Das könnte Ihnen auch gefallen
- Astm c33 03 EspaolDokument15 SeitenAstm c33 03 Espaolvictor zeronNoch keine Bewertungen
- NTC4040Dokument6 SeitenNTC4040RodolfoMarínNoch keine Bewertungen
- Modulo09 - Discontinuidades Del Metal Base y de La SoldaduraDokument26 SeitenModulo09 - Discontinuidades Del Metal Base y de La SoldaduraNicolas RoldanNoch keine Bewertungen
- Procedimiento Guia Vaciado ConcretoDokument4 SeitenProcedimiento Guia Vaciado ConcretoGLORIA MARIBEL VASQUEZ QUISPENoch keine Bewertungen
- CURSO Control Calidad de Concreto LanzadoDokument56 SeitenCURSO Control Calidad de Concreto LanzadoAlexis MikeNoch keine Bewertungen
- Jet Zinc Organic 850 PDFDokument2 SeitenJet Zinc Organic 850 PDFFCTNoch keine Bewertungen
- NMX C 403 Onncce 1999Dokument3 SeitenNMX C 403 Onncce 1999J0Taj0tA50% (2)
- PP-02070-I-203-Att01 Rev 01Dokument81 SeitenPP-02070-I-203-Att01 Rev 01Santiago AponteNoch keine Bewertungen
- Tolerancias para RevenimientosDokument6 SeitenTolerancias para RevenimientosCasandra Lisboa MarquezNoch keine Bewertungen
- Dimensionales estructurales fabricación toleranciasDokument11 SeitenDimensionales estructurales fabricación toleranciascarlosNoch keine Bewertungen
- CEU-347R-14 en EsDokument11 SeitenCEU-347R-14 en EsJhon OrjuelaNoch keine Bewertungen
- Influencia de La Ductilidad Local de Conexiones Soldadas y Atornilladas en La Ductilidad Global de Las Estructuras de AceroDokument24 SeitenInfluencia de La Ductilidad Local de Conexiones Soldadas y Atornilladas en La Ductilidad Global de Las Estructuras de AceroHugo Gavino GaldósNoch keine Bewertungen
- N CMT 2 08 15Dokument14 SeitenN CMT 2 08 15Roberto Pérez LeónNoch keine Bewertungen
- Guía de Procedimientos y Lineamientos para La Ejecución de Pruebas de Laboratorio en Placas y Apoyos Integrales de Neopreno para Puentes - 2014Dokument134 SeitenGuía de Procedimientos y Lineamientos para La Ejecución de Pruebas de Laboratorio en Placas y Apoyos Integrales de Neopreno para Puentes - 2014Alberto Arguea RomeroNoch keine Bewertungen
- Ensayo de Espesor y Adherencia de La Capa de ZincDokument1 SeiteEnsayo de Espesor y Adherencia de La Capa de ZincSulver HuamanNoch keine Bewertungen
- FT 24 Novafort F-949 PDFDokument1 SeiteFT 24 Novafort F-949 PDFMisael CerratoNoch keine Bewertungen
- Norma Tecnica Aci 347R-14 Capitulo ViDokument11 SeitenNorma Tecnica Aci 347R-14 Capitulo Vichristian wenderNoch keine Bewertungen
- Titan8 PDFDokument1 SeiteTitan8 PDFRoberto Chacon AlvarezNoch keine Bewertungen
- Astm C 143 Asentamiento EspanolDokument6 SeitenAstm C 143 Asentamiento EspanolEfraín CórdovaNoch keine Bewertungen
- Tema 9norma Astm C31Dokument4 SeitenTema 9norma Astm C31Josescribd91Noch keine Bewertungen
- Especificaciones Tecnicas PDFDokument99 SeitenEspecificaciones Tecnicas PDFCristian Manuel Rios BerrocalNoch keine Bewertungen
- Plan de Calidad LlaiqueDokument35 SeitenPlan de Calidad LlaiqueMariana HCNoch keine Bewertungen
- Protocolo de Instalacin de Geomembranas AlvatechDokument6 SeitenProtocolo de Instalacin de Geomembranas AlvatechCqc CdsNoch keine Bewertungen
- 1701-Q-FT-0008 Registro de Trazo y Replanteo Topografico Rev.02Dokument1 Seite1701-Q-FT-0008 Registro de Trazo y Replanteo Topografico Rev.02robertNoch keine Bewertungen
- Pernos Pasivos Especificacion ParticularDokument4 SeitenPernos Pasivos Especificacion ParticularjoselarNoch keine Bewertungen
- Normas ASTM para Tuberías de AceroDokument11 SeitenNormas ASTM para Tuberías de AceroCarlos Rivas SaavedraNoch keine Bewertungen
- Zap - SCREW LOCKDokument4 SeitenZap - SCREW LOCKALONSO GOMEZNoch keine Bewertungen
- Structural Welding Code Parte 1Dokument21 SeitenStructural Welding Code Parte 1Arnela HodzicNoch keine Bewertungen
- NEGC 204-00 Llenos - Compactados - (V2014-08-06)Dokument9 SeitenNEGC 204-00 Llenos - Compactados - (V2014-08-06)Carlos RodriguezNoch keine Bewertungen
- Awwa C206Dokument12 SeitenAwwa C206Conhydra-Acoagua Civil 1Noch keine Bewertungen
- Articulo450 07Dokument30 SeitenArticulo450 07oqsarmeniaNoch keine Bewertungen
- Introducción a la soldadura TIGDokument120 SeitenIntroducción a la soldadura TIGIrvinRosales100% (1)
- Normas de torque para uniones estructuralesDokument4 SeitenNormas de torque para uniones estructuralesGerman Leyva De la CruzNoch keine Bewertungen
- Modulo 9 - DISCONTINUIDADE DEL METAL BASE Y DE LA SOLDADURADokument28 SeitenModulo 9 - DISCONTINUIDADE DEL METAL BASE Y DE LA SOLDADURAlorena14Noch keine Bewertungen
- Especificacion de Durmiente de ConcretoDokument49 SeitenEspecificacion de Durmiente de ConcretoAmaury OchoaNoch keine Bewertungen
- Catalogo Normas Agosto 2014 CONACERODokument100 SeitenCatalogo Normas Agosto 2014 CONACEROjgvh75Noch keine Bewertungen
- Ficha Tecnica Acero Galvanizado PDFDokument3 SeitenFicha Tecnica Acero Galvanizado PDFjenchluis ricardo verde carbajalNoch keine Bewertungen
- Inspeccion Visual de EstructurasDokument5 SeitenInspeccion Visual de EstructurasLuis Orlando Perez PerezNoch keine Bewertungen
- RCSC Specifications for Structural Joints Using High Strength Bolts 2020 (1)Dokument118 SeitenRCSC Specifications for Structural Joints Using High Strength Bolts 2020 (1)Alonso vega lujanNoch keine Bewertungen
- 4 mhp-250 - 3 mhp-250 - 2 mhp-250 - 1 mhp-250-2Dokument4 Seiten4 mhp-250 - 3 mhp-250 - 2 mhp-250 - 1 mhp-250-2Mª Angeles Ballesta SerranoNoch keine Bewertungen
- Conectores mecánicos para construcciónDokument29 SeitenConectores mecánicos para construcciónEdy Acuña0% (1)
- nmx-c-252-1986 NormaDokument18 Seitennmx-c-252-1986 Normarosa12412Noch keine Bewertungen
- NMX B 009 1996 ScfiDokument6 SeitenNMX B 009 1996 ScfiLUIS ALBERTO LOPEZ50% (2)
- Certificado de Calidad Mallas AcmasDokument2 SeitenCertificado de Calidad Mallas Acmaspaulino reyes100% (1)
- SSPC Pa2 EspanDokument13 SeitenSSPC Pa2 Espancristian loyolaNoch keine Bewertungen
- Norma E060Dokument37 SeitenNorma E060yordanNoch keine Bewertungen
- Diseño de Mezclas ACI 318S-08Dokument22 SeitenDiseño de Mezclas ACI 318S-08Alberto Alberto Felix TiradoNoch keine Bewertungen
- NMX B 506 Canacero 2011Dokument22 SeitenNMX B 506 Canacero 2011EnriqueVeNoch keine Bewertungen
- Protocolo TensadoDokument1 SeiteProtocolo TensadoDouglas Alfonso Vergaray HuamanNoch keine Bewertungen
- Norma Mexicana Nmx-H-127-Canacero-2019Dokument13 SeitenNorma Mexicana Nmx-H-127-Canacero-2019Mario FuentesklrlyNoch keine Bewertungen
- Morteros de inyección para mamposteríaDokument8 SeitenMorteros de inyección para mamposteríaNelson HernandezNoch keine Bewertungen
- GeoceldasDokument1 SeiteGeoceldasLuis Castro Prieto FarfanNoch keine Bewertungen
- Balas ToDokument12 SeitenBalas ToJesus Alejandro Ramos BarrazaNoch keine Bewertungen
- NTC4025Dokument11 SeitenNTC4025carolina242850% (2)
- NEGC 411-00 Cortes - Con - Acetileno (V2013-09-26)Dokument2 SeitenNEGC 411-00 Cortes - Con - Acetileno (V2013-09-26)Ramiro BucheliNoch keine Bewertungen
- Analisis de La Norma Api 1104Dokument23 SeitenAnalisis de La Norma Api 1104Marco AlvarezNoch keine Bewertungen
- Control de Procesos de Soldadura en Construcciones IndustrialesDokument8 SeitenControl de Procesos de Soldadura en Construcciones IndustrialesBorisNoch keine Bewertungen
- Construcciones Metálicas EntrenamientoDokument63 SeitenConstrucciones Metálicas EntrenamientoSalomon Caraballo100% (2)
- Norma Api 1104Dokument3 SeitenNorma Api 1104julia camara manuelNoch keine Bewertungen
- Calificación Del Procedimiento de SoldaduraDokument3 SeitenCalificación Del Procedimiento de Soldadurajaime quintero100% (1)
- 1201 4686 1 PBDokument12 Seiten1201 4686 1 PBservioNoch keine Bewertungen
- 3 - DeformacnDokument19 Seiten3 - DeformacnDrosee MatiasNoch keine Bewertungen
- 5 DeformacionDokument77 Seiten5 DeformacionKevin De LeonNoch keine Bewertungen
- Cap 11 PDFDokument18 SeitenCap 11 PDFSilver Olguín CamachoNoch keine Bewertungen
- Elasticitat PlasticitatDokument64 SeitenElasticitat PlasticitatEstefania EspinozaNoch keine Bewertungen
- PROCMANUF Modulo2011Dokument173 SeitenPROCMANUF Modulo2011Constanza Conde SanchezNoch keine Bewertungen
- Mecánica de Fractura y Su Aplicación Al Estudio de Agrietamiento de ArcillasDokument54 SeitenMecánica de Fractura y Su Aplicación Al Estudio de Agrietamiento de ArcillasFrancisco Javier Mendoza PatiñoNoch keine Bewertungen
- Procesos de ManufacturaDokument14 SeitenProcesos de ManufacturaFelipe Campillo GómezNoch keine Bewertungen
- NEURTEK Pintura RecubrimientosDokument96 SeitenNEURTEK Pintura RecubrimientosKali Tapia LunaNoch keine Bewertungen
- Ingenieria de ManufacturaDokument433 SeitenIngenieria de ManufacturaRenzo Marcelo Arbulú EstradaNoch keine Bewertungen
- Manual para La Fabricacion de Productos de Consumo SeguroDokument52 SeitenManual para La Fabricacion de Productos de Consumo SeguroservioNoch keine Bewertungen
- 18 03Dokument8 Seiten18 03okas432Noch keine Bewertungen
- Resistencia a la fluencia acero AISI 1040 laminado y tensionadoDokument7 SeitenResistencia a la fluencia acero AISI 1040 laminado y tensionadoCarlos Andrés GalánNoch keine Bewertungen
- Lean Manufacturing PDFDokument77 SeitenLean Manufacturing PDFHugo VentimigliaNoch keine Bewertungen
- Producción ajustada: diseño y gestión de procesos productivosDokument30 SeitenProducción ajustada: diseño y gestión de procesos productivosJosé GonzálezNoch keine Bewertungen
- Nomenclatura elementos estructuralesDokument2 SeitenNomenclatura elementos estructuralesjonathanNoch keine Bewertungen
- PasadoresDokument7 SeitenPasadoresservioNoch keine Bewertungen
- Norma Ecuatoriana de La Construcción 2Dokument122 SeitenNorma Ecuatoriana de La Construcción 2María José EcheverríaNoch keine Bewertungen
- Tecnicas Metalurgicas de Matales RefractariosDokument19 SeitenTecnicas Metalurgicas de Matales RefractariosservioNoch keine Bewertungen
- Pyro 2008Dokument109 SeitenPyro 2008Alejandro A GuerreroNoch keine Bewertungen
- Pulvimetalurgia para nuevos materialesDokument6 SeitenPulvimetalurgia para nuevos materialesRoberto Antonio Gamboa OvandoNoch keine Bewertungen
- TablasDokument11 SeitenTablasFélix HuarteNoch keine Bewertungen
- Protecciones MecánicoDokument58 SeitenProtecciones MecánicoMiguelAngelCastroSanchezNoch keine Bewertungen
- List Comparatives and SuperlativesDokument7 SeitenList Comparatives and SuperlativesGonzalo LNoch keine Bewertungen
- Resistencia de Materiales y Estructuras PDFDokument541 SeitenResistencia de Materiales y Estructuras PDFAquinoNoch keine Bewertungen
- Selección de Materiales 2010Dokument132 SeitenSelección de Materiales 2010Juan FranciscoNoch keine Bewertungen
- Wcms 164658Dokument170 SeitenWcms 164658Juan Carlos Coronado CaroNoch keine Bewertungen
- PM y Mambiente PDFDokument10 SeitenPM y Mambiente PDFdamafeudalNoch keine Bewertungen
- Taller Sobre Congruencia de Triángulos.Dokument2 SeitenTaller Sobre Congruencia de Triángulos.servioNoch keine Bewertungen
- 08 0577 MDokument171 Seiten08 0577 Mcarr123Noch keine Bewertungen
- Valorar El Estado Neurovascular de Un Miembro Escayolado: Lo Que Debe Y No Debe HacerDokument1 SeiteValorar El Estado Neurovascular de Un Miembro Escayolado: Lo Que Debe Y No Debe HacerIsmael JuarezNoch keine Bewertungen
- Adulto y Adulto Mayor Mais BFCDokument27 SeitenAdulto y Adulto Mayor Mais BFCjulyto8Noch keine Bewertungen
- CADENAS de AMARRE-EC-2017-ESPE-Influencia en El Diseño de Plintos-Aguiar RobertoDokument24 SeitenCADENAS de AMARRE-EC-2017-ESPE-Influencia en El Diseño de Plintos-Aguiar RobertoMario Guevara Ubidia- IngenieroCivilNoch keine Bewertungen
- Programacion de CocinaDokument1 SeiteProgramacion de CocinaALFREDO ALAGON MARTINEZ100% (1)
- Casa 100M2Dokument5 SeitenCasa 100M2Andrea Ducuara DiazNoch keine Bewertungen
- Válvulas DistribuidorasDokument8 SeitenVálvulas DistribuidorasJesús CovarrubiasNoch keine Bewertungen
- Actividad #2 - Buenas Practicas de AlmacenamientoDokument3 SeitenActividad #2 - Buenas Practicas de AlmacenamientoDarinel BatistaNoch keine Bewertungen
- Manejo TraumaDokument2 SeitenManejo TraumaJuan Jose Zambrano ValenzuelaNoch keine Bewertungen
- Técnicas de Inmunodiagnóstico - A1Dokument30 SeitenTécnicas de Inmunodiagnóstico - A1José MendesNoch keine Bewertungen
- La Tribuna PDF Lwebll 31052020Dokument20 SeitenLa Tribuna PDF Lwebll 31052020Silvia Gonzalez CariasNoch keine Bewertungen
- Anexo 4 Presupuesto Naves IndustrialesDokument2 SeitenAnexo 4 Presupuesto Naves IndustrialesJanet Farias CoveñasNoch keine Bewertungen
- Actividad de Aprendizaje Unidad 2Dokument5 SeitenActividad de Aprendizaje Unidad 2Jeison Tordecilla Ballesteros0% (1)
- Mantenimiento A Valvulas de CompuertaDokument6 SeitenMantenimiento A Valvulas de CompuertaJUAN CARLOS MALDONADONoch keine Bewertungen
- Deber n9 UnidoDokument13 SeitenDeber n9 UnidoMely Chalan FloresNoch keine Bewertungen
- Mantenimiento de Subestaciones BALOTARIODokument14 SeitenMantenimiento de Subestaciones BALOTARIOCender WinsteadNoch keine Bewertungen
- Insuficiencia Hepática AgudaDokument33 SeitenInsuficiencia Hepática AgudaJosué David Machado GuerreroNoch keine Bewertungen
- Español 2ºDokument11 SeitenEspañol 2ºPILAR GONZÁLEZNoch keine Bewertungen
- Tipos de Magia GoldenDokument14 SeitenTipos de Magia GoldenBlanca arbona alcover100% (1)
- EVAMAT - AdministraciónDokument17 SeitenEVAMAT - AdministraciónNicole San MartinNoch keine Bewertungen
- Liturgia ApuntesDokument12 SeitenLiturgia ApuntesMario TorresNoch keine Bewertungen
- 2dogrado ComputacionDokument86 Seiten2dogrado ComputacionAlfredo HernandezNoch keine Bewertungen
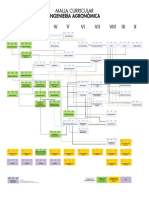
- Malla Curricular Ing Agronómica UNALDokument1 SeiteMalla Curricular Ing Agronómica UNALkmigeNoch keine Bewertungen
- Rugosidad y Tolerancias GeometricasDokument18 SeitenRugosidad y Tolerancias GeometricasManuel GeronimoNoch keine Bewertungen
- Nueva Calle: Plano Topografico de Campo Deportivo Recreacional - Acobamba-HvcaDokument1 SeiteNueva Calle: Plano Topografico de Campo Deportivo Recreacional - Acobamba-HvcaLina ApumaytaNoch keine Bewertungen
- Epidemiologia de Las Enfermedades CronicasDokument57 SeitenEpidemiologia de Las Enfermedades CronicasAlejandro SolórzanoNoch keine Bewertungen
- Nro7123 - 2022 08 17Dokument40 SeitenNro7123 - 2022 08 17Diario Primera LíneaNoch keine Bewertungen
- Empresa NestleDokument19 SeitenEmpresa NestleJennifer Lopez HNoch keine Bewertungen
- Tech Manual-SPDokument27 SeitenTech Manual-SPJoaquínIgnacioNoch keine Bewertungen
- Sec PD ArtesVisuales3 AG-1Dokument84 SeitenSec PD ArtesVisuales3 AG-1Lupita Glez80% (5)
- MULTIPLAZADokument2 SeitenMULTIPLAZAJung SookNoch keine Bewertungen