaporative Cooling Scientific FactshemantNoch keine Bewertungen
- TA Handbook 1 EngDokument56 SeitenTA Handbook 1 EngEvrard-Guespin Pauline100% (1)
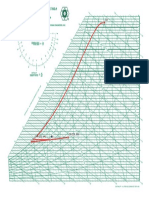
- Ashrae ChartDokument1 SeiteAshrae Chartalone160162lNoch keine Bewertungen
- Evaporative Cooling WebDokument4 SeitenEvaporative Cooling WebFikri Sarwo Gps0% (1)
- Evaporative Cooling System Design and OperationDokument56 SeitenEvaporative Cooling System Design and Operationjacques-267972Noch keine Bewertungen
- Residential Evaporative Air Cooling Systems - Airah PDFDokument3 SeitenResidential Evaporative Air Cooling Systems - Airah PDFalone160162lNoch keine Bewertungen
- Code of Practice On Sewerage and Sanitary WorksDokument56 SeitenCode of Practice On Sewerage and Sanitary Worksexlife86100% (2)
- Selecting An HVAC Pump at HttpsDokument3 SeitenSelecting An HVAC Pump at Httpsalone160162lNoch keine Bewertungen
- Smoke Control System CalcDokument14 SeitenSmoke Control System Calckumar123rajuNoch keine Bewertungen
- Room Pressure Build-UpDokument4 SeitenRoom Pressure Build-Upalone160162lNoch keine Bewertungen
- Đo Kiển Định Quạt AMCA - 230Dokument22 SeitenĐo Kiển Định Quạt AMCA - 230alone160162lNoch keine Bewertungen
- TA Handbook 1 EngDokument56 SeitenTA Handbook 1 EngEvrard-Guespin Pauline100% (1)
- Copper Pipe Leak Test and VacuumDokument2 SeitenCopper Pipe Leak Test and Vacuumalone160162l100% (1)
- Broadcasting Studio Station DesignDokument4 SeitenBroadcasting Studio Station Designalone160162lNoch keine Bewertungen
- Cooling Moist Air - Sensible CoolingDokument4 SeitenCooling Moist Air - Sensible CoolinglocbaonguyenNoch keine Bewertungen
- Design Concepts in Air Management Systems at HttpsDokument13 SeitenDesign Concepts in Air Management Systems at Httpsalone160162lNoch keine Bewertungen
- Economizer and Mixed AirDokument23 SeitenEconomizer and Mixed AirAnonymous BJ9omONoch keine Bewertungen
- Group Air DistributionDokument21 SeitenGroup Air Distributionalone160162lNoch keine Bewertungen
- Book 3: The SiphonophoresDokument29 SeitenBook 3: The SiphonophoresRaquel SilvaNoch keine Bewertungen
- RDSCM HowTo GuideDokument17 SeitenRDSCM HowTo GuideEric LandryNoch keine Bewertungen
- Comparisonofweldingeconomy Kehlnaht 12551752Dokument10 SeitenComparisonofweldingeconomy Kehlnaht 12551752Asebaho BadrNoch keine Bewertungen
- ProjectDokument5 SeitenProjectMahi MalikNoch keine Bewertungen
- Hegemonic Masculinity As A Historical Problem: Ben GriffinDokument24 SeitenHegemonic Masculinity As A Historical Problem: Ben GriffinBolso GatoNoch keine Bewertungen
- Communication Systems Engineering John G Proakis Masoud Salehi PDFDokument2 SeitenCommunication Systems Engineering John G Proakis Masoud Salehi PDFKatie0% (2)
- HydrodynamicsDokument122 SeitenHydrodynamicsIustin Cristian100% (2)
- Template Project Overview StatementDokument4 SeitenTemplate Project Overview StatementArdan ArasNoch keine Bewertungen
- The Housekeeping Department: Learning Activity #1Dokument4 SeitenThe Housekeeping Department: Learning Activity #1Limar Geoff G. RosalesNoch keine Bewertungen
- Power and Energy Meters: Model No. Remarks Sl. WH WH W Va Var 1. ET3021 ET4021Dokument1 SeitePower and Energy Meters: Model No. Remarks Sl. WH WH W Va Var 1. ET3021 ET4021Ram KumarNoch keine Bewertungen
- 8279Dokument32 Seiten8279Kavitha SubramaniamNoch keine Bewertungen
- H07RN-F, Enhanced Version: Product InformationDokument5 SeitenH07RN-F, Enhanced Version: Product InformationDarwin YupaNoch keine Bewertungen
- Positive Leadership and Adding Value - A Lifelong Journey: June 2017Dokument7 SeitenPositive Leadership and Adding Value - A Lifelong Journey: June 2017CescSalinasNoch keine Bewertungen
- Vehicle and Driver Vibration - PPTDokument16 SeitenVehicle and Driver Vibration - PPTAnirban MitraNoch keine Bewertungen
- JURNAL PENCONG IJAS FixDokument12 SeitenJURNAL PENCONG IJAS Fixmasri ridwanNoch keine Bewertungen
- Beamware 2: Users ManualDokument14 SeitenBeamware 2: Users ManualAdi FaizinNoch keine Bewertungen
- DHP UM 015 IHP24 HART User ManualDokument70 SeitenDHP UM 015 IHP24 HART User Manualkumar ambujNoch keine Bewertungen
- Book 3 - Revised 2017-2Dokument41 SeitenBook 3 - Revised 2017-2sales zfNoch keine Bewertungen
- Adjustment: - Electronic Modulated Air SuspensionDokument2 SeitenAdjustment: - Electronic Modulated Air SuspensionThar KyiNoch keine Bewertungen
- Energy Conservation Opportunities Sugar Industry IDokument8 SeitenEnergy Conservation Opportunities Sugar Industry INikhil MohiteNoch keine Bewertungen
- WHLP in Reading and Writing Week 8Dokument4 SeitenWHLP in Reading and Writing Week 8Manuel Despabiladeras0% (2)
- PowerFlex 4M LabDokument22 SeitenPowerFlex 4M Labmaria laura delgado morenoNoch keine Bewertungen
- Writing and Reporting For The Media Workbook 12Th Edition Full ChapterDokument32 SeitenWriting and Reporting For The Media Workbook 12Th Edition Full Chapterdorothy.todd224100% (23)
- Let's Mingle Chat Invite ExamplesDokument22 SeitenLet's Mingle Chat Invite ExamplesCarmen BalbuenaNoch keine Bewertungen
- This Study Resource Was: Practice Questions and Answers Inventory Management: EOQ ModelDokument7 SeitenThis Study Resource Was: Practice Questions and Answers Inventory Management: EOQ Modelwasif ahmedNoch keine Bewertungen
- Stress Amongst Healthcare Professionals and Migrant Workers During Covid-19 PandemicDokument6 SeitenStress Amongst Healthcare Professionals and Migrant Workers During Covid-19 PandemicIJAR JOURNALNoch keine Bewertungen
- Materials Selection For Engineering DesignDokument31 SeitenMaterials Selection For Engineering Designsyamsudin2006Noch keine Bewertungen
- t640 - Parts CatalogDokument69 Seitent640 - Parts CatalogSattittecInfomáticaNoch keine Bewertungen