Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Katalog Digital Sapporo 300MlDokument1 SeiteKatalog Digital Sapporo 300MlFadliNoch keine Bewertungen
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Katalog Acp SevenDokument8 SeitenKatalog Acp SevenMang TiluNoch keine Bewertungen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Light Brown Color, Codes and Facts - HTML Color CodesDokument1 SeiteLight Brown Color, Codes and Facts - HTML Color CodeswasabiNoch keine Bewertungen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (894)
- Culori HTMLDokument11 SeitenCulori HTMLBBIAppsNoch keine Bewertungen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Build A Personal Portfolio WebpageDokument4 SeitenBuild A Personal Portfolio WebpageEMANUELNoch keine Bewertungen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Mixing TipsDokument1 SeiteMixing TipsGuillote RiosNoch keine Bewertungen
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Car stereo wiring harness color codes 1999 and earlier modelsDokument2 SeitenCar stereo wiring harness color codes 1999 and earlier modelsjshivelyNoch keine Bewertungen
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Sound Plays An Important Role in Our Daily LifeDokument5 SeitenSound Plays An Important Role in Our Daily Lifevaishali14051980Noch keine Bewertungen
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- ASTM E313-10 - Aging - Weathering - YellowingDokument1 SeiteASTM E313-10 - Aging - Weathering - Yellowinguocmogiandi_aNoch keine Bewertungen
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- Aloha TemplateDokument25 SeitenAloha TemplateLidia Montserrat LópezNoch keine Bewertungen
- 3630 Brochure 2Dokument1 Seite3630 Brochure 2Clef GonadanNoch keine Bewertungen
- Poppies Cross Stitch Pattern (Black and White)Dokument7 SeitenPoppies Cross Stitch Pattern (Black and White)isabella.ruiz8740Noch keine Bewertungen
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Balance in All Colors: Lesson 2.4Dokument15 SeitenBalance in All Colors: Lesson 2.4Darwin TorresNoch keine Bewertungen
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- Color TheoryDokument29 SeitenColor TheoryAnshul RaskarNoch keine Bewertungen
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- CMYK XTRA - Test Form A4 Ink Jet or Laser Print PDFDokument24 SeitenCMYK XTRA - Test Form A4 Ink Jet or Laser Print PDFMiguel CarrilloNoch keine Bewertungen
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Training People How To Use Microphones: How To Teach Church Leaders, Choir Members, and Others How To Use Mics ProperlyDokument3 SeitenTraining People How To Use Microphones: How To Teach Church Leaders, Choir Members, and Others How To Use Mics ProperlyovimikyNoch keine Bewertungen
- 2 HTML Color CodesDokument19 Seiten2 HTML Color CodesSurendra kumar SADANALANoch keine Bewertungen
- PMS T40 2004Dokument39 SeitenPMS T40 2004Давид МаћејNoch keine Bewertungen
- Price List - HONG TOMAS TRADING 2022 10 19Dokument1 SeitePrice List - HONG TOMAS TRADING 2022 10 19jonar taliptipNoch keine Bewertungen
- Measurements in Acoustics (Bruel & Kjaer)Dokument46 SeitenMeasurements in Acoustics (Bruel & Kjaer)Carlorel AnteNoch keine Bewertungen
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Ibpstelerqbook BankDokument148 SeitenIbpstelerqbook BankAnurag TripathiNoch keine Bewertungen
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- Tabela de CoresDokument6 SeitenTabela de CoresGabriel MiguelNoch keine Bewertungen
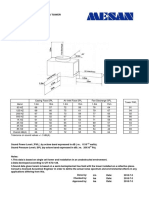
- Project Name: TI No.: Date: Mesan Cooling Tower // R0 2018-7-3Dokument1 SeiteProject Name: TI No.: Date: Mesan Cooling Tower // R0 2018-7-3DmitiryNoch keine Bewertungen
- 4 Colour and Its Measurement in TextilesDokument43 Seiten4 Colour and Its Measurement in TextilesVERMADEENNoch keine Bewertungen
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Oil Shows Description: (I) Sample Under Microscope (Under White Light)Dokument1 SeiteOil Shows Description: (I) Sample Under Microscope (Under White Light)deyaa SadoonNoch keine Bewertungen
- HTML Color CodesDokument2 SeitenHTML Color CodesShreyas ShindeNoch keine Bewertungen
- Tax Invoice Paint ProductsDokument14 SeitenTax Invoice Paint ProductsRAKESH DEBNATHNoch keine Bewertungen
- Only Electro-Voice Builds Powered Loudspeakers This GoodDokument2 SeitenOnly Electro-Voice Builds Powered Loudspeakers This GoodRobert NathanNoch keine Bewertungen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Monthly Planning For The English Class PRE KINDERDokument3 SeitenMonthly Planning For The English Class PRE KINDERAdriana Erika Magariños CallaNoch keine Bewertungen
- Etnoliteratura EN LatinoaméricaDokument12 SeitenEtnoliteratura EN LatinoaméricaAracelly Pradenas MuñozNoch keine Bewertungen
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)