Das könnte Ihnen auch gefallen
- Textile Finishing: Recent Developments and Future TrendsVon EverandTextile Finishing: Recent Developments and Future TrendsNoch keine Bewertungen
- Breathable GarmentsDokument7 SeitenBreathable Garmentsmarikaki12Noch keine Bewertungen
- Chapter 20Dokument19 SeitenChapter 20Shujaat Hussain KharmangiNoch keine Bewertungen
- Sustainable Innovations in Textile Chemical ProcessesVon EverandSustainable Innovations in Textile Chemical ProcessesNoch keine Bewertungen
- Ttrial/technical: A ReviewDokument20 SeitenTtrial/technical: A ReviewfernandoribeiromocNoch keine Bewertungen
- Spun LaceDokument18 SeitenSpun LaceJuan Ricardo RodriguezNoch keine Bewertungen
- An Innovative Process of Producing Garments With Functional and Fashion Aspects TTDokument9 SeitenAn Innovative Process of Producing Garments With Functional and Fashion Aspects TTMitesh ShahNoch keine Bewertungen
- Polyacrylamide Based Breathable Coating For Cotton Fabric: N S. S, M J A K. ADokument20 SeitenPolyacrylamide Based Breathable Coating For Cotton Fabric: N S. S, M J A K. AVinnawati SetiadiNoch keine Bewertungen
- Types of Waterproof Breathable Fabric:: 1. Densely Woven Fabrics 2. Membranes 3. CoatingsDokument5 SeitenTypes of Waterproof Breathable Fabric:: 1. Densely Woven Fabrics 2. Membranes 3. CoatingssubbirNoch keine Bewertungen
- Lecture 10Dokument52 SeitenLecture 10Kemal DemirNoch keine Bewertungen
- Definitions:: Fabric CoatingDokument3 SeitenDefinitions:: Fabric CoatingManoj KumarNoch keine Bewertungen
- Separation of Emulsions Using Fibrous Fabric: B.J. Briscoe, P.F. Luckham, J.N. Jayarajah, T. AkejuDokument14 SeitenSeparation of Emulsions Using Fibrous Fabric: B.J. Briscoe, P.F. Luckham, J.N. Jayarajah, T. AkejuAntonella EspinozaNoch keine Bewertungen
- Manufacturing of Polymer CompositesDokument17 SeitenManufacturing of Polymer CompositesMaya VargheseNoch keine Bewertungen
- Advancement in Textile FinishingDokument26 SeitenAdvancement in Textile FinishingAbhishek Roy100% (1)
- Geotextile PropertiesDokument7 SeitenGeotextile PropertiesfalganNoch keine Bewertungen
- Wet Laid ProcessDokument21 SeitenWet Laid ProcessRıdvan Çıngar100% (1)
- EffectofresinfinishDokument9 SeitenEffectofresinfinishAbhay SontakkeNoch keine Bewertungen
- Article On Water Rep Ellen CyDokument7 SeitenArticle On Water Rep Ellen CyVenu KavetiNoch keine Bewertungen
- CostingDokument25 SeitenCostingagga1111100% (1)
- Water Repellent FinishesDokument5 SeitenWater Repellent FinishesKevin MeonkNoch keine Bewertungen
- Spinning For NonwovensDokument11 SeitenSpinning For NonwovenskanonycoNoch keine Bewertungen
- MercerizationDokument7 SeitenMercerizationRahadian Noor MadanyNoch keine Bewertungen
- Repellent Finishes: Compiled by Tanveer AhmedDokument48 SeitenRepellent Finishes: Compiled by Tanveer AhmedJUAN SEBASTIAN BUSTOS GARNICANoch keine Bewertungen
- 10 5923 J Textile 20120105 02Dokument8 Seiten10 5923 J Textile 20120105 02Éder Cerqueira StefanonNoch keine Bewertungen
- Multi Component FabricsDokument25 SeitenMulti Component Fabricsjubair hosenNoch keine Bewertungen
- High Performance Fibers: (Study Guideline)Dokument103 SeitenHigh Performance Fibers: (Study Guideline)Zafar AzamNoch keine Bewertungen
- Durable Press FinishDokument5 SeitenDurable Press Finishmudra singhNoch keine Bewertungen
- Wash and Wear FinalDokument10 SeitenWash and Wear Finaltheriteshtiwari50% (2)
- Nonwovens HandoutsDokument9 SeitenNonwovens HandoutsTamer Farouk KhalifaNoch keine Bewertungen
- BindersDokument4 SeitenBindersSariyyaHeydarovaNoch keine Bewertungen
- Effect of Melt Jet Spinning Process On Poly (Lactic Acid) Disposable Nonwoven Fabric ProductionDokument7 SeitenEffect of Melt Jet Spinning Process On Poly (Lactic Acid) Disposable Nonwoven Fabric Productionkareem0109393Noch keine Bewertungen
- Spunlace (Hydroentanglement) : So Far, There Are Many Different Specific Terms For Like,, and orDokument7 SeitenSpunlace (Hydroentanglement) : So Far, There Are Many Different Specific Terms For Like,, and orrana sabyNoch keine Bewertungen
- Wet FinishingDokument3 SeitenWet FinishingIshant Kapoor100% (1)
- Fluorocarbon Finishiig: by Dr. Pintu Pandit Asst. Professor, NIFT PatnaDokument14 SeitenFluorocarbon Finishiig: by Dr. Pintu Pandit Asst. Professor, NIFT PatnaARYAN RATHORENoch keine Bewertungen
- Textile Fabric FinishingDokument2 SeitenTextile Fabric FinishingMohammed Atiqul Hoque ChowdhuryNoch keine Bewertungen
- Packaging Textiles: The Use of Textile Materials in Consumer Packaging Is Exhibited in The Following ProductsDokument10 SeitenPackaging Textiles: The Use of Textile Materials in Consumer Packaging Is Exhibited in The Following ProductsDewan Ajuad Hossain RifatNoch keine Bewertungen
- Finishing of Non WovensDokument14 SeitenFinishing of Non WovensGoutham RiyanNoch keine Bewertungen
- Pavement Design by Using Geo TextilesDokument22 SeitenPavement Design by Using Geo TextilesRavi Viswam100% (1)
- TPO Coated PP Fabrics and Their ApplicationsDokument14 SeitenTPO Coated PP Fabrics and Their ApplicationsrejoramaNoch keine Bewertungen
- FINISHING OF WOVEN AND KNITTED FABRICS IN MicroModalDokument12 SeitenFINISHING OF WOVEN AND KNITTED FABRICS IN MicroModalhamada2017Noch keine Bewertungen
- Colloids and Surfaces A: Dev Gurera, Bharat BhushanDokument8 SeitenColloids and Surfaces A: Dev Gurera, Bharat BhushanluisNoch keine Bewertungen
- Polymer Coatings: Coating ProcessDokument3 SeitenPolymer Coatings: Coating ProcesswaqasNoch keine Bewertungen
- Resin Finishes On Cellulosic FabricsDokument28 SeitenResin Finishes On Cellulosic FabricsHina Arif100% (7)
- Fluor CarbonDokument3 SeitenFluor CarbonHrishikesh DhawadshikarNoch keine Bewertungen
- Resin FinishingDokument10 SeitenResin FinishingSam Banerjee100% (1)
- De AssignmentDokument9 SeitenDe AssignmentManish MohapatraNoch keine Bewertungen
- Improved Abrasion Resistance of Textile Fabrics Due To Polymer CoatingsDokument12 SeitenImproved Abrasion Resistance of Textile Fabrics Due To Polymer CoatingsAbhay SontakkeNoch keine Bewertungen
- Textile DryingDokument12 SeitenTextile DryingSanchit Garg0% (1)
- Application of Polyurethane/Citric Acid/Silicone Softener Composite On Cotton/Polyester Knitted Fabric Producing Durable Soft and Smooth SurfaceDokument8 SeitenApplication of Polyurethane/Citric Acid/Silicone Softener Composite On Cotton/Polyester Knitted Fabric Producing Durable Soft and Smooth SurfaceMây Long ThịNoch keine Bewertungen
- Soil Release and Antistatic Finish-Edward Menezes Rossari Biotech LTDDokument13 SeitenSoil Release and Antistatic Finish-Edward Menezes Rossari Biotech LTDEdward MenezesNoch keine Bewertungen
- 1.1. Industrial Wastewater Reuse - The Case of The Textile IndustryDokument52 Seiten1.1. Industrial Wastewater Reuse - The Case of The Textile Industrymalymdah100% (2)
- Design and Performance Diesel Fuel FiltersDokument4 SeitenDesign and Performance Diesel Fuel FiltersJaskirat Singh100% (1)
- Dry FinishingDokument3 SeitenDry FinishingRonik JNoch keine Bewertungen
- Assignment On Processes Involved in Nonwoven Production: Department of Textile EngineeringDokument27 SeitenAssignment On Processes Involved in Nonwoven Production: Department of Textile EngineeringNakib Ibna BasharNoch keine Bewertungen
- Water Based AdhesivesDokument0 SeitenWater Based AdhesivesAbhineet ShrivastavaNoch keine Bewertungen
- Nonwoven PrimerDokument6 SeitenNonwoven PrimertexveerNoch keine Bewertungen
- MeltSpinning Genel (Bikomponent)Dokument32 SeitenMeltSpinning Genel (Bikomponent)Uscan UskanerNoch keine Bewertungen
- AATCCpaper 16Dokument7 SeitenAATCCpaper 16Abhay SontakkeNoch keine Bewertungen
- Water RepellencyDokument33 SeitenWater Repellencyrana hussainNoch keine Bewertungen
- Electrocoagulation ProposalDokument1 SeiteElectrocoagulation ProposalTamara HamiltonNoch keine Bewertungen
- Monthly Percentage Tax Return: 12 - December 04 - AprilDokument1 SeiteMonthly Percentage Tax Return: 12 - December 04 - AprilTamara HamiltonNoch keine Bewertungen
- Cement Print 1Dokument20 SeitenCement Print 1Tamara HamiltonNoch keine Bewertungen
- 2nd Report Sheet DIZONDokument3 Seiten2nd Report Sheet DIZONTamara HamiltonNoch keine Bewertungen
- PLM Student ManualDokument5 SeitenPLM Student ManualTamara HamiltonNoch keine Bewertungen
- References: Pamantasan NG Lungsod NG Maynila College of Engineering and Technology Chemical Engineering DepartmentDokument2 SeitenReferences: Pamantasan NG Lungsod NG Maynila College of Engineering and Technology Chemical Engineering DepartmentTamara HamiltonNoch keine Bewertungen
- P&ID For BoilerDokument1 SeiteP&ID For Boilerdarure1234100% (2)
- Nutritional Analyses For Proteins and Amino Acids in Beans (Phaseolus SP.)Dokument4 SeitenNutritional Analyses For Proteins and Amino Acids in Beans (Phaseolus SP.)Tamara HamiltonNoch keine Bewertungen
- Poster 1Dokument1 SeitePoster 1Tamara HamiltonNoch keine Bewertungen
- Office Manager Manila Review Institute, IncDokument1 SeiteOffice Manager Manila Review Institute, IncTamara HamiltonNoch keine Bewertungen
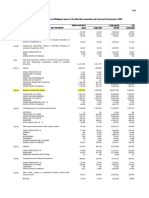
- Export 2012 PDFDokument1 SeiteExport 2012 PDFTamara HamiltonNoch keine Bewertungen
- Mek Import Year: 5162400 Ethyl Methyl Ketone (Butanone) 5,972,990Dokument1 SeiteMek Import Year: 5162400 Ethyl Methyl Ketone (Butanone) 5,972,990Tamara HamiltonNoch keine Bewertungen
- Import 2009Dokument1 SeiteImport 2009Tamara HamiltonNoch keine Bewertungen
- AdMath ReviewerDokument13 SeitenAdMath ReviewerTamara HamiltonNoch keine Bewertungen
- Quality Control Analyst: Job PurposeDokument2 SeitenQuality Control Analyst: Job PurposeTamara HamiltonNoch keine Bewertungen
- Purification of Protein From A Crude Mixture Through SDS-PAGE Transfer MethodDokument4 SeitenPurification of Protein From A Crude Mixture Through SDS-PAGE Transfer MethodTamara HamiltonNoch keine Bewertungen
- Dow CorningDokument12 SeitenDow CorningTamara HamiltonNoch keine Bewertungen
- Divider 2Dokument2 SeitenDivider 2Tamara HamiltonNoch keine Bewertungen
- Tests Mechanical Devices and Registration SamplingDokument4 SeitenTests Mechanical Devices and Registration SamplingTamara HamiltonNoch keine Bewertungen
- Dividers 1Dokument23 SeitenDividers 1Tamara HamiltonNoch keine Bewertungen
- 1 Thessalonians 5:16-18 - NIV - : Joy GratitudeDokument4 Seiten1 Thessalonians 5:16-18 - NIV - : Joy GratitudeTamara HamiltonNoch keine Bewertungen
- Crystallization: Heat and Mass TransferDokument2 SeitenCrystallization: Heat and Mass TransferTamara HamiltonNoch keine Bewertungen
- ResearchDokument1 SeiteResearchTamara HamiltonNoch keine Bewertungen
- Memorandum of AgreementDokument3 SeitenMemorandum of AgreementTamara HamiltonNoch keine Bewertungen
- Historical ResearchDokument4 SeitenHistorical ResearchTamara Hamilton57% (7)
- Transportation of Fluids: Pumps, Fans, Blowers and CompressorsDokument1 SeiteTransportation of Fluids: Pumps, Fans, Blowers and CompressorsTamara HamiltonNoch keine Bewertungen
- Reference Study of The "Carbon Ink From Vinegar and Air Freshener"Dokument1 SeiteReference Study of The "Carbon Ink From Vinegar and Air Freshener"Tamara HamiltonNoch keine Bewertungen
- Adn 37W 43W 47W 54W PDFDokument9 SeitenAdn 37W 43W 47W 54W PDFKemal Lisnik ArnautovicNoch keine Bewertungen
- Operating Recommendations: Tio-540-Ae2A Engine IN New Piper Aircraft Malibu MirageDokument5 SeitenOperating Recommendations: Tio-540-Ae2A Engine IN New Piper Aircraft Malibu MirageSamuel AnguloNoch keine Bewertungen
- Doka Birch Plywood Specs - 18 MMDokument2 SeitenDoka Birch Plywood Specs - 18 MMAnupam GhoshNoch keine Bewertungen
- Chemical Stabilization of Sub Grade Soil With Gypsum and Nacl PDFDokument13 SeitenChemical Stabilization of Sub Grade Soil With Gypsum and Nacl PDFfatin fr100% (1)
- DSICDokument45 SeitenDSICRufusNoch keine Bewertungen
- Parking Management For College CampusDokument4 SeitenParking Management For College CampusIJSTENoch keine Bewertungen
- Fastener Tightening Specifications: Application Specification Metric EnglishDokument4 SeitenFastener Tightening Specifications: Application Specification Metric EnglishSebastiánLeonardoGuerreroVilchesNoch keine Bewertungen
- Materials Reviewer PDFDokument24 SeitenMaterials Reviewer PDFFritz Eustace MartinezNoch keine Bewertungen
- ProductosDokument126 SeitenProductosJackNoch keine Bewertungen
- Super Long Front AESS839 00 EV4 v1 88834 PDFDokument12 SeitenSuper Long Front AESS839 00 EV4 v1 88834 PDFTaufik AkbarNoch keine Bewertungen
- Coffee Shop ManagementDokument5 SeitenCoffee Shop ManagementrsisinternationalNoch keine Bewertungen
- Project ListDokument120 SeitenProject Listapi-377830250% (2)
- Nutanix Datasheet Standard 1-24-13Dokument2 SeitenNutanix Datasheet Standard 1-24-13Ha MzaNoch keine Bewertungen
- Compressed Air Production Using Vehicle SuspensionDokument13 SeitenCompressed Air Production Using Vehicle SuspensionManideep padala0% (1)
- 02 Reservoir ProblemsDokument30 Seiten02 Reservoir ProblemsEmad ZakiNoch keine Bewertungen
- Engineering NotebookDokument29 SeitenEngineering NotebookJames TanNoch keine Bewertungen
- Model 4WI 100 - 800 HP BoilersDokument4 SeitenModel 4WI 100 - 800 HP BoilerssebaversaNoch keine Bewertungen
- Course DescriptionDokument24 SeitenCourse DescriptionleoyayNoch keine Bewertungen
- ISO Turning Grade: &Odvvl¿Fdwlrq&KduwDokument1 SeiteISO Turning Grade: &Odvvl¿Fdwlrq&Kduwsamad behnodfarNoch keine Bewertungen
- B. B. ALE Department of Mechanical EngineeringDokument36 SeitenB. B. ALE Department of Mechanical EngineeringRam Krishna SinghNoch keine Bewertungen
- 6.1 Determination of Raw Mixture BurnabilityDokument2 Seiten6.1 Determination of Raw Mixture BurnabilityVipan Kumar DograNoch keine Bewertungen
- MCQS - OmDokument15 SeitenMCQS - Omtarunadureja78% (9)
- Tire and Wheel PDFDokument21 SeitenTire and Wheel PDFwanawNoch keine Bewertungen
- 8067 FBDokument20 Seiten8067 FBrauolNoch keine Bewertungen
- Scott GroverDokument3 SeitenScott GroverJoe StephensNoch keine Bewertungen
- Failure Analysis of Heat Exchngers: An Approach and Case StudiesDokument51 SeitenFailure Analysis of Heat Exchngers: An Approach and Case Studiessathish69100% (5)
- cfm56-7 CAPDokument12 Seitencfm56-7 CAPgarsi2346Noch keine Bewertungen
- Case Study - BLSR OPERATING, LTD Fire Incident - Rev.0Dokument22 SeitenCase Study - BLSR OPERATING, LTD Fire Incident - Rev.0smrndrdas100% (1)
- Oded Yaniv Auth. Quantitative Feedback Design of Linear and Nonlinear Control SystemsDokument381 SeitenOded Yaniv Auth. Quantitative Feedback Design of Linear and Nonlinear Control Systemsflausen100% (2)
- Users Manual SAS1+Dokument2 SeitenUsers Manual SAS1+Jumbo JamesNoch keine Bewertungen
- The End of Craving: Recovering the Lost Wisdom of Eating WellVon EverandThe End of Craving: Recovering the Lost Wisdom of Eating WellBewertung: 4.5 von 5 Sternen4.5/5 (82)
- Hero Found: The Greatest POW Escape of the Vietnam WarVon EverandHero Found: The Greatest POW Escape of the Vietnam WarBewertung: 4 von 5 Sternen4/5 (19)
- Sully: The Untold Story Behind the Miracle on the HudsonVon EverandSully: The Untold Story Behind the Miracle on the HudsonBewertung: 4 von 5 Sternen4/5 (103)
- Periodic Tales: A Cultural History of the Elements, from Arsenic to ZincVon EverandPeriodic Tales: A Cultural History of the Elements, from Arsenic to ZincBewertung: 3.5 von 5 Sternen3.5/5 (137)
- Dirt to Soil: One Family’s Journey into Regenerative AgricultureVon EverandDirt to Soil: One Family’s Journey into Regenerative AgricultureBewertung: 5 von 5 Sternen5/5 (125)
- The Fabric of Civilization: How Textiles Made the WorldVon EverandThe Fabric of Civilization: How Textiles Made the WorldBewertung: 4.5 von 5 Sternen4.5/5 (58)
- The Future of Geography: How the Competition in Space Will Change Our WorldVon EverandThe Future of Geography: How the Competition in Space Will Change Our WorldBewertung: 4 von 5 Sternen4/5 (6)
- Transformed: Moving to the Product Operating ModelVon EverandTransformed: Moving to the Product Operating ModelBewertung: 4 von 5 Sternen4/5 (1)
- The Beekeeper's Lament: How One Man and Half a Billion Honey Bees Help Feed AmericaVon EverandThe Beekeeper's Lament: How One Man and Half a Billion Honey Bees Help Feed AmericaNoch keine Bewertungen
- When the Heavens Went on Sale: The Misfits and Geniuses Racing to Put Space Within ReachVon EverandWhen the Heavens Went on Sale: The Misfits and Geniuses Racing to Put Space Within ReachBewertung: 3.5 von 5 Sternen3.5/5 (6)
- The Intel Trinity: How Robert Noyce, Gordon Moore, and Andy Grove Built the World's Most Important CompanyVon EverandThe Intel Trinity: How Robert Noyce, Gordon Moore, and Andy Grove Built the World's Most Important CompanyNoch keine Bewertungen
- System Error: Where Big Tech Went Wrong and How We Can RebootVon EverandSystem Error: Where Big Tech Went Wrong and How We Can RebootNoch keine Bewertungen
- Faster: How a Jewish Driver, an American Heiress, and a Legendary Car Beat Hitler's BestVon EverandFaster: How a Jewish Driver, an American Heiress, and a Legendary Car Beat Hitler's BestBewertung: 4 von 5 Sternen4/5 (28)
- Fire on the Horizon: The Untold Story of the Gulf Oil DisasterVon EverandFire on the Horizon: The Untold Story of the Gulf Oil DisasterNoch keine Bewertungen
- Permaculture for the Rest of Us: Abundant Living on Less than an AcreVon EverandPermaculture for the Rest of Us: Abundant Living on Less than an AcreBewertung: 4.5 von 5 Sternen4.5/5 (33)
- Pale Blue Dot: A Vision of the Human Future in SpaceVon EverandPale Blue Dot: A Vision of the Human Future in SpaceBewertung: 4.5 von 5 Sternen4.5/5 (588)
- Mini Farming: Self-Sufficiency on 1/4 AcreVon EverandMini Farming: Self-Sufficiency on 1/4 AcreBewertung: 4 von 5 Sternen4/5 (76)
- How to Build a Car: The Autobiography of the World’s Greatest Formula 1 DesignerVon EverandHow to Build a Car: The Autobiography of the World’s Greatest Formula 1 DesignerBewertung: 4.5 von 5 Sternen4.5/5 (54)
- The Manager's Path: A Guide for Tech Leaders Navigating Growth and ChangeVon EverandThe Manager's Path: A Guide for Tech Leaders Navigating Growth and ChangeBewertung: 4.5 von 5 Sternen4.5/5 (99)
- ChatGPT Money Machine 2024 - The Ultimate Chatbot Cheat Sheet to Go From Clueless Noob to Prompt Prodigy Fast! Complete AI Beginner’s Course to Catch the GPT Gold Rush Before It Leaves You BehindVon EverandChatGPT Money Machine 2024 - The Ultimate Chatbot Cheat Sheet to Go From Clueless Noob to Prompt Prodigy Fast! Complete AI Beginner’s Course to Catch the GPT Gold Rush Before It Leaves You BehindNoch keine Bewertungen
- The Technology Trap: Capital, Labor, and Power in the Age of AutomationVon EverandThe Technology Trap: Capital, Labor, and Power in the Age of AutomationBewertung: 4.5 von 5 Sternen4.5/5 (46)
- Highest Duty: My Search for What Really MattersVon EverandHighest Duty: My Search for What Really MattersNoch keine Bewertungen
- Reality+: Virtual Worlds and the Problems of PhilosophyVon EverandReality+: Virtual Worlds and the Problems of PhilosophyBewertung: 4 von 5 Sternen4/5 (24)
- The Book of the Moon: A Guide to Our Closest NeighborVon EverandThe Book of the Moon: A Guide to Our Closest NeighborBewertung: 4.5 von 5 Sternen4.5/5 (11)
- Process Plant Equipment: Operation, Control, and ReliabilityVon EverandProcess Plant Equipment: Operation, Control, and ReliabilityBewertung: 5 von 5 Sternen5/5 (1)
- Restoration Agriculture: Real-World Permaculture for FarmersVon EverandRestoration Agriculture: Real-World Permaculture for FarmersBewertung: 4.5 von 5 Sternen4.5/5 (86)