Das könnte Ihnen auch gefallen
- Optics & Laser Technology: M.M.A. Khan, L. Romoli, R. Ishak, M. Fiaschi, G. Dini, M. de SanctisDokument9 SeitenOptics & Laser Technology: M.M.A. Khan, L. Romoli, R. Ishak, M. Fiaschi, G. Dini, M. de SanctisLuan CaetanoNoch keine Bewertungen
- Thep Khong GiDokument9 SeitenThep Khong GiQuân BùiNoch keine Bewertungen
- Retrofitting RestorationDokument18 SeitenRetrofitting RestorationConstro FacilitatorNoch keine Bewertungen
- An Investigation of Microstructure/property Relationships in Dissimilar Welds Between Martensitic and Austenitic Stainless SteelDokument13 SeitenAn Investigation of Microstructure/property Relationships in Dissimilar Welds Between Martensitic and Austenitic Stainless SteelOrhan BAYLANNoch keine Bewertungen
- tang2012Dokument12 Seitentang2012bokeya7674Noch keine Bewertungen
- Powder Metallurgy of Stainless Steels and Composites: A Review of Mechanical Alloying and Spark Plasma SinteringDokument20 SeitenPowder Metallurgy of Stainless Steels and Composites: A Review of Mechanical Alloying and Spark Plasma Sinteringismail ismaNoch keine Bewertungen
- Tokita2020 Article MicrostructuralEvolutionAndSolDokument8 SeitenTokita2020 Article MicrostructuralEvolutionAndSolkamal touilebNoch keine Bewertungen
- Development of Nickel-Added, Iron-Based, Slag-Free, Self-Shielded Metal-Cored WireDokument10 SeitenDevelopment of Nickel-Added, Iron-Based, Slag-Free, Self-Shielded Metal-Cored WireFeray Kebeli AvcıNoch keine Bewertungen
- Cavitation Erosion of Martensitic and Austenitic Stainless Steel Welded CoatingsDokument9 SeitenCavitation Erosion of Martensitic and Austenitic Stainless Steel Welded CoatingsHenry León HenaoNoch keine Bewertungen
- Elctroslag RemeltingDokument19 SeitenElctroslag Remeltingreza chamanfarNoch keine Bewertungen
- Segregation and Banding in SteelDokument2 SeitenSegregation and Banding in SteelskluxNoch keine Bewertungen
- 293 Bohacova Rev2Dokument8 Seiten293 Bohacova Rev2Mario PerezNoch keine Bewertungen
- Acicular Ferrite and Bainite in C-MN and Low-Alloy Steel Arc Weld MetalsDokument15 SeitenAcicular Ferrite and Bainite in C-MN and Low-Alloy Steel Arc Weld MetalsFervian VersatyNoch keine Bewertungen
- Questão 01Dokument17 SeitenQuestão 01eduardoNoch keine Bewertungen
- Study On Microstructure and Mechanical Characteristics of Low-Carbon Steel and Ferritic Stainless Steel JointsDokument11 SeitenStudy On Microstructure and Mechanical Characteristics of Low-Carbon Steel and Ferritic Stainless Steel JointsChanthar SoeNoch keine Bewertungen
- Microstructure Developed in LAS & MSDokument22 SeitenMicrostructure Developed in LAS & MSSatyendra SinghNoch keine Bewertungen
- Materials Today: Proceedings: Paramjit Singh, Deepak Kumar Goyal, Amit BansalDokument6 SeitenMaterials Today: Proceedings: Paramjit Singh, Deepak Kumar Goyal, Amit BansaldcjontyNoch keine Bewertungen
- The Effect of Vanadium Micro Alloying and Hot Deformation Control On The Mechanical Properties of Structural SteelDokument4 SeitenThe Effect of Vanadium Micro Alloying and Hot Deformation Control On The Mechanical Properties of Structural SteelHany KhalifaNoch keine Bewertungen
- Ceramics International: Rasool Saeedi, Reza Shoja Razavi, Saeed Reza Bakhshi, Mohammad Erfanmanesh, Ahmad Ahmadi BaniDokument14 SeitenCeramics International: Rasool Saeedi, Reza Shoja Razavi, Saeed Reza Bakhshi, Mohammad Erfanmanesh, Ahmad Ahmadi BaniLaryNoch keine Bewertungen
- Solidification of High Speed SteelsDokument24 SeitenSolidification of High Speed SteelsSaimon VendrameNoch keine Bewertungen
- Effect of The Annealing Temperature On The Microstructure and Properties of Ausferritic Nodular Cast IronDokument6 SeitenEffect of The Annealing Temperature On The Microstructure and Properties of Ausferritic Nodular Cast IronRajat UpadhyayaNoch keine Bewertungen
- Environmental Degradation of Dissimilar Austenitic 316L and Duplex 2205 Stainless Steels Welded JointsDokument6 SeitenEnvironmental Degradation of Dissimilar Austenitic 316L and Duplex 2205 Stainless Steels Welded Jointsk.touilebNoch keine Bewertungen
- 2016 Cruz CrespoDokument12 Seiten2016 Cruz Crespolalo235Noch keine Bewertungen
- Technical Update How To Weld Maintain Stainless SteelDokument16 SeitenTechnical Update How To Weld Maintain Stainless Steeloquintero99Noch keine Bewertungen
- Wang 2011Dokument7 SeitenWang 2011wallisonkennedy014Noch keine Bewertungen
- Embrittlement of SteelDokument8 SeitenEmbrittlement of SteelMarjan SubanNoch keine Bewertungen
- IJETR021817Dokument3 SeitenIJETR021817erpublicationNoch keine Bewertungen
- Keep Your Ship in Top Shape with Transocean CoatingsDokument30 SeitenKeep Your Ship in Top Shape with Transocean CoatingsJoanna BaileyNoch keine Bewertungen
- CalikDokument5 SeitenCalikmarceloNoch keine Bewertungen
- Calik PDFDokument5 SeitenCalik PDFmarceloNoch keine Bewertungen
- Corrosion, Fire Protection and FatigueDokument3 SeitenCorrosion, Fire Protection and FatigueShakil AkhterNoch keine Bewertungen
- Results in Physics: SciencedirectDokument10 SeitenResults in Physics: SciencedirectSreejith S NairNoch keine Bewertungen
- Study of Mechanical Properties Microstru PDFDokument6 SeitenStudy of Mechanical Properties Microstru PDFAyyappanSubramanianNoch keine Bewertungen
- Maniam Et AlDokument27 SeitenManiam Et Alitsnothing at the endNoch keine Bewertungen
- Metals 13 00234 v2Dokument13 SeitenMetals 13 00234 v2songyang hanNoch keine Bewertungen
- 1-s2.0-S0308016121000223-main1Dokument11 Seiten1-s2.0-S0308016121000223-main1prabaNoch keine Bewertungen
- Quenching Heat Treatment Effects On SteeDokument5 SeitenQuenching Heat Treatment Effects On SteeYAKSEN 7Noch keine Bewertungen
- Corrosion Resistance of Cast Duplex SteelsDokument6 SeitenCorrosion Resistance of Cast Duplex SteelsGeorge DobreNoch keine Bewertungen
- Corrosion & Fire Protection in Steel StructureDokument22 SeitenCorrosion & Fire Protection in Steel Structuren_amarsinh9938Noch keine Bewertungen
- Fiber Laser WeldingDokument10 SeitenFiber Laser WeldingAnonymous GhPzn1xNoch keine Bewertungen
- Corrosion Resistance of Heat Treated X5CrNi18-10 Stainless SteelDokument6 SeitenCorrosion Resistance of Heat Treated X5CrNi18-10 Stainless SteelKis GáborNoch keine Bewertungen
- Fatigue Behavior of Martensite-Ferrite Dual Phase High Strength SteelsDokument13 SeitenFatigue Behavior of Martensite-Ferrite Dual Phase High Strength SteelsAna Emily PrentissNoch keine Bewertungen
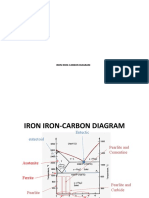
- Iron Carbon DiagramDokument44 SeitenIron Carbon DiagramThanmay B MNoch keine Bewertungen
- Mech - IJME - Thermo-Mechanical Processing - MasoudI. M - KSADokument8 SeitenMech - IJME - Thermo-Mechanical Processing - MasoudI. M - KSAiaset123100% (1)
- 2014 IJMERR SAW v3 n3 483-491Dokument12 Seiten2014 IJMERR SAW v3 n3 483-491Anang MarufNoch keine Bewertungen
- 1 s2.0 S0264127521005323 Main1Dokument15 Seiten1 s2.0 S0264127521005323 Main1Husen TaufiqNoch keine Bewertungen
- OMAE2012-83402: Environment - Induced Cracking in Weld Joints in Subsea Oil and Gas Systems - Part IDokument8 SeitenOMAE2012-83402: Environment - Induced Cracking in Weld Joints in Subsea Oil and Gas Systems - Part ILuan CaetanoNoch keine Bewertungen
- Passive Films On Stainless Steels - Chemistry, Structure and GrowthDokument12 SeitenPassive Films On Stainless Steels - Chemistry, Structure and GrowthaauriscNoch keine Bewertungen
- Machinability Study of Duplex Stainless Steel 2205 Using Cryogenic CoolantDokument6 SeitenMachinability Study of Duplex Stainless Steel 2205 Using Cryogenic CoolantirinaNoch keine Bewertungen
- Ijrdet 0715 03Dokument14 SeitenIjrdet 0715 03Chrill DsilvaNoch keine Bewertungen
- Corrosion Behaviour Corrosion Behaviour of Cold Deformed Austenitic AlloysDokument30 SeitenCorrosion Behaviour Corrosion Behaviour of Cold Deformed Austenitic AlloysAgnieszka Kurc-LisieckaNoch keine Bewertungen
- Corrosion Behavior of Welded Stainless Steel PDFDokument20 SeitenCorrosion Behavior of Welded Stainless Steel PDFLanang Dian NugrohoNoch keine Bewertungen
- 6007 (JCI Rahmita Sari 2015)Dokument10 Seiten6007 (JCI Rahmita Sari 2015)Rahmita Sari RafdinalNoch keine Bewertungen
- Bronze Alumina - JMPTDokument5 SeitenBronze Alumina - JMPTSenthil KumarNoch keine Bewertungen
- Coatings 11 00053Dokument15 SeitenCoatings 11 00053Radu CristianNoch keine Bewertungen
- Applications of Steel Fiber Reinforced ConcreteDokument6 SeitenApplications of Steel Fiber Reinforced ConcreteAlejandro RodríguezNoch keine Bewertungen
- Jmep PaperDokument15 SeitenJmep PaperSaravanan PanduranganNoch keine Bewertungen
- J MatdesDokument6 SeitenJ Matdeszefanya karstenNoch keine Bewertungen
- Selective Dissolution of Austenite in 304 by Bacterial ActivityDokument3 SeitenSelective Dissolution of Austenite in 304 by Bacterial ActivityDavid Andres Cañas SuarezNoch keine Bewertungen
- Consumables To Match Cast & Wrought Alloy 800: Astm Bs en & DinDokument3 SeitenConsumables To Match Cast & Wrought Alloy 800: Astm Bs en & Dinankitniranjan1390Noch keine Bewertungen
- 23-Measuring Fan and Motor VibrationDokument5 Seiten23-Measuring Fan and Motor Vibrationdin_thorpe3248Noch keine Bewertungen
- Materials Selection For Seawater PumpsDokument8 SeitenMaterials Selection For Seawater PumpsIjabiNoch keine Bewertungen
- HSE. Chloride Stress Corrosion Cracking in Austenitic Stainless SteelDokument62 SeitenHSE. Chloride Stress Corrosion Cracking in Austenitic Stainless Steelfallalovaldes100% (1)
- EnvelopingDokument27 SeitenEnvelopingankitniranjan1390Noch keine Bewertungen
- 23-Measuring Fan and Motor VibrationDokument5 Seiten23-Measuring Fan and Motor Vibrationdin_thorpe3248Noch keine Bewertungen
- Seismic Connections 2perDokument50 SeitenSeismic Connections 2perJessica HodgesNoch keine Bewertungen
- New Alternatives For Continuity Plates in I-Beam To Box ColumnsDokument15 SeitenNew Alternatives For Continuity Plates in I-Beam To Box ColumnstaosyeNoch keine Bewertungen
- Bulacan State University: Office of The Dean of InstructionDokument6 SeitenBulacan State University: Office of The Dean of InstructionHowon LeeNoch keine Bewertungen
- Hibbeler, Mechanics of Materials-Bending 2Dokument68 SeitenHibbeler, Mechanics of Materials-Bending 2poom2007Noch keine Bewertungen
- CVPDDokument4 SeitenCVPDmiestyNoch keine Bewertungen
- Eurocode 4 Design of Steel-Concrete Composite StructuresDokument57 SeitenEurocode 4 Design of Steel-Concrete Composite StructuresJinChongNoch keine Bewertungen
- New Zealand Adapting Austroads Design Guide 2008Dokument77 SeitenNew Zealand Adapting Austroads Design Guide 2008Ahmad Faathir WicaksonoNoch keine Bewertungen
- Basic Concept Ela 1 P1Dokument21 SeitenBasic Concept Ela 1 P1Annamalai VaidyanathanNoch keine Bewertungen
- Lecture Notes PPT 4 PDFDokument17 SeitenLecture Notes PPT 4 PDFDrRoja A RNoch keine Bewertungen
- Design of Ohe StructureDokument10 SeitenDesign of Ohe StructureAnubhav Hem Kumar JainNoch keine Bewertungen
- Committed StiffnessDokument15 SeitenCommitted StiffnessMarco Gaetani d'AragonaNoch keine Bewertungen
- Limit StateDokument23 SeitenLimit StateSubbarao Kakumanu100% (9)
- An Overview of API 579-1/ASME FFS-1 Fitness-For-Service Assessment Standard With Applications To Case StudiesDokument57 SeitenAn Overview of API 579-1/ASME FFS-1 Fitness-For-Service Assessment Standard With Applications To Case StudiesElkin PabaNoch keine Bewertungen
- ScaffoldDokument110 SeitenScaffoldJuantoro Puspo WiryolukitoNoch keine Bewertungen
- Propriedades Quânticas de Nanomateriais Utilizando A Teoria Do Funcional Densidade (DFT)Dokument13 SeitenPropriedades Quânticas de Nanomateriais Utilizando A Teoria Do Funcional Densidade (DFT)Leandro Costa Sobrinho MutucNoch keine Bewertungen
- Strip Footing and Beam Design at Grid C-CDokument3 SeitenStrip Footing and Beam Design at Grid C-CSujal MaharjanNoch keine Bewertungen
- Design Support Systems Al-Hoti TunnelDokument20 SeitenDesign Support Systems Al-Hoti TunnelVenugopala Rao RavuNoch keine Bewertungen
- DN400Dokument32 SeitenDN400ersivarajNoch keine Bewertungen
- Kumaran PDFDokument46 SeitenKumaran PDFmitthu23Noch keine Bewertungen
- UPUM Brochure - Structural IntegrityDokument2 SeitenUPUM Brochure - Structural IntegrityzulhelmyNoch keine Bewertungen
- Khanz e ZhangDokument14 SeitenKhanz e ZhangRosemeri BasilioNoch keine Bewertungen
- Friction: Reference: Theory of Machines by R.S. Khurmi & J.K.GuptaDokument17 SeitenFriction: Reference: Theory of Machines by R.S. Khurmi & J.K.GuptaSaad AliKhan100% (2)
- Unit 1 - How To Access The Portal: Assignment 0Dokument6 SeitenUnit 1 - How To Access The Portal: Assignment 0Arslan HassanNoch keine Bewertungen
- DRAFT - : Fracture Properties and Fatigue Cracking Resistance of Asphalt BindersDokument58 SeitenDRAFT - : Fracture Properties and Fatigue Cracking Resistance of Asphalt BindersEsra'a AlhajNoch keine Bewertungen
- SUP10HT MasterbondDokument2 SeitenSUP10HT MasterbondShai KvetnyNoch keine Bewertungen
- FinDokument3 SeitenFinTVP_contechNoch keine Bewertungen
- Heat TransferDokument2 SeitenHeat TransferbhupindersinghthakurNoch keine Bewertungen
- Cross-Hole Sonic Logging Test For PilesDokument11 SeitenCross-Hole Sonic Logging Test For PilesbatteekhNoch keine Bewertungen
- Data Sheets FajasDokument12 SeitenData Sheets FajasGonzalo Rosales JuarezNoch keine Bewertungen
- Creanza 30x60cm Wall E-Catalogue Jan 20Dokument60 SeitenCreanza 30x60cm Wall E-Catalogue Jan 20Sukanya SindagiNoch keine Bewertungen