Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- RL 396 17 StateDokument7 SeitenRL 396 17 StateCharles JacobNoch keine Bewertungen
- Henri Sainte-Claire DevilleDokument8 SeitenHenri Sainte-Claire DevilleCharles JacobNoch keine Bewertungen
- 00 ContentsDokument56 Seiten00 ContentsCharles JacobNoch keine Bewertungen
- !indx PipDokument18 Seiten!indx PipCharles JacobNoch keine Bewertungen
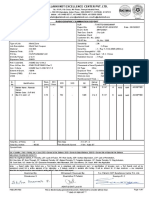
- Pallakki NDT Excellence Center Pvt. LTD.: Radiographic Examination ReportDokument1 SeitePallakki NDT Excellence Center Pvt. LTD.: Radiographic Examination ReportCharles JacobNoch keine Bewertungen
- About The Knowledge TestDokument4 SeitenAbout The Knowledge TestCharles JacobNoch keine Bewertungen
- THE ALL-NEW XL666 BrochureDokument15 SeitenTHE ALL-NEW XL666 BrochureCharles JacobNoch keine Bewertungen
- The Hare-Clarke Controversy Over The Invention of The Improved Gas BlowpipeDokument6 SeitenThe Hare-Clarke Controversy Over The Invention of The Improved Gas BlowpipeCharles JacobNoch keine Bewertungen
- Pipe FitterDokument4 SeitenPipe FitterVasanth SubbiahNoch keine Bewertungen
- Lilawati or A Treatise On ArithmeticDokument233 SeitenLilawati or A Treatise On Arithmeticsatish kumarNoch keine Bewertungen
- Use of N2 Gas For Purging in GTAW of SSDokument4 SeitenUse of N2 Gas For Purging in GTAW of SSrondulf goNoch keine Bewertungen
- ED57 Big Blue 400 Pro EnglsihDokument8 SeitenED57 Big Blue 400 Pro EnglsihCharles JacobNoch keine Bewertungen
- 2020 Price List: Certification ProgramsDokument2 Seiten2020 Price List: Certification ProgramsCharles JacobNoch keine Bewertungen
- Weldingguide ENGDokument518 SeitenWeldingguide ENGBoris Kozjan0% (1)
- Question Paper and Answer Key: Mathematics (MA)Dokument25 SeitenQuestion Paper and Answer Key: Mathematics (MA)Charles JacobNoch keine Bewertungen
- Quantitative AptitudeDokument2 SeitenQuantitative AptitudeSivakumar MNoch keine Bewertungen
- Minimum Requirements For The Education, Examination and QualificationDokument34 SeitenMinimum Requirements For The Education, Examination and QualificationАнтон ХруцкийNoch keine Bewertungen
- Team-BHP PDI Checklist PDFDokument3 SeitenTeam-BHP PDI Checklist PDFCharles JacobNoch keine Bewertungen
- Web Work PDFDokument39 SeitenWeb Work PDFCharles JacobNoch keine Bewertungen
- ASME B31.3 Interpretations No. 14: General Information BeenDokument10 SeitenASME B31.3 Interpretations No. 14: General Information Beenchuck_sbNoch keine Bewertungen
- Railways Tourism, Retiring Rooms, Holidays Customized Tours, LTC Tours, Maharajas, MahaparinirvanDokument2 SeitenRailways Tourism, Retiring Rooms, Holidays Customized Tours, LTC Tours, Maharajas, MahaparinirvanCharles JacobNoch keine Bewertungen
- Metallurgical Engineering SyllabusDokument2 SeitenMetallurgical Engineering Syllabusrahul44311gmailcomNoch keine Bewertungen
- Railways Tourism, Retiring Rooms, Holidays Customized Tours, LTC Tours, Maharajas, MahaparinirvanDokument2 SeitenRailways Tourism, Retiring Rooms, Holidays Customized Tours, LTC Tours, Maharajas, MahaparinirvanCharles JacobNoch keine Bewertungen
- ExhibitorList 2018Dokument68 SeitenExhibitorList 2018Charles JacobNoch keine Bewertungen
- Wit T 2008PVDokument6 SeitenWit T 2008PVCharles JacobNoch keine Bewertungen
- Excon 2019 - Visitor RegistrationDokument2 SeitenExcon 2019 - Visitor RegistrationCharles JacobNoch keine Bewertungen
- Code of ConductDokument1 SeiteCode of Conductangeloflight179Noch keine Bewertungen
- 820 PDFDokument19 Seiten820 PDFCharles JacobNoch keine Bewertungen
- Scope Is ISO 9606 - 1. ExaminerDokument5 SeitenScope Is ISO 9606 - 1. ExaminerkaelcorbettNoch keine Bewertungen
- EnveloperyDokument11 SeitenEnveloperyCharles JacobNoch keine Bewertungen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Book 7Dokument21 SeitenBook 7vasuNoch keine Bewertungen
- APSM WPS 008R Rev. 0Dokument3 SeitenAPSM WPS 008R Rev. 0Amir NorNoch keine Bewertungen
- Instructions of Laser Welding SoftwareDokument17 SeitenInstructions of Laser Welding SoftwareBob FazrilNoch keine Bewertungen
- Welding (Unit Iv)Dokument19 SeitenWelding (Unit Iv)Susheel GuptaNoch keine Bewertungen
- Ferroline enDokument4 SeitenFerroline enBert BertinsNoch keine Bewertungen
- Bhel Haridwar - Training Report - 800 MW Bar CIM Block 4 (EEE)Dokument27 SeitenBhel Haridwar - Training Report - 800 MW Bar CIM Block 4 (EEE)Amit Kumar67% (6)
- Welding Procedure SpecificationDokument5 SeitenWelding Procedure SpecificationFranklin londono0% (1)
- Bulk Storage TankDokument37 SeitenBulk Storage TankAntony JopenNoch keine Bewertungen
- Oxyfuel Gas Welding (OFW) : ©2010 John Wiley & Sons, Inc. M P GrooverDokument12 SeitenOxyfuel Gas Welding (OFW) : ©2010 John Wiley & Sons, Inc. M P GrooverMr-Mk MughalNoch keine Bewertungen
- Flyer Powersource Motoweld-Rl350 e 02.2017Dokument8 SeitenFlyer Powersource Motoweld-Rl350 e 02.2017Jorge Martinez PeraltaNoch keine Bewertungen
- 14250A ch3 PDFDokument82 Seiten14250A ch3 PDFKamarul NizamNoch keine Bewertungen
- Welding Inspection Q and Ans.Dokument20 SeitenWelding Inspection Q and Ans.Ashwani Dogra100% (2)
- AGA Handbook Shielding Gas Welding UKDokument52 SeitenAGA Handbook Shielding Gas Welding UKScott Trainor100% (2)
- Orbital WeldingDokument4 SeitenOrbital WeldingDhruv BhatiaNoch keine Bewertungen
- Metals and How To Weld Nickel Alloys Like Inconel 718Dokument39 SeitenMetals and How To Weld Nickel Alloys Like Inconel 718Erick Hogan100% (1)
- GneraldiscsinDokument26 SeitenGneraldiscsinShabbir KhanNoch keine Bewertungen
- Arc Welding PDFDokument329 SeitenArc Welding PDFMEHMET TÜRKERNoch keine Bewertungen
- Welding and Materials-At A Glance06,07,2013Dokument65 SeitenWelding and Materials-At A Glance06,07,201355312714Noch keine Bewertungen
- Welding of Stainless SteelDokument103 SeitenWelding of Stainless SteelJaime Iván Vera Melgar100% (4)
- Kang 2009Dokument6 SeitenKang 2009dietersimaNoch keine Bewertungen
- TriMark Metalloy 80N1Dokument2 SeitenTriMark Metalloy 80N1Claudia MmsNoch keine Bewertungen
- DuraGal Easy Welding GuideDokument28 SeitenDuraGal Easy Welding Guidedoshi78Noch keine Bewertungen
- Bedienungsanleitung BMK-8U 12W 01.08.2015 EnglischDokument70 SeitenBedienungsanleitung BMK-8U 12W 01.08.2015 EnglischRaksangob LiveNoch keine Bewertungen
- Welding DefectsDokument8 SeitenWelding DefectssbmmlaNoch keine Bewertungen
- Precautions and Safe Practices For Arc Welding Cutting and GougingDokument36 SeitenPrecautions and Safe Practices For Arc Welding Cutting and GougingbkrentzspNoch keine Bewertungen
- ASME IX Interpretation-Part9Dokument36 SeitenASME IX Interpretation-Part9kevin herry100% (1)
- 01 Welding ProcessDokument42 Seiten01 Welding ProcessbalamuruganNoch keine Bewertungen
- ESAB Transportation Catalogue 201181132250 20118916190 PDFDokument68 SeitenESAB Transportation Catalogue 201181132250 20118916190 PDFcengizarda1979Noch keine Bewertungen
- Welding Handbook v68Dokument390 SeitenWelding Handbook v68Bryan Brito100% (1)