Das könnte Ihnen auch gefallen
- 13 Steam StrippersDokument10 Seiten13 Steam StrippersMohsin EhsanNoch keine Bewertungen
- CHAPTER 5 HydrotreatingDokument41 SeitenCHAPTER 5 HydrotreatingNurfarhana JelenNoch keine Bewertungen
- Get The Most From Your Fired HeaterDokument6 SeitenGet The Most From Your Fired Heateryogitadoda100% (2)
- Halal Questionnaire SummaryDokument7 SeitenHalal Questionnaire SummarySony GausNoch keine Bewertungen
- Material Selection For Low-Temperature Applications - HP - July 2004Dokument12 SeitenMaterial Selection For Low-Temperature Applications - HP - July 2004onizuka-t2263Noch keine Bewertungen
- Gas Sweetening and Processing Field ManualVon EverandGas Sweetening and Processing Field ManualBewertung: 4 von 5 Sternen4/5 (7)
- Stoichiometry Notes KEYDokument17 SeitenStoichiometry Notes KEYOnofre Algara Jr.Noch keine Bewertungen
- Natural Gas Hydrocarbon Contamination in AmineDokument8 SeitenNatural Gas Hydrocarbon Contamination in AmineRicardo BecNoch keine Bewertungen
- Technical Data Sheet for Emulsified Bituminous PrimerDokument2 SeitenTechnical Data Sheet for Emulsified Bituminous Primerhandhammer qatarNoch keine Bewertungen
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentVon EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentNoch keine Bewertungen
- Sulphur RecoveryDokument8 SeitenSulphur RecoveryprthrNoch keine Bewertungen
- Gas TreatingDokument36 SeitenGas TreatingPradeep MunnaNoch keine Bewertungen
- Catacarb Section, Dawood Hercules Fertilizers LimitedDokument16 SeitenCatacarb Section, Dawood Hercules Fertilizers LimitedMuddassar Sultan100% (1)
- Design Alternatives For Sweetening LPG's and Liquid Hydrocarbons With Amines PDFDokument7 SeitenDesign Alternatives For Sweetening LPG's and Liquid Hydrocarbons With Amines PDFmohamedNoch keine Bewertungen
- CDU Increase Distillate YieldDokument9 SeitenCDU Increase Distillate Yieldrvkumar61Noch keine Bewertungen
- Technical PaperDokument6 SeitenTechnical PaperCJ CHNoch keine Bewertungen
- Guidelines for Presulfiding STARS CatalystsDokument14 SeitenGuidelines for Presulfiding STARS CatalystsCarolina Cortes VazquezNoch keine Bewertungen
- Uop Benfield DatasheetDokument2 SeitenUop Benfield DatasheetSusan Monteza GrandezNoch keine Bewertungen
- Refrigeration and Air ConditioningDokument76 SeitenRefrigeration and Air Conditioningmat_pran100% (3)
- Natural Gas Processing from Midstream to DownstreamVon EverandNatural Gas Processing from Midstream to DownstreamNimir O. ElbashirNoch keine Bewertungen
- Aminas - Iran IDokument4 SeitenAminas - Iran IJesus BcNoch keine Bewertungen
- Pre-Sulfiding On-Line Sulfiding ProceduresDokument8 SeitenPre-Sulfiding On-Line Sulfiding ProceduresIrma Brennan0% (1)
- Hydroprocessing - Corrosion - Wash - Water PDFDokument9 SeitenHydroprocessing - Corrosion - Wash - Water PDF3668770Noch keine Bewertungen
- Flare System Design For A Refinery Mega ComplexDokument4 SeitenFlare System Design For A Refinery Mega Complexroberdani12100% (1)
- Amine Sweetening Process DesignDokument12 SeitenAmine Sweetening Process Designswapnil2603100% (2)
- Amine ReportDokument14 SeitenAmine ReportM qasimNoch keine Bewertungen
- Sulphur Recovery UnitDokument30 SeitenSulphur Recovery UnitDevendra Sharma100% (3)
- Sulfur RecoveryDokument13 SeitenSulfur RecoveryLarbi HammounNoch keine Bewertungen
- Hydrogen Generation For Modern Refineries 2009Dokument7 SeitenHydrogen Generation For Modern Refineries 2009Raudah RahimiNoch keine Bewertungen
- SulphurRecovery PDFDokument22 SeitenSulphurRecovery PDFfatamorgganaNoch keine Bewertungen
- Surface Production Operations 7Dokument108 SeitenSurface Production Operations 7Сергей Вельдяксов100% (1)
- Novel Approach For Enhanced H2S Recovery From Sour Water StrippersDokument12 SeitenNovel Approach For Enhanced H2S Recovery From Sour Water Strippersmksscribd100% (1)
- Good Heater Specifications Pay OffDokument6 SeitenGood Heater Specifications Pay Offrvkumar61100% (1)
- Reliance - Flare Gas Recovery IMPDokument6 SeitenReliance - Flare Gas Recovery IMPsvnaik14Noch keine Bewertungen
- Diesel HydrotreatingDokument21 SeitenDiesel HydrotreatingIzack Silva S100% (1)
- 07 GasTreatingDokument52 Seiten07 GasTreatingHelixNoch keine Bewertungen
- Optimize Gas Sweetening With MDEADokument35 SeitenOptimize Gas Sweetening With MDEAAnonymous bHh1L1Noch keine Bewertungen
- Pyrophoric Iron Fires: Oxidation With Incandescence Is Known As Pyrophoric Oxidation and It Can Ignite NearbyDokument9 SeitenPyrophoric Iron Fires: Oxidation With Incandescence Is Known As Pyrophoric Oxidation and It Can Ignite NearbyBalasubramanianNoch keine Bewertungen
- PROSERNAT Sulphur Recovery - AdvaSulf™Dokument50 SeitenPROSERNAT Sulphur Recovery - AdvaSulf™Wong Yee SunNoch keine Bewertungen
- Fundamentals of Sour Water StrippingDokument41 SeitenFundamentals of Sour Water StrippingAshwani KumarNoch keine Bewertungen
- Implementing a Feed Gas Saturation System to Improve Reformer EfficiencyDokument8 SeitenImplementing a Feed Gas Saturation System to Improve Reformer EfficiencyDavid PierreNoch keine Bewertungen
- Effect of Reaction Furnace and Converter Temperatures On Performance of Sulfur Recovery Units (SRUs)Dokument3 SeitenEffect of Reaction Furnace and Converter Temperatures On Performance of Sulfur Recovery Units (SRUs)SEP-PublisherNoch keine Bewertungen
- Comparison of Present Day Peakshaving Liquefaction TechnologiesDokument18 SeitenComparison of Present Day Peakshaving Liquefaction Technologiesfericoolabiss100% (1)
- Astm A500Dokument2 SeitenAstm A500Liquor Liam0% (1)
- Hydrogen 14 Session 19 - MNMDokument95 SeitenHydrogen 14 Session 19 - MNMChakravarthy BharathNoch keine Bewertungen
- Contamination in Amines 2010Dokument14 SeitenContamination in Amines 2010NS MurthyNoch keine Bewertungen
- 06 - Claus Tail Gas Treating Units Switching To Low Temperature Tail Gas Operation Proceedings PDFDokument24 Seiten06 - Claus Tail Gas Treating Units Switching To Low Temperature Tail Gas Operation Proceedings PDFmujeebtalib100% (1)
- HydrocrackingDokument1 SeiteHydrocrackingLeonardo MartinettoNoch keine Bewertungen
- Basics of Hydrotreating Catalyst Sulfiding - Reactor Resources - Sulfiding Services, Alumina, Metal Reclamation, CatalystsDokument5 SeitenBasics of Hydrotreating Catalyst Sulfiding - Reactor Resources - Sulfiding Services, Alumina, Metal Reclamation, Catalystsonizuka-t2263Noch keine Bewertungen
- Hydroprocessing Reactor and Process Design To Optimize Catalyst Performance PDFDokument18 SeitenHydroprocessing Reactor and Process Design To Optimize Catalyst Performance PDFJupichi TMNoch keine Bewertungen
- Four Challenges For Nickel Steam-Reforming CatalystsDokument8 SeitenFour Challenges For Nickel Steam-Reforming CatalystsReza Rhi100% (2)
- Sulfur Magazine Ideas For Better Clean Up Jan 09Dokument0 SeitenSulfur Magazine Ideas For Better Clean Up Jan 09Bharat VaajNoch keine Bewertungen
- MCRC Process Maximizes Sulfur Recovery from Tail GasDokument5 SeitenMCRC Process Maximizes Sulfur Recovery from Tail GasputrialdrianaNoch keine Bewertungen
- Review of Small Stationary Reformers For Hydrogen ProductionDokument52 SeitenReview of Small Stationary Reformers For Hydrogen ProductionSoineth GuzmánNoch keine Bewertungen
- SuperClaus Dynawave Sulphur MagazineDokument4 SeitenSuperClaus Dynawave Sulphur Magazinemc_tempNoch keine Bewertungen
- Solving high heat stable salts in amine solventDokument1 SeiteSolving high heat stable salts in amine solventmohanspathakNoch keine Bewertungen
- PETROFED workshop discusses Oxy Enrich process for increasing sulfur recovery capacityDokument22 SeitenPETROFED workshop discusses Oxy Enrich process for increasing sulfur recovery capacitysara25dec689288Noch keine Bewertungen
- Topsoe High Flux Steam Reform - AshxDokument6 SeitenTopsoe High Flux Steam Reform - AshxAgam HanasichulaNoch keine Bewertungen
- Carbon CaptureDokument13 SeitenCarbon CaptureShubhalaxmi SwainNoch keine Bewertungen
- Extending Mole Sieve Life by Preventing Liquid FormationDokument8 SeitenExtending Mole Sieve Life by Preventing Liquid Formationnitoxxx666Noch keine Bewertungen
- Ammonia Plant - Methanation Operations: By: Gerard B. Hawkins Managing Director, CEODokument33 SeitenAmmonia Plant - Methanation Operations: By: Gerard B. Hawkins Managing Director, CEOAkil PrabhuNoch keine Bewertungen
- Sulfur Condensation in Claus CatalystDokument6 SeitenSulfur Condensation in Claus Catalystashoka23Noch keine Bewertungen
- Unit 3 Steam GenerationDokument30 SeitenUnit 3 Steam GenerationkhalimnNoch keine Bewertungen
- Product Data Sheet - MDEADokument4 SeitenProduct Data Sheet - MDEACHANADAS100% (1)
- LSP For Carbon Fiber AircraftDokument12 SeitenLSP For Carbon Fiber AircraftDavid GoldNoch keine Bewertungen
- What Are Magic RocksDokument2 SeitenWhat Are Magic Rocksdatta sdNoch keine Bewertungen
- F&C Safety Data Sheet Catalog No.: 315407 Product Name: Ammonia Solution 25%Dokument7 SeitenF&C Safety Data Sheet Catalog No.: 315407 Product Name: Ammonia Solution 25%Rizky AriansyahNoch keine Bewertungen
- Chemdur - 52Dokument3 SeitenChemdur - 52ICPL-RWPNoch keine Bewertungen
- CE2155 - 01 Mechanic of Materials (Part 3)Dokument18 SeitenCE2155 - 01 Mechanic of Materials (Part 3)Julia100% (1)
- Manufacturing porcelain figures using binder jetting 3D printingDokument8 SeitenManufacturing porcelain figures using binder jetting 3D printingcesarNoch keine Bewertungen
- Unit 10 Biota and EnvironmentDokument0 SeitenUnit 10 Biota and Environmentwww.bhawesh.com.npNoch keine Bewertungen
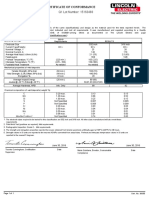
- Certificate of Conformance: Q1 Lot Number: 15163483Dokument1 SeiteCertificate of Conformance: Q1 Lot Number: 15163483interx00Noch keine Bewertungen
- Science Grade 5Dokument8 SeitenScience Grade 5quoc anh nguyenNoch keine Bewertungen
- Edward TellerDokument2 SeitenEdward TellerfarshtaschNoch keine Bewertungen
- 02 Filtros de Ingreso A CompresorDokument6 Seiten02 Filtros de Ingreso A CompresorLuis Alonso Dipaz ZeaNoch keine Bewertungen
- Gay Lussac (DLP)Dokument8 SeitenGay Lussac (DLP)Marvin EusebioNoch keine Bewertungen
- Microporous and Mesoporous Materials: Sean M.W. Wilson, Vida A. Gabriel, F.Handan TezelDokument11 SeitenMicroporous and Mesoporous Materials: Sean M.W. Wilson, Vida A. Gabriel, F.Handan TezelEcNoch keine Bewertungen
- Carbonyl CompoundsDokument34 SeitenCarbonyl CompoundsprinceNoch keine Bewertungen
- General Information CoalDokument144 SeitenGeneral Information CoalSaravanan RagupathyNoch keine Bewertungen
- PWS&PQRDokument1 SeitePWS&PQRkuppiliramaNoch keine Bewertungen
- Amino Acid For NeonateDokument13 SeitenAmino Acid For NeonateHerti PutriNoch keine Bewertungen
- Completing The Puzzle:: 100% Plant-Derived PETDokument4 SeitenCompleting The Puzzle:: 100% Plant-Derived PETAtif AzamNoch keine Bewertungen
- Combined Gas LawDokument7 SeitenCombined Gas LawAllenWORXNoch keine Bewertungen
- Analysis QBDokument167 SeitenAnalysis QBChethan PrabhuNoch keine Bewertungen
- Listening ComprehensionDokument3 SeitenListening ComprehensionLiz GilmoreNoch keine Bewertungen
- Heavy Equipment & Process Solutions for Oil & Gas IndustriesDokument8 SeitenHeavy Equipment & Process Solutions for Oil & Gas IndustriesJoeNoch keine Bewertungen
- Fat Digestion and Metabolism in RuminantsDokument23 SeitenFat Digestion and Metabolism in Ruminantsshahbaz zafarNoch keine Bewertungen
- 01 January 2024 Daily Current Affairs QuizDokument4 Seiten01 January 2024 Daily Current Affairs QuizUttam PutelNoch keine Bewertungen
- Usp42-Nf37 202Dokument4 SeitenUsp42-Nf37 202Mohamed Hassan100% (1)