Das könnte Ihnen auch gefallen
- The New ISO IEC 17025 2017Dokument9 SeitenThe New ISO IEC 17025 2017Saraswanto33% (3)
- Portable Hardness Testing by The Ultrasonic Contact Impedance MethodDokument8 SeitenPortable Hardness Testing by The Ultrasonic Contact Impedance MethodDarwin DarmawanNoch keine Bewertungen
- CA6NMDokument2 SeitenCA6NMjoene3Noch keine Bewertungen
- Astm e 2218 - 02Dokument15 SeitenAstm e 2218 - 02Jaime Rafael Patron PrioloNoch keine Bewertungen
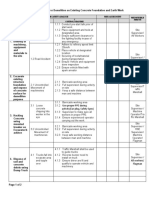
- ULSADO-JSA-Demolation Existing Concrete FoundationDokument2 SeitenULSADO-JSA-Demolation Existing Concrete FoundationKelvin Tan75% (4)
- Astm E1820Dokument48 SeitenAstm E1820dddNoch keine Bewertungen
- Global Rail Wheel Market 2017 by Global Growth, Share, Trends, Demand and Analysis Report Forecasts To 2022: Global QYResearchDokument10 SeitenGlobal Rail Wheel Market 2017 by Global Growth, Share, Trends, Demand and Analysis Report Forecasts To 2022: Global QYResearchSaurabhNoch keine Bewertungen
- ISO 898-6-1994, OCR Mechanical Properties of Fasteners-2nd EdDokument12 SeitenISO 898-6-1994, OCR Mechanical Properties of Fasteners-2nd EdRenatoGolinNoch keine Bewertungen
- The Fundamentals of Coating Thickness MeasurementDokument3 SeitenThe Fundamentals of Coating Thickness MeasurementTeoTyJayNoch keine Bewertungen
- A 829Dokument4 SeitenA 829Gustavo SuarezNoch keine Bewertungen
- Centrifugal Aftermarket Solutions BrochureDokument8 SeitenCentrifugal Aftermarket Solutions BrochureJose Renato MendesNoch keine Bewertungen
- Astm e 10Dokument9 SeitenAstm e 10Telmo VianaNoch keine Bewertungen
- Iso 17025 Brochure en FinalDokument8 SeitenIso 17025 Brochure en FinalINSTECH PremierNoch keine Bewertungen
- Cast Carbon Steels in AWS D1.1 PDFDokument3 SeitenCast Carbon Steels in AWS D1.1 PDFIndra NainggolanNoch keine Bewertungen
- Apelco Fishfinder 365Dokument83 SeitenApelco Fishfinder 365Ivan Campione100% (1)
- ASTM E23-12c PDFDokument25 SeitenASTM E23-12c PDFSantiago Oliva100% (2)
- AVESTA How To Weld Duplex SteelDokument20 SeitenAVESTA How To Weld Duplex SteelGMacella100% (1)
- FUJI FRONTIER 340E - PartslistDokument172 SeitenFUJI FRONTIER 340E - Partslistvitprint22Noch keine Bewertungen
- A 247 - 17 PDFDokument13 SeitenA 247 - 17 PDFأسامة وحيد الدين رمضانNoch keine Bewertungen
- Aqap2120 Ed 1 PDFDokument18 SeitenAqap2120 Ed 1 PDFmaccione4311Noch keine Bewertungen
- Eurolab Handbook Iso Iec 17025 2017Dokument32 SeitenEurolab Handbook Iso Iec 17025 2017Ali ZafarNoch keine Bewertungen
- Guide For AWS D1.1 2020 Visual Weld Inspection 1Dokument6 SeitenGuide For AWS D1.1 2020 Visual Weld Inspection 1Nima SharifiNoch keine Bewertungen
- De ShawDokument10 SeitenDe ShawNishant GuptaNoch keine Bewertungen
- ASTM E139-00 Standard Test Methods For Conducting Creep, Creep-Rupture, and Stress-Rupture Tests of Metallic MaterialsDokument12 SeitenASTM E139-00 Standard Test Methods For Conducting Creep, Creep-Rupture, and Stress-Rupture Tests of Metallic Materialsnelson9746Noch keine Bewertungen
- Article 312 Inspection and Repair of Shell and Tube Heat ExchangersDokument12 SeitenArticle 312 Inspection and Repair of Shell and Tube Heat ExchangersasifNoch keine Bewertungen
- Hardness Test of WeldsDokument4 SeitenHardness Test of Weldsjose_sebastian_2Noch keine Bewertungen
- Mosquito RepellentDokument6 SeitenMosquito RepellentJai MurugeshNoch keine Bewertungen
- Microstructural Changes in Austenitic Stainless Steels During Long Term Aging. Minami1986 PDFDokument12 SeitenMicrostructural Changes in Austenitic Stainless Steels During Long Term Aging. Minami1986 PDFAndrea CalderaNoch keine Bewertungen
- Chapter 6-Agitated LiquidDokument48 SeitenChapter 6-Agitated LiquidAhmad SiddiqNoch keine Bewertungen
- AESW011Dokument50 SeitenAESW011Arputharaj Maria LouisNoch keine Bewertungen
- Iiw 1693 05Dokument19 SeitenIiw 1693 05Pradip Goswami100% (1)
- Determining Decarburization and Carburization in Hardened and Tempered Threaded Steel Bolts, Screws and StudsDokument4 SeitenDetermining Decarburization and Carburization in Hardened and Tempered Threaded Steel Bolts, Screws and StudscristianNoch keine Bewertungen
- Austenitic Ductile Iron Castings: Standard Specification ForDokument7 SeitenAustenitic Ductile Iron Castings: Standard Specification Forist93993Noch keine Bewertungen
- Komatsu SAA6D114E-3D Engine ManualDokument634 SeitenKomatsu SAA6D114E-3D Engine ManualLuzioNetoNoch keine Bewertungen
- ICHAZ Microstructure Impacts HSLA Steel ToughnessDokument10 SeitenICHAZ Microstructure Impacts HSLA Steel ToughnessFilipe RenanNoch keine Bewertungen
- TGN PE 01 Hardness Testing of WeldsDokument7 SeitenTGN PE 01 Hardness Testing of WeldsadelNoch keine Bewertungen
- Astm A 799 PDFDokument4 SeitenAstm A 799 PDFOkinawa TeakNoch keine Bewertungen
- ASTM E436 Drop-Weight Tear Tests of Ferritic SteelsDokument5 SeitenASTM E436 Drop-Weight Tear Tests of Ferritic SteelsledaswanNoch keine Bewertungen
- Influence of Aging Treatment On Mechanical Properties of 6061 AlumDokument4 SeitenInfluence of Aging Treatment On Mechanical Properties of 6061 AlumMohamed NasrNoch keine Bewertungen
- EGW Welding Wire Guide for 490MPa SteelDokument2 SeitenEGW Welding Wire Guide for 490MPa SteelpratishgnairNoch keine Bewertungen
- ISO - IEC 17025 - 2017 - en - Changes PDFDokument2 SeitenISO - IEC 17025 - 2017 - en - Changes PDFTeoTyJayNoch keine Bewertungen
- Phase Transformation in Metals: Dr. Aneela WakeelDokument29 SeitenPhase Transformation in Metals: Dr. Aneela WakeelmazharNoch keine Bewertungen
- Reducing The Risk of High Temperature Hydrogen Attack (HTHA) FailuresDokument5 SeitenReducing The Risk of High Temperature Hydrogen Attack (HTHA) FailuresAgustin Fabian HaddadNoch keine Bewertungen
- InTech-Automatic Optical Inspection of SolderingDokument56 SeitenInTech-Automatic Optical Inspection of SolderingTeoTyJayNoch keine Bewertungen
- Case Study on Sulfide Stress Corrosion Cracking of an A216-WCC Wellhead Flow Control Valve BodyDokument12 SeitenCase Study on Sulfide Stress Corrosion Cracking of an A216-WCC Wellhead Flow Control Valve Bodypinkan25Noch keine Bewertungen
- Method Statement For In-Situ Metallography Test: DCSM Project 2019Dokument5 SeitenMethod Statement For In-Situ Metallography Test: DCSM Project 2019Thinh NguyenNoch keine Bewertungen
- New Method and Standards for Measuring Ferrite in Austenitic Stainless Steel WeldsDokument6 SeitenNew Method and Standards for Measuring Ferrite in Austenitic Stainless Steel WeldslkarolinoNoch keine Bewertungen
- Etching Stainless Steels For Delta Ferrite PDFDokument2 SeitenEtching Stainless Steels For Delta Ferrite PDFAPINoch keine Bewertungen
- Astm B688 (1996)Dokument6 SeitenAstm B688 (1996)ElmerNoch keine Bewertungen
- Effect of Heat Input On Microstructure of Weld by Using 308L As Filler Metal and 304L As Base MetalDokument8 SeitenEffect of Heat Input On Microstructure of Weld by Using 308L As Filler Metal and 304L As Base Metalshrikant tambeNoch keine Bewertungen
- G 129 - 00 (2013)Dokument7 SeitenG 129 - 00 (2013)Pavan KumarNoch keine Bewertungen
- Exam Replica Version 2Dokument14 SeitenExam Replica Version 2Owais MalikNoch keine Bewertungen
- Grain Size Measurement According to ASTM StandardsDokument12 SeitenGrain Size Measurement According to ASTM StandardsIPNoch keine Bewertungen
- ASTM E 1245 - 03 (Reapproved 2008)Dokument8 SeitenASTM E 1245 - 03 (Reapproved 2008)Ali Saleh Saad AL-isawiNoch keine Bewertungen
- ASTM E2884 13e1Dokument7 SeitenASTM E2884 13e1tkNoch keine Bewertungen
- Precipitation Hardening in Metals ExplainedDokument7 SeitenPrecipitation Hardening in Metals ExplainedSouryatanu SahaNoch keine Bewertungen
- ASTM E384-Standard Test Method For Microindentation Hardness of MaterialsDokument40 SeitenASTM E384-Standard Test Method For Microindentation Hardness of MaterialsNestor Leonardo Ayasta LevanoNoch keine Bewertungen
- Lecture 7 Intergranular CorrosionDokument18 SeitenLecture 7 Intergranular Corrosionprakush01975225403Noch keine Bewertungen
- Astm E2818-11 PDFDokument4 SeitenAstm E2818-11 PDFJhonatan CalloapazaNoch keine Bewertungen
- Temper Embrittlement - J and X FactorDokument2 SeitenTemper Embrittlement - J and X Factorgovimano100% (2)
- Metallography in Life AssessmentDokument14 SeitenMetallography in Life AssessmentluisNoch keine Bewertungen
- As 1817.1-2003 Metallic Materials - Vickers Hardness Test Test Methods (ISO 6507-1-1997 MOD)Dokument4 SeitenAs 1817.1-2003 Metallic Materials - Vickers Hardness Test Test Methods (ISO 6507-1-1997 MOD)SAI Global - APACNoch keine Bewertungen
- 625 CRO - SAW Study - Final Report PDFDokument21 Seiten625 CRO - SAW Study - Final Report PDFAnouar AbdelmoulaNoch keine Bewertungen
- ASTM B705 (Nickel Alloy Welded Pipe)Dokument2 SeitenASTM B705 (Nickel Alloy Welded Pipe)Demas Bayu100% (1)
- E45Dokument19 SeitenE45Wendy GarciaNoch keine Bewertungen
- Astm E10Dokument33 SeitenAstm E10Poedyaji MawardiNoch keine Bewertungen
- C 297 - C 297M - 04 - Qzi5ny9dmjk3tq - PDFDokument6 SeitenC 297 - C 297M - 04 - Qzi5ny9dmjk3tq - PDFAnil100% (1)
- SPECIFICATION FOR SOLID SURFACING WELDING RODSDokument23 SeitenSPECIFICATION FOR SOLID SURFACING WELDING RODSDmitriyNoch keine Bewertungen
- Astm G58.25944Dokument8 SeitenAstm G58.25944Bryan de BarrosNoch keine Bewertungen
- Astm E446 - 10Dokument4 SeitenAstm E446 - 10laythNoch keine Bewertungen
- Astm 2016 A247 - 859Dokument13 SeitenAstm 2016 A247 - 859luis_f1l1Noch keine Bewertungen
- Industrial radiography A Complete Guide - 2019 EditionVon EverandIndustrial radiography A Complete Guide - 2019 EditionNoch keine Bewertungen
- Shallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceVon EverandShallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceNoch keine Bewertungen
- Laser Beam Welding of Quenched and Tempered Astm A 517 GR.B SteelDokument7 SeitenLaser Beam Welding of Quenched and Tempered Astm A 517 GR.B SteelbiancogallazziNoch keine Bewertungen
- The Efffect of Post-Weld Heat Treatment On Properties of Low-Alloyed Crmonb Steel After Submerged WeldingDokument8 SeitenThe Efffect of Post-Weld Heat Treatment On Properties of Low-Alloyed Crmonb Steel After Submerged WeldingMenad SalahNoch keine Bewertungen
- Steel PropertiesDokument4 SeitenSteel Propertiesyenimaar100% (2)
- Excel Export ENDokument34 SeitenExcel Export ENTeoTyJayNoch keine Bewertungen
- Pressure Measurement Technology From HBM - 3914Dokument8 SeitenPressure Measurement Technology From HBM - 3914TeoTyJayNoch keine Bewertungen
- Background Participants Conclusion Results: Title of Chart, Graphic, or Text HereDokument1 SeiteBackground Participants Conclusion Results: Title of Chart, Graphic, or Text HereTeoTyJayNoch keine Bewertungen
- Tut - 12648 - Static and Fatigue Structural Test TutorialDokument5 SeitenTut - 12648 - Static and Fatigue Structural Test TutorialTeoTyJayNoch keine Bewertungen
- How the Method of Determining Young's Modulus Impacts Fatigue Life EstimatesDokument15 SeitenHow the Method of Determining Young's Modulus Impacts Fatigue Life EstimatesTeoTyJayNoch keine Bewertungen
- Standard Incercari MecaniceDokument35 SeitenStandard Incercari Mecanicenicolicescu_claudiu5152Noch keine Bewertungen
- The Determination of Uncertainties in Charpy Impact TestingDokument19 SeitenThe Determination of Uncertainties in Charpy Impact TestingAfriandiBayuNoch keine Bewertungen
- Bacteria Vert 36x48Dokument1 SeiteBacteria Vert 36x48TeoTyJayNoch keine Bewertungen
- Iso17025 2017eDokument25 SeitenIso17025 2017eGábor KárpátiNoch keine Bewertungen
- D45 1195 - C - EN - Thickness & CompressibilityDokument4 SeitenD45 1195 - C - EN - Thickness & CompressibilityTeoTyJayNoch keine Bewertungen
- 9.02132-01 enDokument7 Seiten9.02132-01 enTeoTyJay100% (2)
- D51 3022 - B - EN - Peeling 90 - Interior Trim MaterialsDokument10 SeitenD51 3022 - B - EN - Peeling 90 - Interior Trim MaterialsTeoTyJayNoch keine Bewertungen
- D41 1126 - D - EN - Tearing - Plastic & Carpets & LeatherDokument10 SeitenD41 1126 - D - EN - Tearing - Plastic & Carpets & LeatherTeoTyJayNoch keine Bewertungen
- D45 1291 - F - EN - Shore A or DDokument5 SeitenD45 1291 - F - EN - Shore A or DTeoTyJayNoch keine Bewertungen
- D41 1540 - E - EN - Permanent Set at Constant DeformationDokument8 SeitenD41 1540 - E - EN - Permanent Set at Constant DeformationTeoTyJayNoch keine Bewertungen
- Manufacturing Technology of Composite MaterialsDokument20 SeitenManufacturing Technology of Composite MaterialsTeoTyJayNoch keine Bewertungen
- Conversii Duritate PDFDokument1 SeiteConversii Duritate PDFGhita-Mehedintu GheorgheNoch keine Bewertungen
- D51 1485 - G - EN - Peeling 90 AdhesiveDokument13 SeitenD51 1485 - G - EN - Peeling 90 AdhesiveTeoTyJayNoch keine Bewertungen
- D41 1029 - D - EN - Tensile Strength - Textile & LeatherDokument6 SeitenD41 1029 - D - EN - Tensile Strength - Textile & LeatherTeoTyJayNoch keine Bewertungen
- Processing Techniques of Polimeric Composite MaterialsDokument7 SeitenProcessing Techniques of Polimeric Composite MaterialsTeoTyJay100% (1)
- D41 1003 - C - EN - Compressive Strength - Flexible AlveolatDokument9 SeitenD41 1003 - C - EN - Compressive Strength - Flexible AlveolatTeoTyJayNoch keine Bewertungen
- Charpy Test - Determination of Impact Energy Using The Charpy TestDokument3 SeitenCharpy Test - Determination of Impact Energy Using The Charpy TestTeoTyJayNoch keine Bewertungen
- Materials System SpecificationDokument8 SeitenMaterials System Specificationnadeem shaikhNoch keine Bewertungen
- Ce1a3q E1a3qDokument5 SeitenCe1a3q E1a3qapi-239041842Noch keine Bewertungen
- The Forbidden Gate: Dave MorrisDokument79 SeitenThe Forbidden Gate: Dave MorrisLopinNoch keine Bewertungen
- ION Enterprise 6.0 System RequirementsDokument2 SeitenION Enterprise 6.0 System RequirementsAlberto SalazarNoch keine Bewertungen
- Payumka PhulharuDokument65 SeitenPayumka PhulharuKedar Sunuwar 'sangket'Noch keine Bewertungen
- Profile Correction of A Helical Gear Shaping CutterDokument11 SeitenProfile Correction of A Helical Gear Shaping Cutterdanielk32Noch keine Bewertungen
- Instruction Manual Manuel D'Instruction Manual de InstruccionesDokument136 SeitenInstruction Manual Manuel D'Instruction Manual de InstruccionesPrabish KumarNoch keine Bewertungen
- Slump and Compacting Factor Test Values and Uses in Concrete WorkabilityDokument2 SeitenSlump and Compacting Factor Test Values and Uses in Concrete WorkabilityNick GeneseNoch keine Bewertungen
- MESL - Differential Equation 2Dokument9 SeitenMESL - Differential Equation 2Mark-Lorie Duculan NonesNoch keine Bewertungen
- Defense Acquisition GuidebookDokument927 SeitenDefense Acquisition GuidebookJudkerrNoch keine Bewertungen
- Geotech Final ReportDokument38 SeitenGeotech Final Reportapi-320590292Noch keine Bewertungen
- Numerical SolutionDokument7 SeitenNumerical SolutionemebusamuelNoch keine Bewertungen
- A Triangle Area Based Nearest Neighbors Approach To Intrusion DetectionDokument8 SeitenA Triangle Area Based Nearest Neighbors Approach To Intrusion DetectionHomeed AlzhraniNoch keine Bewertungen
- UNIT 1 PPT Satellite CommunicationDokument34 SeitenUNIT 1 PPT Satellite Communicationselvi100% (1)
- TAICDokument8 SeitenTAICparthNoch keine Bewertungen
- Damping FactorDokument2 SeitenDamping FactorAngel Morales MartínezNoch keine Bewertungen
- Migrating Discoverer To Obie e Lessons LearnedDokument27 SeitenMigrating Discoverer To Obie e Lessons LearnedJitendra KumarNoch keine Bewertungen
- Barco RLM g5 PDFDokument114 SeitenBarco RLM g5 PDFRainer AdelsbergerNoch keine Bewertungen
- Bulb Flat Sizes, Dimensions and Weight - Steel Bulb Flats - Weight Table - Rushmore Enterprises IncDokument3 SeitenBulb Flat Sizes, Dimensions and Weight - Steel Bulb Flats - Weight Table - Rushmore Enterprises IncHerlambang Miracle YudhianNoch keine Bewertungen
- Manaul de Partes Bws 1 YmDokument53 SeitenManaul de Partes Bws 1 YmRobinson GuanemeNoch keine Bewertungen