Das könnte Ihnen auch gefallen
- My LiL BargelloDokument6 SeitenMy LiL BargelloBecky Garcia42% (12)
- Study of Transmitted Speed of Drafting Zone On Roving Frame (FL-16) and Ring Frame (Ry-5) by Gearing Method.Dokument5 SeitenStudy of Transmitted Speed of Drafting Zone On Roving Frame (FL-16) and Ring Frame (Ry-5) by Gearing Method.Nain JNoch keine Bewertungen
- B Des FT 1 PDFDokument9 SeitenB Des FT 1 PDFSushil Bishnoi0% (3)
- Ring Spinning MachineDokument11 SeitenRing Spinning MachinePradip Gupta100% (1)
- British GQ-July 2021Dokument194 SeitenBritish GQ-July 2021Gavril Bogdan50% (4)
- Basic NålbindingDokument4 SeitenBasic NålbindingJames Taylor100% (2)
- Yarn-1, Report On Mill VisitDokument11 SeitenYarn-1, Report On Mill VisitBoier Sesh Pata100% (2)
- Modern Cotton Spinning Machinery, Its Principles and ConstructionVon EverandModern Cotton Spinning Machinery, Its Principles and ConstructionNoch keine Bewertungen
- Fabric IV PPT MahasinDokument12 SeitenFabric IV PPT MahasinS.m. MahasinNoch keine Bewertungen
- Inspection of Waste Extracted by Different Machines of Spinning Department.Dokument3 SeitenInspection of Waste Extracted by Different Machines of Spinning Department.Ammar Naeem BhattiNoch keine Bewertungen
- An Assignment On Double Chute Feed SystemDokument11 SeitenAn Assignment On Double Chute Feed SystemShawan Roy100% (1)
- Yarn Lab ReportDokument6 SeitenYarn Lab ReportYeasin ArafatNoch keine Bewertungen
- Friction SpinningDokument39 SeitenFriction SpinningPåñdît ẞhyãmãñtãk MãñîNoch keine Bewertungen
- Study On Different Types of Card Clothing Used in Carding MachineDokument6 SeitenStudy On Different Types of Card Clothing Used in Carding MachineAbhishek BiswasNoch keine Bewertungen
- Manufacturing of Needle Punched NonwovenDokument14 SeitenManufacturing of Needle Punched NonwovenKareena Kalla100% (1)
- Experiment No: 01 Experiment Name: Study On The Passage Diagram and General Description of RingDokument2 SeitenExperiment No: 01 Experiment Name: Study On The Passage Diagram and General Description of RingSaif Anwar100% (1)
- Draw FrameDokument50 SeitenDraw FrameDev Narayan KushwahaNoch keine Bewertungen
- Pattern and Selection DevicesDokument18 SeitenPattern and Selection DevicesAtaur RahmanNoch keine Bewertungen
- Elements of Circular KnittingDokument5 SeitenElements of Circular KnittingSanika JoshiNoch keine Bewertungen
- Looper and Spreader Mechanism of Flatlock MachineDokument5 SeitenLooper and Spreader Mechanism of Flatlock MachineTauqeer Raza100% (1)
- Title of The Project ThesisDokument87 SeitenTitle of The Project ThesisIrfan IqbalNoch keine Bewertungen
- (1.2c) Auxiliary Mechanism-Weft Fork (Side)Dokument10 Seiten(1.2c) Auxiliary Mechanism-Weft Fork (Side)sukanya prasadNoch keine Bewertungen
- Marker MakingDokument10 SeitenMarker MakingRatul HasanNoch keine Bewertungen
- Practical Observation of Material Flow On Ring-Fame, Auto Cone Rotor SpinningDokument5 SeitenPractical Observation of Material Flow On Ring-Fame, Auto Cone Rotor SpinningTalha saeedNoch keine Bewertungen
- Learning Outcomes of This Week: The Students Will Be Able ToDokument24 SeitenLearning Outcomes of This Week: The Students Will Be Able ToTalha saeedNoch keine Bewertungen
- Study of The Threading of Overlock MachineDokument4 SeitenStudy of The Threading of Overlock Machineتحسین قائم خانی100% (1)
- Picking in Projectile LoomDokument2 SeitenPicking in Projectile LoomAniket Khot100% (2)
- Primary MotionsDokument59 SeitenPrimary Motionsafroja hossainNoch keine Bewertungen
- FalseDokument8 SeitenFalseShailendra MishraNoch keine Bewertungen
- Bobtex Spinning ProcessDokument8 SeitenBobtex Spinning Processvermadeen0% (1)
- Ornamantation in SelvagesDokument18 SeitenOrnamantation in SelvagesSatish Kulkarni100% (1)
- Assignment On Under Picking MechanismDokument3 SeitenAssignment On Under Picking MechanismZAyedNoch keine Bewertungen
- Weft Knitting PrincipleDokument11 SeitenWeft Knitting PrincipleTamanna AhmedNoch keine Bewertungen
- 3rd Revise Introduction To YM (TE-2111 Fall 2019)Dokument17 Seiten3rd Revise Introduction To YM (TE-2111 Fall 2019)Aftab Amin0% (1)
- Basic Operations in The BlowroomDokument7 SeitenBasic Operations in The BlowroomVikrant KanugondaNoch keine Bewertungen
- Study of Loop Formation Process On 1x1 V-Bed Rib Knitting MachineDokument12 SeitenStudy of Loop Formation Process On 1x1 V-Bed Rib Knitting MachineIAEME PublicationNoch keine Bewertungen
- Working Procedure of Comber MachineDokument3 SeitenWorking Procedure of Comber MachineRatul HasanNoch keine Bewertungen
- Study The Different Parts of Straight Knife CutterDokument7 SeitenStudy The Different Parts of Straight Knife CutterRehan SaeediNoch keine Bewertungen
- 3D Woven FabricDokument9 Seiten3D Woven FabricCrystal NewmanNoch keine Bewertungen
- Introduction To CombingDokument12 SeitenIntroduction To CombingMujahid MehdiNoch keine Bewertungen
- Course: Yarn Manufacturing 2Dokument24 SeitenCourse: Yarn Manufacturing 2fekadeNoch keine Bewertungen
- Lap Former Machine - Features of Lap Former Machine - Textile LearnerDokument1 SeiteLap Former Machine - Features of Lap Former Machine - Textile LearnerTanmay JagetiaNoch keine Bewertungen
- Blowroom: Basic Operations in The BlowroomDokument3 SeitenBlowroom: Basic Operations in The BlowroomIndu VikasiniNoch keine Bewertungen
- Dobby SheddingDokument12 SeitenDobby SheddingShanto MaloNoch keine Bewertungen
- Weft Knitting PDFDokument64 SeitenWeft Knitting PDFBala SaravananNoch keine Bewertungen
- Bobtex Spinning TechnologyDokument13 SeitenBobtex Spinning Technologychinmay566679950% (1)
- Study On Multiphase Weaving Machine.Dokument11 SeitenStudy On Multiphase Weaving Machine.Naimul Hasan100% (1)
- Single Jersey FabricDokument4 SeitenSingle Jersey FabricMrcr Kapzap0% (1)
- Yarn Manufacturing Tandem CardingDokument5 SeitenYarn Manufacturing Tandem CardingIndrajit BoseNoch keine Bewertungen
- Cardingmachine 140324082245 Phpapp01Dokument33 SeitenCardingmachine 140324082245 Phpapp01SantoshNoch keine Bewertungen
- Mechanical FinishingDokument23 SeitenMechanical Finishingmahes_texNoch keine Bewertungen
- Patterning in Weft Knitting: Waqas AshrafDokument33 SeitenPatterning in Weft Knitting: Waqas AshrafHifza khalidNoch keine Bewertungen
- Backed FabricsDokument5 SeitenBacked FabricsRashadul Islam WalidNoch keine Bewertungen
- Shed Geometry ElementsDokument21 SeitenShed Geometry ElementsMuhammad Ahsan Mir100% (3)
- Raymond UCO DenimDokument25 SeitenRaymond UCO DenimChaitanya Gajbhiye100% (1)
- Carr and Latham's Technology of Clothing ManufactureVon EverandCarr and Latham's Technology of Clothing ManufactureDavid J. TylerBewertung: 4 von 5 Sternen4/5 (1)
- The Jacquard Machine Analyzed and Explained: With an appendix on the preparation of jacquard cards, and practical hints to learners of jacquard designingVon EverandThe Jacquard Machine Analyzed and Explained: With an appendix on the preparation of jacquard cards, and practical hints to learners of jacquard designingNoch keine Bewertungen
- Mixing:: Basic Tasks of Blow RoomDokument9 SeitenMixing:: Basic Tasks of Blow RoommohitNoch keine Bewertungen
- Study of Comber MachineDokument6 SeitenStudy of Comber MachineNaimul Hasan0% (1)
- Mercer IzationDokument23 SeitenMercer IzationanowartexNoch keine Bewertungen
- Sadaqat Limited: Packing List / Weight ListDokument1 SeiteSadaqat Limited: Packing List / Weight ListFurqanNoch keine Bewertungen
- Christian DiorDokument5 SeitenChristian DiorLuu Vân AnhNoch keine Bewertungen
- SrilankaDokument17 SeitenSrilankamax0% (1)
- Part 1Dokument73 SeitenPart 1Harsh DhillonNoch keine Bewertungen
- Interpretation of Pro-Tech Pack and Sample Programme Sheet: Under The Guidance ofDokument27 SeitenInterpretation of Pro-Tech Pack and Sample Programme Sheet: Under The Guidance ofBhaswati PandaNoch keine Bewertungen
- Art Books 1 List/design/fashion/graphicDokument10 SeitenArt Books 1 List/design/fashion/graphicCarina Parry0% (1)
- 209768umEN PDFDokument100 Seiten209768umEN PDFewan_73Noch keine Bewertungen
- Stitch Garments ProfileDokument4 SeitenStitch Garments ProfileShamim HasanNoch keine Bewertungen
- A Great Valuation Play Where Commodity Business Is A Cash CowDokument29 SeitenA Great Valuation Play Where Commodity Business Is A Cash Cowgullapalli123Noch keine Bewertungen
- CG-PPI Internship ReportDokument24 SeitenCG-PPI Internship ReportNarendra ChhetriNoch keine Bewertungen
- Managing Strategy Operations and Partnerships 1773803 194477557Dokument32 SeitenManaging Strategy Operations and Partnerships 1773803 194477557Gontla Sai SrijaNoch keine Bewertungen
- Chirala ClusterDokument34 SeitenChirala ClusterNeeLakshi Kataria100% (1)
- Chapter 3 - Product Life Cycle in Theory and PracticeDokument11 SeitenChapter 3 - Product Life Cycle in Theory and PracticeRara Alonzo100% (2)
- SandyDokument31 SeitenSandyManoj MassNoch keine Bewertungen
- Technical YarnsDokument10 SeitenTechnical YarnsNivedini uNoch keine Bewertungen
- ESD BrushDokument2 SeitenESD BrushFerdinand EstanislaoNoch keine Bewertungen
- Lifestyle Collection GeneralDokument184 SeitenLifestyle Collection Generalsziszi0129100% (1)
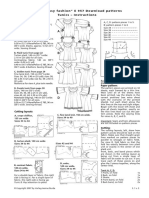
- E957 DL Tuniken enDokument3 SeitenE957 DL Tuniken enVasile Carari100% (1)
- Sexy Serenity, A Memoir by Miranda K. SimonDokument9 SeitenSexy Serenity, A Memoir by Miranda K. SimonMiranda K. SimonNoch keine Bewertungen
- Goonj PDFDokument41 SeitenGoonj PDFRajendraNoch keine Bewertungen
- Spinning DR Noor PDFDokument2 SeitenSpinning DR Noor PDFAmna FarooquiNoch keine Bewertungen
- How To Make A LEATHER FLAP WALLET TUTORIAL WITH PIDokument6 SeitenHow To Make A LEATHER FLAP WALLET TUTORIAL WITH PIElizabeth FreyaNoch keine Bewertungen
- Gulistan Group of Companies..final ReportDokument44 SeitenGulistan Group of Companies..final ReportWALEED LAL BAKHSHNoch keine Bewertungen
- Value Chain Analysis of Organic Cotton Sub Sector in TanzaniaDokument15 SeitenValue Chain Analysis of Organic Cotton Sub Sector in TanzaniaOchieng JustusNoch keine Bewertungen
- Project Profile On Knitted Blouses: February, 2011Dokument8 SeitenProject Profile On Knitted Blouses: February, 2011Sekar ThangavelNoch keine Bewertungen
- DenimDokument11 SeitenDenimJ.SathishNoch keine Bewertungen