Das könnte Ihnen auch gefallen
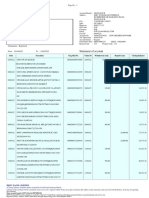
- Statement of Account: Date Narration Chq./Ref - No. Value DT Withdrawal Amt. Deposit Amt. Closing BalanceDokument3 SeitenStatement of Account: Date Narration Chq./Ref - No. Value DT Withdrawal Amt. Deposit Amt. Closing BalancePawan ChaturvediNoch keine Bewertungen
- Plasma and OxifuelDokument20 SeitenPlasma and OxifuelPawan ChaturvediNoch keine Bewertungen
- DPSB Cir Not 2023 24 001Dokument2 SeitenDPSB Cir Not 2023 24 001Pawan ChaturvediNoch keine Bewertungen
- ThesisDokument128 SeitenThesisPawan ChaturvediNoch keine Bewertungen
- DPSB Cir Not 2023 24 001Dokument2 SeitenDPSB Cir Not 2023 24 001Pawan ChaturvediNoch keine Bewertungen
- DPSB Cir Not 2022 23 019Dokument2 SeitenDPSB Cir Not 2022 23 019Pawan ChaturvediNoch keine Bewertungen
- Class 5BDokument1 SeiteClass 5BPawan ChaturvediNoch keine Bewertungen
- Unit 1 - A - Improper IntegralDokument8 SeitenUnit 1 - A - Improper IntegralPawan ChaturvediNoch keine Bewertungen
- AIGA 046 - 08 Periodic Inspection of Static Cryogenic Vessels - Reformated Jan 12Dokument13 SeitenAIGA 046 - 08 Periodic Inspection of Static Cryogenic Vessels - Reformated Jan 12aliNoch keine Bewertungen
- Astm A420a420m 16Dokument6 SeitenAstm A420a420m 16Chistian AcostaNoch keine Bewertungen
- AssignmentDokument1 SeiteAssignmentPawan ChaturvediNoch keine Bewertungen
- OIL Cleanliness FundamentalsDokument43 SeitenOIL Cleanliness FundamentalsPawan ChaturvediNoch keine Bewertungen
- Astm B88 2009 PDFDokument7 SeitenAstm B88 2009 PDFAntonio JNoch keine Bewertungen
- Claim Form PDFDokument5 SeitenClaim Form PDFmeghaNoch keine Bewertungen
- Is 1200 15Dokument12 SeitenIs 1200 15ramachandra_20012040Noch keine Bewertungen
- Mutual Fund Tracker IndiaDokument979 SeitenMutual Fund Tracker IndiaMahesh NaikNoch keine Bewertungen
- Foster BUTYLAR NXT PDS R1019Dokument2 SeitenFoster BUTYLAR NXT PDS R1019Pawan ChaturvediNoch keine Bewertungen
- Using BOM's To Gain Planning & Scheduling Efficiencies: Jeff SmithDokument27 SeitenUsing BOM's To Gain Planning & Scheduling Efficiencies: Jeff SmithPawan ChaturvediNoch keine Bewertungen
- A648Dokument4 SeitenA648Hanibale Nuril HakimNoch keine Bewertungen
- Ecan 19112QZ00NDokument2 SeitenEcan 19112QZ00NPawan ChaturvediNoch keine Bewertungen
- API 571 Training CourseDokument140 SeitenAPI 571 Training Courseapply1984237197% (29)
- Statement of Account: Date Narration Chq./Ref - No. Value DT Withdrawal Amt. Deposit Amt. Closing BalanceDokument5 SeitenStatement of Account: Date Narration Chq./Ref - No. Value DT Withdrawal Amt. Deposit Amt. Closing BalancePawan ChaturvediNoch keine Bewertungen
- General Partner Information and Project Scope Definition Natural Gas TransmissionDokument6 SeitenGeneral Partner Information and Project Scope Definition Natural Gas TransmissionPawan Chaturvedi100% (1)
- SC119 - Umoja Plant Maintenance Overview - CBT PPT - V5Dokument67 SeitenSC119 - Umoja Plant Maintenance Overview - CBT PPT - V5graemesquires85Noch keine Bewertungen
- 90 Tips & Tricks Every SAP Super User Should KnowDokument90 Seiten90 Tips & Tricks Every SAP Super User Should Knowkumar N100% (2)
- Fine Filter BrochureDokument6 SeitenFine Filter BrochurePawan ChaturvediNoch keine Bewertungen
- Mechanical Maintennace PlansDokument168 SeitenMechanical Maintennace PlansPawan ChaturvediNoch keine Bewertungen
- Hydraulic Hoses V2Dokument96 SeitenHydraulic Hoses V2Taufiq WibawaNoch keine Bewertungen
- ARPM Handbook Rev April 2015 PDFDokument194 SeitenARPM Handbook Rev April 2015 PDFKavir RamdassNoch keine Bewertungen
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (894)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- GLOBAL Hydro Turbine Folder enDokument4 SeitenGLOBAL Hydro Turbine Folder enGogyNoch keine Bewertungen
- Chapter 10 AP GP PDFDokument3 SeitenChapter 10 AP GP PDFGeorge ChooNoch keine Bewertungen
- Library Dissertation in Community DentistryDokument9 SeitenLibrary Dissertation in Community DentistryPayForPaperCanada100% (1)
- 2 Scour VentDokument8 Seiten2 Scour VentPrachi TaoriNoch keine Bewertungen
- Aircraft Design Project 2Dokument80 SeitenAircraft Design Project 2Technology Informer90% (21)
- Are Hypomineralized Primary Molars and Canines Associated With Molar-Incisor HypomineralizationDokument5 SeitenAre Hypomineralized Primary Molars and Canines Associated With Molar-Incisor HypomineralizationDr Chevyndra100% (1)
- SB Z Audio2Dokument2 SeitenSB Z Audio2api-151773256Noch keine Bewertungen
- Transport of OxygenDokument13 SeitenTransport of OxygenSiti Nurkhaulah JamaluddinNoch keine Bewertungen
- Sto - Cristo Proper Integrated School 1 Grading Grade 9 Science Table of SpecializationDokument2 SeitenSto - Cristo Proper Integrated School 1 Grading Grade 9 Science Table of Specializationinah jessica valerianoNoch keine Bewertungen
- Ultrasonic Weld Examination ProcedureDokument16 SeitenUltrasonic Weld Examination ProcedureramalingamNoch keine Bewertungen
- CG Module 1 NotesDokument64 SeitenCG Module 1 Notesmanjot singhNoch keine Bewertungen
- 5125 w04 Er PDFDokument14 Seiten5125 w04 Er PDFHany ElGezawyNoch keine Bewertungen
- 12 Week Heavy Slow Resistance Progression For Patellar TendinopathyDokument4 Seiten12 Week Heavy Slow Resistance Progression For Patellar TendinopathyHenrique Luís de CarvalhoNoch keine Bewertungen
- Naukri LalitaSharma (3y 4m)Dokument2 SeitenNaukri LalitaSharma (3y 4m)rashika asraniNoch keine Bewertungen
- ProtectionDokument160 SeitenProtectionSuthep NgamlertleeNoch keine Bewertungen
- KAC-8102D/8152D KAC-9102D/9152D: Service ManualDokument18 SeitenKAC-8102D/8152D KAC-9102D/9152D: Service ManualGamerAnddsNoch keine Bewertungen
- Madeleine Ker - TakeoverDokument91 SeitenMadeleine Ker - Takeover66677785100% (1)
- Reinforced Concrete Beam DesignDokument13 SeitenReinforced Concrete Beam Designmike smithNoch keine Bewertungen
- JUPITER 9000K H1PreliminaryDokument1 SeiteJUPITER 9000K H1PreliminaryMarian FlorescuNoch keine Bewertungen
- Madu Rash Tak AmDokument4 SeitenMadu Rash Tak AmAdv. Govind S. TehareNoch keine Bewertungen
- Taking Back SundayDokument9 SeitenTaking Back SundayBlack CrowNoch keine Bewertungen
- Steam Turbines: ASME PTC 6-2004Dokument6 SeitenSteam Turbines: ASME PTC 6-2004Dena Adi KurniaNoch keine Bewertungen
- Basic First AidDokument31 SeitenBasic First AidMark Anthony MaquilingNoch keine Bewertungen
- Gotham City: A Study into the Darkness Reveals Dangers WithinDokument13 SeitenGotham City: A Study into the Darkness Reveals Dangers WithinajNoch keine Bewertungen
- Artifact and Thingamy by David MitchellDokument8 SeitenArtifact and Thingamy by David MitchellPedro PriorNoch keine Bewertungen
- Awakening The MindDokument21 SeitenAwakening The MindhhhumNoch keine Bewertungen
- Accomplishment Report Yes-O NDCMC 2013Dokument9 SeitenAccomplishment Report Yes-O NDCMC 2013Jerro Dumaya CatipayNoch keine Bewertungen
- F-16c.1 Ginkgo Ginkgolic AcidDokument2 SeitenF-16c.1 Ginkgo Ginkgolic AcidNarongchai PongpanNoch keine Bewertungen
- ADIET Digital Image Processing Question BankDokument7 SeitenADIET Digital Image Processing Question BankAdarshNoch keine Bewertungen
- Entrepreneurship Project On Jam, Jelly & PicklesDokument24 SeitenEntrepreneurship Project On Jam, Jelly & Picklesashish karshinkarNoch keine Bewertungen