Das könnte Ihnen auch gefallen
- Process Systems and Materials for CO2 Capture: Modelling, Design, Control and IntegrationVon EverandProcess Systems and Materials for CO2 Capture: Modelling, Design, Control and IntegrationAthanasios I. PapadopoulosNoch keine Bewertungen
- Natural Gas Processing from Midstream to DownstreamVon EverandNatural Gas Processing from Midstream to DownstreamNimir O. ElbashirNoch keine Bewertungen
- SuperClaus Dynawave Sulphur MagazineDokument4 SeitenSuperClaus Dynawave Sulphur Magazinemc_tempNoch keine Bewertungen
- 2019 March AFPM AM DUPONT CNOOC Paper - CNOOC Experience With The IsoThermingDokument19 Seiten2019 March AFPM AM DUPONT CNOOC Paper - CNOOC Experience With The IsoThermingPervaiz RizviNoch keine Bewertungen
- Sulphur RecoveryDokument5 SeitenSulphur RecoveryputrialdrianaNoch keine Bewertungen
- Topsoe Wet Gas Sulphuric Acid (WSA) TechnologyDokument8 SeitenTopsoe Wet Gas Sulphuric Acid (WSA) Technologytsaleh100% (1)
- Mitigation Strategy For Sulfur Deposits in Gas PipelinesDokument2 SeitenMitigation Strategy For Sulfur Deposits in Gas PipelinesNorfolking100% (1)
- Claus Sulphur Recovery OptionsDokument8 SeitenClaus Sulphur Recovery Optionsabhisekju2003Noch keine Bewertungen
- A Proposed Comprehensive Model For Elevated Flare Flames and PlumesDokument39 SeitenA Proposed Comprehensive Model For Elevated Flare Flames and PlumesAníbal MellanoNoch keine Bewertungen
- 17 - Residue Upgradation 1Dokument22 Seiten17 - Residue Upgradation 1SHREENoch keine Bewertungen
- Amine Expert Company PDFDokument2 SeitenAmine Expert Company PDFWajid NizamiNoch keine Bewertungen
- Cryogenic Techniques JT Vs Expander Limitations Benefits PDFDokument35 SeitenCryogenic Techniques JT Vs Expander Limitations Benefits PDFMostafa SharafNoch keine Bewertungen
- Sulphur Recovery, HYSYS, GPSA-Conversion ReactorsDokument3 SeitenSulphur Recovery, HYSYS, GPSA-Conversion ReactorsBindu joglekarNoch keine Bewertungen
- Oxy Enrich Process For Capacity Enhancement of Claus Based Sulfur Recovery UnitDokument22 SeitenOxy Enrich Process For Capacity Enhancement of Claus Based Sulfur Recovery Unitsara25dec689288Noch keine Bewertungen
- Sulphur Line ExperiencesDokument17 SeitenSulphur Line ExperiencesscaranoNoch keine Bewertungen
- PRT RelianceDokument26 SeitenPRT Relianceficky_iitdNoch keine Bewertungen
- 2014 Suphur Mag Article S-354-WasteHeatBoilers PMIDokument4 Seiten2014 Suphur Mag Article S-354-WasteHeatBoilers PMIEjaj SiddiquiNoch keine Bewertungen
- A Comparison of Physical Solvents For Acid Gas Removal PDFDokument10 SeitenA Comparison of Physical Solvents For Acid Gas Removal PDFVirnia PatziNoch keine Bewertungen
- Troubleshooting Vacuum Unit Revamp - TDokument6 SeitenTroubleshooting Vacuum Unit Revamp - TRafeek Emad AbdElkaderNoch keine Bewertungen
- AlkyDokument37 SeitenAlkyMỹ PhanNoch keine Bewertungen
- BurnersDokument4 SeitenBurnersDhanny Miharja100% (1)
- Haldor Topsoe Hter First ExperiencesDokument8 SeitenHaldor Topsoe Hter First ExperiencesGeorge Van BommelNoch keine Bewertungen
- 13 Steam StrippersDokument10 Seiten13 Steam StrippersMohsin EhsanNoch keine Bewertungen
- FCC and ParametersDokument18 SeitenFCC and ParametersIOCPCNoch keine Bewertungen
- Ultralow NOx BurnersDokument3 SeitenUltralow NOx Burnersdatalogger123456100% (2)
- Thermal OxidisersDokument6 SeitenThermal OxidisersMohammed AlShammasiNoch keine Bewertungen
- 6d KEP Technology UpdateDokument4 Seiten6d KEP Technology UpdatecuongckNoch keine Bewertungen
- CO Capture and Storage: Options and Challenges For The Cement IndustryDokument49 SeitenCO Capture and Storage: Options and Challenges For The Cement IndustryMohamedRaahimNoch keine Bewertungen
- Alternate Routes To Produce Paraxylene PDFDokument19 SeitenAlternate Routes To Produce Paraxylene PDFRavikumar K YNoch keine Bewertungen
- Aspen Plus® Process Simulation of Calcium Looping With Different Indirect Calciner Heat Transfer Concepts - ScienceDirectDokument10 SeitenAspen Plus® Process Simulation of Calcium Looping With Different Indirect Calciner Heat Transfer Concepts - ScienceDirectZhofran BintangNoch keine Bewertungen
- Reformer Tube Repl After 11 Years - A Paper PresentationDokument16 SeitenReformer Tube Repl After 11 Years - A Paper PresentationSIVASANKARANNoch keine Bewertungen
- FCC UnitDokument28 SeitenFCC UnitMohsin KhanNoch keine Bewertungen
- Ben FieldDokument10 SeitenBen FieldashmitharajaNoch keine Bewertungen
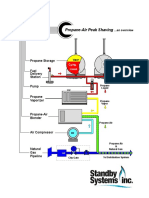
- Propane Peak Overview PDFDokument20 SeitenPropane Peak Overview PDFAnonymous OktZOVjem7Noch keine Bewertungen
- Our Tail Gas Unit Is Performing Below Spec-EnglishDokument1 SeiteOur Tail Gas Unit Is Performing Below Spec-EnglishmohanspathakNoch keine Bewertungen
- Eliminating The Claus FurnaceDokument9 SeitenEliminating The Claus Furnaceoujda1977Noch keine Bewertungen
- Steam Turbines For Waste To EnergyDokument4 SeitenSteam Turbines For Waste To EnergyMANIU RADU-GEORGIANNoch keine Bewertungen
- Using A Car Seal To Lock A Ball ValveDokument30 SeitenUsing A Car Seal To Lock A Ball ValvesnamprogNoch keine Bewertungen
- Driving Expander TechnologyDokument24 SeitenDriving Expander TechnologysajadranjbaranNoch keine Bewertungen
- Hydrotreating & Hydrocracking Process Technology Training Course - PetroKnowledgeDokument3 SeitenHydrotreating & Hydrocracking Process Technology Training Course - PetroKnowledgenishilgeorgeNoch keine Bewertungen
- LPG RecoveryDokument5 SeitenLPG RecoverymusaveerNoch keine Bewertungen
- A Novel and Cost-Effective H2S Removal Technology Using Tire Derived Rubber ParticlesDokument93 SeitenA Novel and Cost-Effective H2S Removal Technology Using Tire Derived Rubber Particlesscm996Noch keine Bewertungen
- Steam Reforming Common ProblemsDokument61 SeitenSteam Reforming Common ProblemsBilalNoch keine Bewertungen
- Claus ProcessDokument8 SeitenClaus ProcessAnkit KumarNoch keine Bewertungen
- Hydrogen Sulfide (H S) Production Technology: The Worldwide Market For H2S Continues To Grow at An Impressive RateDokument4 SeitenHydrogen Sulfide (H S) Production Technology: The Worldwide Market For H2S Continues To Grow at An Impressive Rateingegnere1234100% (1)
- The Octane Numbers of Ethanol Blended With Gasoline and Its SurrogatesDokument13 SeitenThe Octane Numbers of Ethanol Blended With Gasoline and Its Surrogatesely_hernandez2010Noch keine Bewertungen
- Hydrotreating - UOP - A Honeywell CompanyDokument59 SeitenHydrotreating - UOP - A Honeywell CompanySamNoch keine Bewertungen
- Catalytic: Reactivities, Networks, Kinetics High-Pressure HydroprocessingDokument38 SeitenCatalytic: Reactivities, Networks, Kinetics High-Pressure HydroprocessingEdgar ZitroNoch keine Bewertungen
- 2019-Design of Helical Coil Heat Exchanger For A Mini Power Plant PDFDokument11 Seiten2019-Design of Helical Coil Heat Exchanger For A Mini Power Plant PDFAshish AgrawalNoch keine Bewertungen
- Kettle TrouhleshootingDokument8 SeitenKettle TrouhleshootingForcus onNoch keine Bewertungen
- Divided Wall Column 496Dokument6 SeitenDivided Wall Column 496GeorgeNoch keine Bewertungen
- Zeeco Burner Data SheetDokument15 SeitenZeeco Burner Data SheetPlutone ErmoghidestoNoch keine Bewertungen
- 2014 PTQ q4Dokument156 Seiten2014 PTQ q4digeca100% (1)
- General Reactor Model - GTC TechnologyDokument7 SeitenGeneral Reactor Model - GTC TechnologyWiroon Tanthapanichakoon CharlesNoch keine Bewertungen
- Topsoe Sec Ref Cat RKS 2Dokument5 SeitenTopsoe Sec Ref Cat RKS 2Vo Duc Minh MinhNoch keine Bewertungen
- Incineration of Municipal Waste: Specialized Seminars on Incinerator Emissions of Heavy Metals and Particulates, Copenhagen, 18–19 September 1985 and Emission of Trace Organics from Municipal Solid Waste Incinerators, Copenhagen, 20–22 January 1987Von EverandIncineration of Municipal Waste: Specialized Seminars on Incinerator Emissions of Heavy Metals and Particulates, Copenhagen, 18–19 September 1985 and Emission of Trace Organics from Municipal Solid Waste Incinerators, Copenhagen, 20–22 January 1987Robert B. DeanNoch keine Bewertungen
- Multiphase Reactor Engineering for Clean and Low-Carbon Energy ApplicationsVon EverandMultiphase Reactor Engineering for Clean and Low-Carbon Energy ApplicationsYi ChengNoch keine Bewertungen
- Proceedings of the Twelfth International Cryogenic Engineering Conference Southampton, UK, 12–15 July 1988Von EverandProceedings of the Twelfth International Cryogenic Engineering Conference Southampton, UK, 12–15 July 1988R. G. ScurlockNoch keine Bewertungen
- High-Pressure Fluid Phase Equilibria: Phenomenology and ComputationVon EverandHigh-Pressure Fluid Phase Equilibria: Phenomenology and ComputationNoch keine Bewertungen
- Anhydrous Ammonia Tank Car Checklist: HAT YOU CAN DODokument2 SeitenAnhydrous Ammonia Tank Car Checklist: HAT YOU CAN DOVictor VazquezNoch keine Bewertungen
- Patent Application Publication (10) Pub. No.: US 2014/033.0053 A1Dokument6 SeitenPatent Application Publication (10) Pub. No.: US 2014/033.0053 A1Victor VazquezNoch keine Bewertungen
- Design Fractionating Columns: Entrainment and CapacityDokument6 SeitenDesign Fractionating Columns: Entrainment and CapacityVictor VazquezNoch keine Bewertungen
- Flash Steam: Are You Venting (Flash) Steam To Atmosphere?: Best PracticesDokument3 SeitenFlash Steam: Are You Venting (Flash) Steam To Atmosphere?: Best PracticesVictor VazquezNoch keine Bewertungen
- Feed-Gas Molecular Weight Affects Centrifugal Compressor EfficiencyDokument6 SeitenFeed-Gas Molecular Weight Affects Centrifugal Compressor EfficiencyVictor VazquezNoch keine Bewertungen
- January: Chemical Vol. 30, P. 1447. Pergamon Press. Printed in Great BritainDokument2 SeitenJanuary: Chemical Vol. 30, P. 1447. Pergamon Press. Printed in Great BritainVictor VazquezNoch keine Bewertungen
- Conversion of Wet Flow Rate To Dry Flow Rate Bruce Burton, Research and Development Manager 10-15-1999Dokument3 SeitenConversion of Wet Flow Rate To Dry Flow Rate Bruce Burton, Research and Development Manager 10-15-1999Victor VazquezNoch keine Bewertungen
- SyedmujahedalirizwanDokument6 SeitenSyedmujahedalirizwanVictor VazquezNoch keine Bewertungen
- 1936 Methacrylate ResinsDokument4 Seiten1936 Methacrylate ResinsVictor VazquezNoch keine Bewertungen
- Model Atom' Z: Bohr'sDokument3 SeitenModel Atom' Z: Bohr'sVictor VazquezNoch keine Bewertungen
- pmwj27 Oct2014 Wain Updating The Lang Factor Featured Paper PDFDokument17 Seitenpmwj27 Oct2014 Wain Updating The Lang Factor Featured Paper PDFVictor VazquezNoch keine Bewertungen
- Wasif:: Fierties of Sulphuric Acid Solutions. PartDokument3 SeitenWasif:: Fierties of Sulphuric Acid Solutions. PartVictor VazquezNoch keine Bewertungen
- THE OF The Liquid and The Critical: Density NearDokument3 SeitenTHE OF The Liquid and The Critical: Density NearVictor VazquezNoch keine Bewertungen
- Packed TowersDokument6 SeitenPacked TowersVictor VazquezNoch keine Bewertungen
- Approaches To Simulating Distillation and Absorption: Figure 1 Ancient Greek StillDokument2 SeitenApproaches To Simulating Distillation and Absorption: Figure 1 Ancient Greek StillVictor VazquezNoch keine Bewertungen
- Fertilizer Analysis ProtocolDokument24 SeitenFertilizer Analysis ProtocolFaiz50% (2)
- Worksheet 25 Redox KeyDokument7 SeitenWorksheet 25 Redox KeysamareshcmondalNoch keine Bewertungen
- Reinforcekit Beam Fiche TechniqueDokument24 SeitenReinforcekit Beam Fiche TechniqueAmel RADJEFNoch keine Bewertungen
- Design and Manufacturing of Job Rotary Welding (SPM)Dokument4 SeitenDesign and Manufacturing of Job Rotary Welding (SPM)Sanath KumarNoch keine Bewertungen
- Rules For Iupac NomenclatureDokument8 SeitenRules For Iupac NomenclaturexanshahNoch keine Bewertungen
- Chemical ReactionDokument75 SeitenChemical ReactionMj Gvrra100% (1)
- Comfort Air PDFDokument79 SeitenComfort Air PDFSunny OoiNoch keine Bewertungen
- 10 1 1 261 2208Dokument4 Seiten10 1 1 261 2208Hirma Naufal RahmawatiNoch keine Bewertungen
- Nickel Aluminum Bronze GuideDokument9 SeitenNickel Aluminum Bronze GuideAnoir AkkariNoch keine Bewertungen
- Isomerism PracticeDokument2 SeitenIsomerism PracticeBarshan BanikNoch keine Bewertungen
- Assignment 2-VLSI TECHDokument2 SeitenAssignment 2-VLSI TECHSwetha KNoch keine Bewertungen
- Physical and Chemical Stability and Excipient CompatibilityDokument12 SeitenPhysical and Chemical Stability and Excipient CompatibilityRebecca ChenNoch keine Bewertungen
- Stoichiometry LabDokument8 SeitenStoichiometry Labapi-239478024Noch keine Bewertungen
- ETİBOR-48: Sodium Tetraborate Pentahydrate (Na B O .5H O)Dokument7 SeitenETİBOR-48: Sodium Tetraborate Pentahydrate (Na B O .5H O)Üstün Onur BaktırNoch keine Bewertungen
- Program Pecutan Akhir Chemistry SPM 2012 2Dokument14 SeitenProgram Pecutan Akhir Chemistry SPM 2012 2Zuliana ZolkafliNoch keine Bewertungen
- Latihan NacecongratulationsDokument13 SeitenLatihan NacecongratulationsPadma Pangreksa75% (4)
- 7 - Why Is The Ocean SaltyDokument7 Seiten7 - Why Is The Ocean SaltyA dumNoch keine Bewertungen
- BASF CAT-003091 SorbeadAir TechArticle A4 04Dokument4 SeitenBASF CAT-003091 SorbeadAir TechArticle A4 04Amir RahbariNoch keine Bewertungen
- Edexcel Biology IGCSE: 2.9: Food TestsDokument38 SeitenEdexcel Biology IGCSE: 2.9: Food TestsMinhajul Islam MahinNoch keine Bewertungen
- Hydrocarbon ManagementDokument37 SeitenHydrocarbon ManagementVangelis KounoupasNoch keine Bewertungen
- Bs Medical Technology: First Year - First Semester Module - IiiDokument10 SeitenBs Medical Technology: First Year - First Semester Module - IiiArjune PantallanoNoch keine Bewertungen
- Thermal Spray Coatings: Ads Ta, E'Dokument6 SeitenThermal Spray Coatings: Ads Ta, E'Darryl007Noch keine Bewertungen
- Fuels and Lubricants TrainingDokument98 SeitenFuels and Lubricants Trainingchane15Noch keine Bewertungen
- Exe 3Dokument29 SeitenExe 3AkashGauravNoch keine Bewertungen
- Mdp2p NitroalkylationDokument2 SeitenMdp2p NitroalkylationMary RossNoch keine Bewertungen
- UNS S32205: Duplex Stainless 2205 (UNS S32205) Is A Chromium-Nickel-Molybdenum-Nitrogen Stainless SteelDokument3 SeitenUNS S32205: Duplex Stainless 2205 (UNS S32205) Is A Chromium-Nickel-Molybdenum-Nitrogen Stainless SteelCemerlang StudiNoch keine Bewertungen
- 19 Petrucci10e CSMDokument52 Seiten19 Petrucci10e CSMPhạm Hoàng NamNoch keine Bewertungen
- NLC 4Dokument15 SeitenNLC 4vidhi parekhNoch keine Bewertungen
- Salttext SingleDokument201 SeitenSalttext SingleJiHyun ParkNoch keine Bewertungen
- Aldol Condensation Web PDFDokument12 SeitenAldol Condensation Web PDFDaniel Elias Diaz MerinoNoch keine Bewertungen