Das könnte Ihnen auch gefallen
- Trabajo VirutaDokument10 SeitenTrabajo VirutaAlejandro Alarcon QuispeNoch keine Bewertungen
- Tipos de VirutaDokument4 SeitenTipos de Virutaserolfitnas91% (35)
- Tipos de viruta: continua, borde acumulado y discontinuaDokument2 SeitenTipos de viruta: continua, borde acumulado y discontinuajosehernandezmartinNoch keine Bewertungen
- FresadorasDokument2 SeitenFresadorasJose Luis BritoNoch keine Bewertungen
- Tipos de VirutasDokument11 SeitenTipos de Virutasc1nth1100% (3)
- Sub Área:Mecánica Básica: Taladradro IntegrantesDokument11 SeitenSub Área:Mecánica Básica: Taladradro IntegrantesDaniel QuiñónezNoch keine Bewertungen
- SierrasDokument17 SeitenSierrasJonathan AvNoch keine Bewertungen
- Evaluación Continua No.2Dokument3 SeitenEvaluación Continua No.2HectorNoch keine Bewertungen
- Trabajos en Lamina PunzonadoDokument14 SeitenTrabajos en Lamina PunzonadoGómez Pérez AdrianNoch keine Bewertungen
- Informe de Metalurgia-Cobre Electrolitico-FuscoDokument14 SeitenInforme de Metalurgia-Cobre Electrolitico-FuscoIvan FuscoNoch keine Bewertungen
- Propiedades MecanicasDokument156 SeitenPropiedades MecanicasCharly JimenezNoch keine Bewertungen
- Unidad Iii ManufacturaDokument45 SeitenUnidad Iii ManufacturaJessica SalgueroNoch keine Bewertungen
- Herramientas de Corte para El Torno y La FresadoraDokument9 SeitenHerramientas de Corte para El Torno y La FresadoraMarta SanchezNoch keine Bewertungen
- Teorías cuchillas corteDokument13 SeitenTeorías cuchillas corteMaickol SalazarNoch keine Bewertungen
- Aserrado y BrochadoDokument5 SeitenAserrado y BrochadoJoelVilchezNoch keine Bewertungen
- Métodos de Remoción de Metales PDFDokument28 SeitenMétodos de Remoción de Metales PDFJuan Andres Rojas SerranoNoch keine Bewertungen
- Guía Corte de MetalesDokument3 SeitenGuía Corte de MetalesXavierFrasconeNoch keine Bewertungen
- Parametros Que Inciden en La Vibraciones en El TorneadoDokument4 SeitenParametros Que Inciden en La Vibraciones en El TorneadoJvrNoch keine Bewertungen
- Factores que influyen en el corte de metalesDokument3 SeitenFactores que influyen en el corte de metalesEfrain Hacha Pucho0% (1)
- Herramientas de Corte para El Torno y La FresadoraDokument9 SeitenHerramientas de Corte para El Torno y La Fresadoracarlos martinesNoch keine Bewertungen
- Ángulo de Corte de La HerramientaDokument3 SeitenÁngulo de Corte de La HerramientaDiego VelascoNoch keine Bewertungen
- Act 8 CorteDokument7 SeitenAct 8 CorteAngelica Rodríguez RNoch keine Bewertungen
- El RasqueteadoDokument6 SeitenEl RasqueteadoRichard Amaya PizarroNoch keine Bewertungen
- Foro Tematico de AfiladoDokument2 SeitenForo Tematico de AfiladoJose ZamoraNoch keine Bewertungen
- Tema 5Dokument2 SeitenTema 5supanchitoNoch keine Bewertungen
- Cenicero COMPLETODokument7 SeitenCenicero COMPLETOJoel Vasquez VilcaNoch keine Bewertungen
- Afilado de Herramientas para TornoDokument15 SeitenAfilado de Herramientas para Tornojesus landa galarzaNoch keine Bewertungen
- Rectificado y AfiladoDokument11 SeitenRectificado y Afiladojuan serranoNoch keine Bewertungen
- Tipos de fresas y clasificaciónDokument6 SeitenTipos de fresas y clasificaciónRachelLazzNoch keine Bewertungen
- TEMADokument10 SeitenTEMALucero Flores SalinasNoch keine Bewertungen
- Tema 27. TECNOLOGÍA DEL CORTE POR ARRANQUE DE VIRUTADokument6 SeitenTema 27. TECNOLOGÍA DEL CORTE POR ARRANQUE DE VIRUTASergio GarcíaNoch keine Bewertungen
- Control de La Viruta 2.1Dokument43 SeitenControl de La Viruta 2.1Juan ManuelNoch keine Bewertungen
- 7.1. PunzonadoDokument19 Seiten7.1. PunzonadoFrancisco ToroNoch keine Bewertungen
- Preguntas de Repaso.Dokument9 SeitenPreguntas de Repaso.Will MujicaNoch keine Bewertungen
- Cap 16Dokument27 SeitenCap 16RodrigoQuirogaSalazarNoch keine Bewertungen
- Fundamentos de MaquinadoDokument16 SeitenFundamentos de MaquinadoEddi PanezoNoch keine Bewertungen
- Formacion y Tipos de Virutas ClasificaciDokument32 SeitenFormacion y Tipos de Virutas ClasificaciJuan Antonio AguirreNoch keine Bewertungen
- Herramientas de CorteDokument19 SeitenHerramientas de Cortejhezabel belmonte0% (1)
- Apunte Instrumental Rotatorio (BE)Dokument10 SeitenApunte Instrumental Rotatorio (BE)Francisca SotoNoch keine Bewertungen
- Maquinas y HerramientasDokument96 SeitenMaquinas y HerramientasGuzs SambranoNoch keine Bewertungen
- Capitulo 2Dokument4 SeitenCapitulo 2José M GarciaNoch keine Bewertungen
- Arranque de VirutasDokument13 SeitenArranque de VirutasFrancisco Anciani TorresNoch keine Bewertungen
- Parámetros de CorteDokument7 SeitenParámetros de CorteAdolfo GonzálezNoch keine Bewertungen
- Manufactura AvanzadaDokument31 SeitenManufactura AvanzadaIngrid PaniaguaNoch keine Bewertungen
- Fresado de RanurasDokument9 SeitenFresado de RanurasEduardo PGNoch keine Bewertungen
- Formación de VirutaDokument8 SeitenFormación de VirutaCoecima Ing MantenimientoNoch keine Bewertungen
- Geometria de CorteDokument7 SeitenGeometria de CorteAlex LopezNoch keine Bewertungen
- Herramientas de corteDokument3 SeitenHerramientas de corteCristian JuarezNoch keine Bewertungen
- Formacion de La VirutaDokument4 SeitenFormacion de La VirutaJose LuizNoch keine Bewertungen
- 01 Viruta-Procesos ManufDokument6 Seiten01 Viruta-Procesos ManufJonathan BastidasNoch keine Bewertungen
- BrocasDokument11 SeitenBrocasamerico orinocoNoch keine Bewertungen
- Exp. Cepillado y PlaneadoDokument18 SeitenExp. Cepillado y PlaneadoHillary Tapia AcostaNoch keine Bewertungen
- Que Es ManufacturaDokument26 SeitenQue Es ManufacturaMiguel RodriguezNoch keine Bewertungen
- Proceso de Formación de Viruta (1 - 2017) PDFDokument26 SeitenProceso de Formación de Viruta (1 - 2017) PDFMario michea cortes0% (2)
- Tecnologia de Corte Parte 3Dokument6 SeitenTecnologia de Corte Parte 3anon-187803100% (2)
- Chance de BrocasDokument4 SeitenChance de BrocasFernando BuenafeNoch keine Bewertungen
- Taller de ConsultaDokument6 SeitenTaller de ConsultaJuan Camilo VergaraNoch keine Bewertungen
- Fundamentos Del MaquinadoDokument35 SeitenFundamentos Del MaquinadojuanNoch keine Bewertungen
- UF1213 - Técnicas de mecanizado y metrologíaVon EverandUF1213 - Técnicas de mecanizado y metrologíaBewertung: 4 von 5 Sternen4/5 (5)
- 93 - Caract. de Los Servicios Medicos PDFDokument77 Seiten93 - Caract. de Los Servicios Medicos PDFJorge PinchaNoch keine Bewertungen
- Caract. de Los Servicios MedicosDokument4 SeitenCaract. de Los Servicios MedicosJorge PinchaNoch keine Bewertungen
- Gestión en El Sector Publico DDokument10 SeitenGestión en El Sector Publico DJorge PinchaNoch keine Bewertungen
- Hierro y AceroDokument8 SeitenHierro y AceroJorge PinchaNoch keine Bewertungen
- Bombas CentrifugasDokument16 SeitenBombas CentrifugasManuel Borrego100% (36)
- Informe Maquinas TérmicasDokument14 SeitenInforme Maquinas TérmicasJorge PinchaNoch keine Bewertungen
- Criogenia en Cuerpos HumanosDokument4 SeitenCriogenia en Cuerpos HumanosJorge PinchaNoch keine Bewertungen
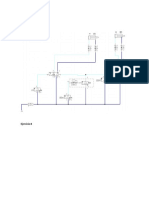
- Ejercicio 7-8 NeumaticaDokument2 SeitenEjercicio 7-8 NeumaticaJorge PinchaNoch keine Bewertungen
- Experimento DatosDokument3 SeitenExperimento DatosJorge PinchaNoch keine Bewertungen
- Experimento DatosDokument6 SeitenExperimento DatosJorge PinchaNoch keine Bewertungen
- Deber Elementos RecuperacionDokument9 SeitenDeber Elementos RecuperacionJorge PinchaNoch keine Bewertungen
- Transferencia de Calor - 1Dokument1 SeiteTransferencia de Calor - 1Jorge PinchaNoch keine Bewertungen
- Experimento DatosDokument6 SeitenExperimento DatosJorge PinchaNoch keine Bewertungen
- Formulario TermodinamicaDokument11 SeitenFormulario TermodinamicaJeivan Alejandro Morales SerranoNoch keine Bewertungen
- Consult ExergíaDokument5 SeitenConsult ExergíaJorge PinchaNoch keine Bewertungen
- Catapult A CalcDokument29 SeitenCatapult A CalcJorge PinchaNoch keine Bewertungen
- Trabajo en Clases SoldaduraDokument2 SeitenTrabajo en Clases SoldaduraJorge PinchaNoch keine Bewertungen
- BCentrifugas DeberDokument12 SeitenBCentrifugas DeberJorge PinchaNoch keine Bewertungen
- Plantilla Revista INGENIUS 2017Dokument6 SeitenPlantilla Revista INGENIUS 2017Jorge PinchaNoch keine Bewertungen
- Transferencia de Calor - 1Dokument1 SeiteTransferencia de Calor - 1Jorge PinchaNoch keine Bewertungen
- 7 Termot Exergia 2010 11Dokument32 Seiten7 Termot Exergia 2010 11Jorge Perez GarciaNoch keine Bewertungen
- Sistema Sabier To SDokument8 SeitenSistema Sabier To Slord2008Noch keine Bewertungen
- Formato Apa GeneralDokument18 SeitenFormato Apa GeneralJonathan' Cuotto Dellán'Noch keine Bewertungen
- Teoria DeberDokument8 SeitenTeoria DeberJorge PinchaNoch keine Bewertungen
- Cantera Seoing AvanzadoDokument14 SeitenCantera Seoing AvanzadoGabo MoralesNoch keine Bewertungen
- Aporte Ingenieria AmbientalDokument6 SeitenAporte Ingenieria Ambientalapi-309181953Noch keine Bewertungen
- Lección EscritaDokument3 SeitenLección EscritaJulio CastroNoch keine Bewertungen
- Parcial Costos Mayo 28 16Dokument17 SeitenParcial Costos Mayo 28 16Jorge AvendañoNoch keine Bewertungen
- Causas y Efectos de La Rotura en La CadenaDokument7 SeitenCausas y Efectos de La Rotura en La CadenaFelipe Suquilanda GallegosNoch keine Bewertungen
- Cuarenteam GeografíaDokument5 SeitenCuarenteam GeografíaAraceli CaroNoch keine Bewertungen
- Envases PlasticosDokument33 SeitenEnvases PlasticosLenin TorresNoch keine Bewertungen
- Estrategia logística del justo a tiempo para crear ventajas competitivas en las organizacionesDokument4 SeitenEstrategia logística del justo a tiempo para crear ventajas competitivas en las organizacionesObed RamirezNoch keine Bewertungen
- CDM Catálogo 6MbDokument24 SeitenCDM Catálogo 6MbHerminio Clavijo MartinNoch keine Bewertungen
- La Profesionalización de La Gestión de Proyectos PDFDokument42 SeitenLa Profesionalización de La Gestión de Proyectos PDFMoises AmarilloNoch keine Bewertungen
- El Mundo Unipolar, Las Contradicciones y Límites de La GlobalizaciónDokument19 SeitenEl Mundo Unipolar, Las Contradicciones y Límites de La GlobalizaciónCintia JaquelineNoch keine Bewertungen
- Trabajo Grupal Paso 3 Actualizado Gestión de CalidadDokument27 SeitenTrabajo Grupal Paso 3 Actualizado Gestión de CalidadOscar Eduardo Medina Salazar0% (1)
- Compañía Minera Condestable SDokument4 SeitenCompañía Minera Condestable SBrandi MendozaNoch keine Bewertungen
- Técnicas de circuitos impresos: cableados, placas y montaje SMDDokument15 SeitenTécnicas de circuitos impresos: cableados, placas y montaje SMDSergio Gonzalez CaberaNoch keine Bewertungen
- Segunda Revolucion IndustrialDokument12 SeitenSegunda Revolucion IndustrialEmma Lis Garat0% (1)
- Gremios financieros ColombianosDokument23 SeitenGremios financieros ColombianosDiego Mauricio TorresNoch keine Bewertungen
- Catalogo para SublimarDokument9 SeitenCatalogo para SublimarGeova GomezNoch keine Bewertungen
- Muebles MultifunDokument12 SeitenMuebles MultifunMariano MamaniNoch keine Bewertungen
- Proyecto ResidenciaDokument23 SeitenProyecto Residenciadiego2122Noch keine Bewertungen
- Analisis Prox ClaseDokument2 SeitenAnalisis Prox ClaseGeraldine GuineaNoch keine Bewertungen
- Trabajo de MicrofundiciónDokument21 SeitenTrabajo de MicrofundiciónSandra Milena López100% (1)
- Las Ventajas de La Disrupción MegatendenciasDokument56 SeitenLas Ventajas de La Disrupción MegatendenciasAlexa QuiñonesNoch keine Bewertungen
- RECICLAJEDokument21 SeitenRECICLAJEMarcelo IvanNoch keine Bewertungen
- Ley de Bioterrorismo de Estados UnidosDokument4 SeitenLey de Bioterrorismo de Estados Unidoskarol toledoNoch keine Bewertungen
- Dialnet LaAplicacionDeLasMatematicasALosProblemasDeAdminis 937076 PDFDokument33 SeitenDialnet LaAplicacionDeLasMatematicasALosProblemasDeAdminis 937076 PDFGeraldine VidalNoch keine Bewertungen
- Gran Bretaña PDFDokument21 SeitenGran Bretaña PDFPatricia Mejia SolierNoch keine Bewertungen
- MolinoDokument14 SeitenMolinoVictor GonzalezNoch keine Bewertungen
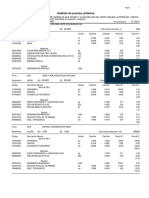
- Análisis precios construcción sistema agua potableDokument15 SeitenAnálisis precios construcción sistema agua potableLenin M. Tucto TarazonaNoch keine Bewertungen
- MITDokument12 SeitenMITJacobNoch keine Bewertungen
- Visita Ala Planta California S.A (1) 11111111Dokument17 SeitenVisita Ala Planta California S.A (1) 11111111mayra robles berrospi100% (1)