4
SAFE ENERGY
\
eS e 19) Ble)
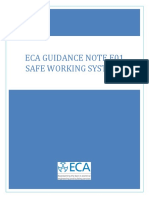
| Hootink (f opplicabe)
Excallet Stoss monogement
Interference Fit
esos watertight seal ond
Cable Outer Semicone
\\ Cable lsuotion
Dimer enge (45-77) ren covered
by each individual joint housing size
Grounding Eye
— contact Installs wih Stondord Tooling
—— nating/Condvctve bond
Molded Shield
Joint Body insulation
Option shieldbreck
integral factory molded
shieldbreok i avilable for
reliable cross bonding
Rated to Coble Ampacity
IEC Standard 60840
IEEE Standard 404
www.elsewedy.com
CLUES Xe) Lo)
All Transmission Cable Joints are factory molded and factory Installation procedures are easily leamed and the instollation
tested, providing maximum reliability. Factory molding ensures does not sequite labor intensive field molds or tope-wrapping
‘level of insulation and shielding sysiem integrity not achievable machinery. Field assembly is greatly simplified becouse all
with field fabricated insulation systems. The Transmission Cable electrical stress - management elements have been provided
Joints can be utilized in combination with various options for during the factory molding process rather than being fabricated
conductor connectors shielding and environmental sealing _in the field.
depending on the choractersics of the cable and the installations.
‘A Transmission Cable joint is available for any application,
Transmission Cable Joints are designed for use on solid with ambient temperature - 40 °C. up to 65° C.
dielectric cables with insuation diameters from 45 mm to 77
mm. When assembled, They provide permanent, full-shielded,
{ully-submersible cable joints for direct burial or vault applications.
All Transmission Cable Joints are designed with optimized
stress control and heat transfer capabilities. You do not have
to rely on the expertise ofa field installer to fabricate a reliable
joint
Premolded housing void - free joint housing consists of peroxide
cured EPDM insulation bonded under pressure to peroxide
cured molded semiconductive elements.
Maximum Reliability & lowest Installed Cost
+ Faster Installation.
The molding is done inthe factory, reducing on-site ime. No penciling of cable insulation required.
+ Reduced Training Requirements.
Easily learned installation procedure.
‘+ No Costly Installation Machinery Required
Field molds for wrapping machines are not required. A low-cost assembly tool is available.
+ No Special Environmental Equipment Requirements
* Unlimited Shelf Life
Allows fr instant availobilty
* Foctory-Molded Quality
You con be sure each cable joint in the field is produced exoctly per design. Each unit is molded a micro-processor-contrlled screw
Injection press to produce a level of quality not possible with field molding equipment or tope.
* Factory: 100% factory ested
Ech units electrically tested in the factory lo insure consistent quality
Alsiald connactonsYechniqus oe valable, please indicate wih ordot
wow.elsewedy.com
Technical Data
RATINGS
Nominal system vottoge (AV) 69
‘Maximum system voltage: Um (k¥) 72.5
‘Max. Continuous conductor temp. 90°C
Splice compression connectors per ANSI C119.4 (Closs A/Closs2
Type tests per IEC 60840
Portal discharge tes! (Corona tes!)
- Voltage rise and hold for 10 sec up to (kV) 6
- Portal discharge level determined at (kV) 60
= Max. allowable PD level (PC) 5
= Condictor emperature Ambient
Heating cycle voltage test
= Test voltage (kM) 72
= Conductor temperature (95°C)
« Followed by partial decharge test
Impulse voltage test (10 Pos., 10 Neg., 50 HZ)
- Impulse voltage test (kV) 350
AC voltage test (atter completion impulse test),
+ Test voltage (kV) for 15 min 120
Production test (each unit)
Corona extinction voltage (kV) (
Das könnte Ihnen auch gefallen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5795)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- PIC For BeginnersDokument147 SeitenPIC For Beginnersapi-3695801100% (45)
- Important Considerations When Design Protection System.: B - Over Current and Earth FaultDokument16 SeitenImportant Considerations When Design Protection System.: B - Over Current and Earth FaultShafeek GhreebNoch keine Bewertungen
- Workers Health Surveillance OmDokument6 SeitenWorkers Health Surveillance OmShafeek GhreebNoch keine Bewertungen
- A Reek Kara 2021Dokument15 SeitenA Reek Kara 2021Shafeek GhreebNoch keine Bewertungen
- Ieee Guide For Cleaning InsulatorsDokument61 SeitenIeee Guide For Cleaning InsulatorsShafeek GhreebNoch keine Bewertungen
- ECA Safety Guidance Note E01 Safe Working Systems REV 2 May 2018Dokument64 SeitenECA Safety Guidance Note E01 Safe Working Systems REV 2 May 2018Shafeek GhreebNoch keine Bewertungen
- Comparison of Higher Harmonic Contents in Salient Pole Synchronous Generator With Different Rotor ConstructionDokument19 SeitenComparison of Higher Harmonic Contents in Salient Pole Synchronous Generator With Different Rotor ConstructionShafeek GhreebNoch keine Bewertungen
- ABB Price List May 2017 FinalDokument122 SeitenABB Price List May 2017 FinalShafeek Ghreeb100% (2)
- Slack Bus PDFDokument6 SeitenSlack Bus PDFShafeek GhreebNoch keine Bewertungen
- General Brochure eDokument6 SeitenGeneral Brochure eShafeek GhreebNoch keine Bewertungen
- Air Break Circuit BreakerDokument21 SeitenAir Break Circuit BreakerShafeek GhreebNoch keine Bewertungen
- Installation Instruction PowerAmp A Single Core Rev 2Dokument20 SeitenInstallation Instruction PowerAmp A Single Core Rev 2Shafeek Ghreeb100% (1)
- Substation Switchgear Layout Requirement PDFDokument3 SeitenSubstation Switchgear Layout Requirement PDFShafeek GhreebNoch keine Bewertungen
- FL - Switchboards-Guide Specification2Dokument23 SeitenFL - Switchboards-Guide Specification2Shafeek GhreebNoch keine Bewertungen
- Effect of Arc Current On Properties of Composite Insulators For Overhead LinesDokument4 SeitenEffect of Arc Current On Properties of Composite Insulators For Overhead LinesShafeek GhreebNoch keine Bewertungen