Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- HuiDokument5 SeitenHuiShiv SinghNoch keine Bewertungen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Influence On Color Attributes of Freshly Brewed Tea With Time Due To Variations in Temperature ConditionsDokument3 SeitenInfluence On Color Attributes of Freshly Brewed Tea With Time Due To Variations in Temperature ConditionsShiv SinghNoch keine Bewertungen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Jaipur To DelhiDokument1 SeiteJaipur To DelhiShiv SinghNoch keine Bewertungen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- HiiiiiDokument3 SeitenHiiiiiShiv SinghNoch keine Bewertungen
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Polymers For Innovative Food PackagingDokument55 SeitenPolymers For Innovative Food PackagingShiv SinghNoch keine Bewertungen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
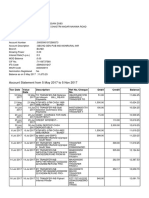
- 10 350Dokument5 Seiten10 350Shiv SinghNoch keine Bewertungen
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Chapter 2 Units, Dimensional Analysis, Problem Solving, and EstimationDokument20 SeitenChapter 2 Units, Dimensional Analysis, Problem Solving, and EstimationCarlos DelacruzNoch keine Bewertungen
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Track Shipment Status - Consignment Status - DTDC IndiaDokument1 SeiteTrack Shipment Status - Consignment Status - DTDC IndiaShiv SinghNoch keine Bewertungen
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Niir Project Food Processing Industries Food Technology Food Science Technology Food Industry Food Industry Consultants Food Industry Consultancy Services Agro Food Processing Food Processing Projects Food Processing Packaging ProjectsDokument11 SeitenNiir Project Food Processing Industries Food Technology Food Science Technology Food Industry Food Industry Consultants Food Industry Consultancy Services Agro Food Processing Food Processing Projects Food Processing Packaging ProjectsShiv SinghNoch keine Bewertungen
- Stenographer NewDokument1 SeiteStenographer NewShiv SinghNoch keine Bewertungen
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- View Candidate Admit CardDokument2 SeitenView Candidate Admit CardShiv SinghNoch keine Bewertungen
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- Packaging For Organic Foods For WebDokument83 SeitenPackaging For Organic Foods For WebRhesa PramuditaNoch keine Bewertungen
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Https WWW - Irctc.co - in Eticketing Printticket - JSF PNR 4435374251 B 24-Aug-2017 0Dokument2 SeitenHttps WWW - Irctc.co - in Eticketing Printticket - JSF PNR 4435374251 B 24-Aug-2017 0Shiv SinghNoch keine Bewertungen
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- Physics Notes Class 11 CHAPTER 2 UNITS AND MEASUREMENTS PDFDokument7 SeitenPhysics Notes Class 11 CHAPTER 2 UNITS AND MEASUREMENTS PDFLYF WITH AK KUMAR67% (3)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Physics Notes Class 11 CHAPTER 2 UNITS AND MEASUREMENTS PDFDokument7 SeitenPhysics Notes Class 11 CHAPTER 2 UNITS AND MEASUREMENTS PDFLYF WITH AK KUMAR67% (3)
- Unit Operations Handbook Vol. 1 Mass TransferDokument6 SeitenUnit Operations Handbook Vol. 1 Mass TransferShiv Singh0% (1)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Https WWW - Irctc.co - in Eticketing Printticket - JSF PNR 4435374251 B 24-Aug-2017 0Dokument2 SeitenHttps WWW - Irctc.co - in Eticketing Printticket - JSF PNR 4435374251 B 24-Aug-2017 0Shiv SinghNoch keine Bewertungen
- Niir Project Food Processing Industries Food Technology Food Science Technology Food Industry Food Industry Consultants Food Industry Consultancy Services Agro Food Processing Food Processing Projects Food Processing Packaging ProjectsDokument11 SeitenNiir Project Food Processing Industries Food Technology Food Science Technology Food Industry Food Industry Consultants Food Industry Consultancy Services Agro Food Processing Food Processing Projects Food Processing Packaging ProjectsShiv SinghNoch keine Bewertungen
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Niir Project Food Processing Industries Food Technology Food Science Technology Food Industry Food Industry Consultants Food Industry Consultancy Services Agro Food Processing Food Processing Projects Food Processing Packaging ProjectsDokument11 SeitenNiir Project Food Processing Industries Food Technology Food Science Technology Food Industry Food Industry Consultants Food Industry Consultancy Services Agro Food Processing Food Processing Projects Food Processing Packaging ProjectsShiv SinghNoch keine Bewertungen
- Application of IchnologyDokument1 SeiteApplication of IchnologyShiv SinghNoch keine Bewertungen
- Seasonal Variations of Ground Water Quality and Its Agglomerates by Water Quality IndexDokument8 SeitenSeasonal Variations of Ground Water Quality and Its Agglomerates by Water Quality IndexGJESMNoch keine Bewertungen
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- University of The CordillerasDokument2 SeitenUniversity of The Cordillerasmj Canilang100% (1)
- Signal BoosterDokument1 SeiteSignal BoosteronlinedataNoch keine Bewertungen
- Insat 3d BrochureDokument6 SeitenInsat 3d BrochureNambi HarishNoch keine Bewertungen
- Is 2 - 1960Dokument14 SeitenIs 2 - 1960Saranya SumiNoch keine Bewertungen
- PMS & PaDokument24 SeitenPMS & PashikhaajainNoch keine Bewertungen
- The Four Faces of MercuryDokument6 SeitenThe Four Faces of MercuryAndré Luiz SantosNoch keine Bewertungen
- International Journal of Research in Pharmacy and ScienceDokument16 SeitenInternational Journal of Research in Pharmacy and ScienceCdma Nastiti FatimahNoch keine Bewertungen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Solar Dessicant Air Conditioning PosterDokument1 SeiteSolar Dessicant Air Conditioning PosterAmit PrakashNoch keine Bewertungen
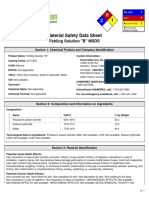
- Fehling Solution "B" MSDS: Section 1: Chemical Product and Company IdentificationDokument6 SeitenFehling Solution "B" MSDS: Section 1: Chemical Product and Company IdentificationAnnisaNoch keine Bewertungen
- Adt 11-1Dokument27 SeitenAdt 11-1Paul Bustamante BermalNoch keine Bewertungen
- PGM and OUTPUTDokument52 SeitenPGM and OUTPUTPushpavalli MohanNoch keine Bewertungen
- Endocrine System Lesson Plan-1Dokument2 SeitenEndocrine System Lesson Plan-1Je Lan NieNoch keine Bewertungen
- Rooms Division DepartmentDokument7 SeitenRooms Division Departmentlil_jinkz09Noch keine Bewertungen
- BPP Competency Assessment Summary ResultsDokument1 SeiteBPP Competency Assessment Summary Resultslina angeloNoch keine Bewertungen
- Elaine Risley's Character DevelopmentDokument12 SeitenElaine Risley's Character Developmenterlooay100% (1)
- Venue and Timetabling Details Form: Simmonsralph@yahoo - Co.inDokument3 SeitenVenue and Timetabling Details Form: Simmonsralph@yahoo - Co.inCentre Exam Manager VoiceNoch keine Bewertungen
- HIRARC - Yawar Hassan KhanDokument11 SeitenHIRARC - Yawar Hassan KhanCyberMissio StudiosNoch keine Bewertungen
- PPT 08 - Quantitative Data AnalysisDokument51 SeitenPPT 08 - Quantitative Data AnalysisZakaria AliNoch keine Bewertungen
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Autism Awareness Carousel Project ProposalDokument5 SeitenAutism Awareness Carousel Project ProposalMargaret Franklin100% (1)
- SHS - E1 - Story (He-Y, Come On Ou-T!)Dokument3 SeitenSHS - E1 - Story (He-Y, Come On Ou-T!)dyaataha7902Noch keine Bewertungen
- Mva - 2008 India School Rick LoydDokument86 SeitenMva - 2008 India School Rick Loydamar_saxena60857Noch keine Bewertungen
- Automatic Selection by Penalized Asymmetric L - Norm in An High-Dimensional Model With Grouped VariablesDokument39 SeitenAutomatic Selection by Penalized Asymmetric L - Norm in An High-Dimensional Model With Grouped VariablesMarcelo Marcy Majstruk CimilloNoch keine Bewertungen
- 12 General - Unit 5 - Lessons 5 - 6 - InnovationDokument40 Seiten12 General - Unit 5 - Lessons 5 - 6 - Innovationshahadjuma801Noch keine Bewertungen
- Model Curriculum Vitae and Resume For Law Student GraduatesDokument2 SeitenModel Curriculum Vitae and Resume For Law Student GraduatesSnehal SinghNoch keine Bewertungen
- Concept Quiz GeotechDokument3 SeitenConcept Quiz GeotechanjibeeNoch keine Bewertungen
- SREHD Article in Army Alt April-June-2017Dokument5 SeitenSREHD Article in Army Alt April-June-2017dvtherionNoch keine Bewertungen
- An Introduction To Genre Theory: January 1997Dokument16 SeitenAn Introduction To Genre Theory: January 1997pratolectusNoch keine Bewertungen
- PID Piping Instrumentation Diagram Software enDokument2 SeitenPID Piping Instrumentation Diagram Software enavailmeNoch keine Bewertungen
- Aviso de Tormenta Spanish Edition by Billy Graham 1602554390 PDFDokument5 SeitenAviso de Tormenta Spanish Edition by Billy Graham 1602554390 PDFAntonio MoraNoch keine Bewertungen
- Recovering The Essence in Language - EssayDokument3 SeitenRecovering The Essence in Language - EssayOnel1Noch keine Bewertungen
- Sodium Bicarbonate: Nature's Unique First Aid RemedyVon EverandSodium Bicarbonate: Nature's Unique First Aid RemedyBewertung: 5 von 5 Sternen5/5 (21)
- Process Plant Equipment: Operation, Control, and ReliabilityVon EverandProcess Plant Equipment: Operation, Control, and ReliabilityBewertung: 5 von 5 Sternen5/5 (1)
- A New Approach to HAZOP of Complex Chemical ProcessesVon EverandA New Approach to HAZOP of Complex Chemical ProcessesNoch keine Bewertungen