Das könnte Ihnen auch gefallen
- Special Casting ProcessesDokument31 SeitenSpecial Casting Processesdarshan_rudraNoch keine Bewertungen
- Zamak - BasicsDokument3 SeitenZamak - Basicsvmls1973Noch keine Bewertungen
- AtlascopcoDokument4 SeitenAtlascopcoConrad Hendrik De KockNoch keine Bewertungen
- Improvement of Surface Quality of Continuously Cast Steel Control PDFDokument130 SeitenImprovement of Surface Quality of Continuously Cast Steel Control PDFChrist ChristiNoch keine Bewertungen
- Research Paper Optimization To Improve The Quality of Centrifugal Casting by Grey Fuzzy MethodDokument3 SeitenResearch Paper Optimization To Improve The Quality of Centrifugal Casting by Grey Fuzzy Methodavnishchauhan8_46499Noch keine Bewertungen
- Properties of Centrifugal Casting at Different Rotational Speeds of The DieDokument5 SeitenProperties of Centrifugal Casting at Different Rotational Speeds of The DieAdiie KurniawanNoch keine Bewertungen
- Evolution of Microstructure in Centrifugal Cast Al-Cu AlloyDokument4 SeitenEvolution of Microstructure in Centrifugal Cast Al-Cu AlloyANDRE LUIS BRITO BAPTISTANoch keine Bewertungen
- 0 Effect of The Mould Rotational Speed On The Quality of Centrifugal CastingsDokument9 Seiten0 Effect of The Mould Rotational Speed On The Quality of Centrifugal CastingsCarlos SolerNoch keine Bewertungen
- MATS214 Jan 2020 Exam Paper (Moderator Version With Indicative Answers)Dokument9 SeitenMATS214 Jan 2020 Exam Paper (Moderator Version With Indicative Answers)Quỳnh Quốc Thắng VõNoch keine Bewertungen
- Journal of Harmonized Research in EngineeringDokument4 SeitenJournal of Harmonized Research in EngineeringBravianNoch keine Bewertungen
- 1 s2.0 S0924013605006011 Main - FlowformingDokument10 Seiten1 s2.0 S0924013605006011 Main - FlowformingAnil JainNoch keine Bewertungen
- Centrifugal Casting (8-20)Dokument20 SeitenCentrifugal Casting (8-20)Rabindra DashNoch keine Bewertungen
- 229-01 Dross Inclusions in An Iron FoundryDokument4 Seiten229-01 Dross Inclusions in An Iron Foundryjlplazaola100% (1)
- A Study Into Cold Rotary Forming of Precisison Metal ComponentsDokument6 SeitenA Study Into Cold Rotary Forming of Precisison Metal ComponentsTayfun TezanlarNoch keine Bewertungen
- AC4CDokument6 SeitenAC4CTay Chu YenNoch keine Bewertungen
- Centrifugal CastingDokument21 SeitenCentrifugal Castingadwankarparag50% (2)
- Experiment No. 5 Centrifugal Casting ProcessDokument6 SeitenExperiment No. 5 Centrifugal Casting ProcessDhananjay ShimpiNoch keine Bewertungen
- A Novel Technique For Reducing Macrosegregation in Heavy Steel IngotsDokument9 SeitenA Novel Technique For Reducing Macrosegregation in Heavy Steel IngotsAbdullah UYSALNoch keine Bewertungen
- Sheet Metal Forming ProcessDokument86 SeitenSheet Metal Forming Processペブリヤナ サンディNoch keine Bewertungen
- Effects of Rheoforming On Microstructures and Mechanical Properties of 7075 Wrought Aluminum AlloyDokument6 SeitenEffects of Rheoforming On Microstructures and Mechanical Properties of 7075 Wrought Aluminum AlloyKay WhiteNoch keine Bewertungen
- Chapter - 3 Part 2 - Casting - Processes Types PDFDokument73 SeitenChapter - 3 Part 2 - Casting - Processes Types PDFMohammad TahaNoch keine Bewertungen
- E 6aDokument12 SeitenE 6aDamanveerNoch keine Bewertungen
- Review Article: Review On Vertical Twin-Roll Strip Casting: A Key Technology For Quality StripsDokument14 SeitenReview Article: Review On Vertical Twin-Roll Strip Casting: A Key Technology For Quality StripsAshkan AsefiNoch keine Bewertungen
- The Effect of Rotational Speed On Flow BDokument8 SeitenThe Effect of Rotational Speed On Flow Bالسيد ابراهيم عبدالعزيز عبداللهNoch keine Bewertungen
- of Centrifugal Casting ProcessDokument14 Seitenof Centrifugal Casting Processakshay sawansukha100% (1)
- Influence of OscilationDokument6 SeitenInfluence of OscilationFarid BenaliNoch keine Bewertungen
- Twin Roll Casting of Aluminum Alloy AC7A Using Commercial Scale MachineDokument4 SeitenTwin Roll Casting of Aluminum Alloy AC7A Using Commercial Scale MachineIjaems JournalNoch keine Bewertungen
- Al-Si Centrifugalni Lijev LMMDokument8 SeitenAl-Si Centrifugalni Lijev LMMMarija MusaNoch keine Bewertungen
- Friction Stir Welding of High Strength 7XXX Aluminum AlloysVon EverandFriction Stir Welding of High Strength 7XXX Aluminum AlloysNoch keine Bewertungen
- Arrow Copper CastingDokument23 SeitenArrow Copper CastingFaris HilmyNoch keine Bewertungen
- Robotic Stud Welding Process Optimization With Designed ExperimentDokument8 SeitenRobotic Stud Welding Process Optimization With Designed ExperimentSam KashNoch keine Bewertungen
- Single Piece Closed Die ForgingDokument9 SeitenSingle Piece Closed Die ForgingAmritharaj SNoch keine Bewertungen
- Effect of CR and ZR On The Grain Structure of Extruded EN AW 6082 AlloyDokument6 SeitenEffect of CR and ZR On The Grain Structure of Extruded EN AW 6082 AlloyGÖRKEMNoch keine Bewertungen
- Unit 3 Moulding Processes: StructureDokument18 SeitenUnit 3 Moulding Processes: StructureChethan Madappady75% (4)
- Furnace Tapping 2018, Edited by J.D. Steenkamp & A.CoweyDokument8 SeitenFurnace Tapping 2018, Edited by J.D. Steenkamp & A.CoweyHabram Miranda AlcantaraNoch keine Bewertungen
- Centrifugal Casting - VelocidadDokument4 SeitenCentrifugal Casting - VelocidadmikelcgNoch keine Bewertungen
- HardeningDokument6 SeitenHardeningRichardo AdhitamaNoch keine Bewertungen
- The Effects of Heat Treatment On The Tensile PropeDokument9 SeitenThe Effects of Heat Treatment On The Tensile PropeMetin YilmazNoch keine Bewertungen
- Design and Development of A Centrifugal Casting Machine For Pistons ProductionDokument21 SeitenDesign and Development of A Centrifugal Casting Machine For Pistons ProductionThankgodIsraelNoch keine Bewertungen
- UACEG Anchors Chairs ENDokument10 SeitenUACEG Anchors Chairs ENLalith VasudevNoch keine Bewertungen
- New Welding Tubular Joint Used For JacketDokument6 SeitenNew Welding Tubular Joint Used For JacketTien Hong DoNoch keine Bewertungen
- HWDP HardfacingDokument6 SeitenHWDP HardfacingHatem RagabNoch keine Bewertungen
- Effect of Bubble Behavior For A Stopper Rod With Multiple Side-Channel Injection On Bubble Size Distributions in Nozzle and Mold During Continuous Casting of SteelDokument14 SeitenEffect of Bubble Behavior For A Stopper Rod With Multiple Side-Channel Injection On Bubble Size Distributions in Nozzle and Mold During Continuous Casting of SteelJJNoch keine Bewertungen
- Manufacturing Process Btech MG University QP SolvedDokument24 SeitenManufacturing Process Btech MG University QP SolvedAnonymous f1UCK4100% (2)
- YAN01 Tube BendingDokument7 SeitenYAN01 Tube BendingAlejandroNoch keine Bewertungen
- MSF 618-619 591Dokument4 SeitenMSF 618-619 591Barak VinklerNoch keine Bewertungen
- Screw Conveyor Vane DesignDokument4 SeitenScrew Conveyor Vane DesignVishal V Bhagwat100% (1)
- Characterising The Effect of Springback On Mechanically Formed Steel PlatesDokument4 SeitenCharacterising The Effect of Springback On Mechanically Formed Steel PlatespuneethudupiNoch keine Bewertungen
- Understanding The Melt Flow Behaviour of Za Alloys Processed Through Centrifugal CastingDokument10 SeitenUnderstanding The Melt Flow Behaviour of Za Alloys Processed Through Centrifugal CastingIAEME PublicationNoch keine Bewertungen
- The Screw-Conveyor Vane Design For Piece-Wise ConstructionDokument4 SeitenThe Screw-Conveyor Vane Design For Piece-Wise ConstructionVickraman SNoch keine Bewertungen
- Aleación Aluminio SilicioDokument7 SeitenAleación Aluminio SilicioEmanuelRomeroGNoch keine Bewertungen
- Development of Al-Si-Cu FGM Using Centrifuge Technique: Karthik P, Jayanth D, Kaushik R and Prasad S LDokument3 SeitenDevelopment of Al-Si-Cu FGM Using Centrifuge Technique: Karthik P, Jayanth D, Kaushik R and Prasad S LJayanth Devaraj SNoch keine Bewertungen
- Rolling of Metals PDFDokument31 SeitenRolling of Metals PDFAravindhan AnbalaganNoch keine Bewertungen
- Mse 315aDokument23 SeitenMse 315aMuhammad Bilal SahiNoch keine Bewertungen
- Steel Alerts Vol.5 No.3Dokument24 SeitenSteel Alerts Vol.5 No.3Learnscoop Inc.Noch keine Bewertungen
- Mould Fluxes in The Steel Continuous Casting ProcessDokument30 SeitenMould Fluxes in The Steel Continuous Casting ProcessUgur KayaNoch keine Bewertungen
- CH 3 CN Tao Hinh Kim Loai BotDokument30 SeitenCH 3 CN Tao Hinh Kim Loai BotTHỊNH PHAN NGUYỄN QUANGNoch keine Bewertungen
- Multiphase Flow Numerical Simulation of Ladle Bottom Powder InjectionDokument4 SeitenMultiphase Flow Numerical Simulation of Ladle Bottom Powder InjectionbernardharbasNoch keine Bewertungen
- NUCOR Paper-Round CasterDokument4 SeitenNUCOR Paper-Round CasterJackthejackNoch keine Bewertungen
- Composite#1.3 Challenge of Composite MaterialsDokument46 SeitenComposite#1.3 Challenge of Composite MaterialsTri WidayatnoNoch keine Bewertungen
- Advanced Fluid Mechanics: Incompressible Flow of Viscous FluidsDokument33 SeitenAdvanced Fluid Mechanics: Incompressible Flow of Viscous FluidsTri WidayatnoNoch keine Bewertungen
- Composite Material#3 How Materials Are EvolusionisedDokument26 SeitenComposite Material#3 How Materials Are EvolusionisedTri WidayatnoNoch keine Bewertungen
- TRKL#05 Buble Column ReactorsDokument75 SeitenTRKL#05 Buble Column ReactorsTri Widayatno100% (1)
- Problem Set PLUG Flow ReactorDokument1 SeiteProblem Set PLUG Flow ReactorTri WidayatnoNoch keine Bewertungen
- Advanced Transport Phenomena: Mass Transport: Illustrative ProblemsDokument24 SeitenAdvanced Transport Phenomena: Mass Transport: Illustrative ProblemsTri WidayatnoNoch keine Bewertungen
- PTL#3 Ideal Reactors and Transpor MechanismDokument68 SeitenPTL#3 Ideal Reactors and Transpor MechanismTri WidayatnoNoch keine Bewertungen
- Advanced Transport Phenomena: Mass Transport: Diffusion With Chemical ReactionDokument40 SeitenAdvanced Transport Phenomena: Mass Transport: Diffusion With Chemical ReactionTri WidayatnoNoch keine Bewertungen
- Soal Dan Pembahasan Termodinamika Teknik PDFDokument32 SeitenSoal Dan Pembahasan Termodinamika Teknik PDFTri WidayatnoNoch keine Bewertungen
- Rapid Tooling Spin Casting PDFDokument9 SeitenRapid Tooling Spin Casting PDFTri WidayatnoNoch keine Bewertungen
- Lathe - LVDokument23 SeitenLathe - LVakshaygiitmNoch keine Bewertungen
- Rolled Alloy ElectrodesDokument12 SeitenRolled Alloy ElectrodesradenmuhaiminNoch keine Bewertungen
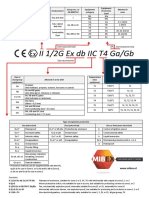
- II 1/2G Ex DB IIC T4 Ga/Gb: Internally/externally EPL Internally/externallyDokument2 SeitenII 1/2G Ex DB IIC T4 Ga/Gb: Internally/externally EPL Internally/externallyDhananjay BhaldandNoch keine Bewertungen
- Sae J58-2015Dokument9 SeitenSae J58-2015levanhuongNoch keine Bewertungen
- Manufacturing ProcessesDokument44 SeitenManufacturing ProcessesPujara Manish0% (1)
- Hygiene Gradeslate For Plastic N Resin enDokument4 SeitenHygiene Gradeslate For Plastic N Resin envelan lanNoch keine Bewertungen
- Cooksongold Advanced Metal Powders 2016Dokument8 SeitenCooksongold Advanced Metal Powders 2016mariaNoch keine Bewertungen
- Somani Industries: Complete Rock Mining SolutionDokument8 SeitenSomani Industries: Complete Rock Mining SolutionLeonardo Da-vinciNoch keine Bewertungen
- 6) Before, During, After WeldingDokument7 Seiten6) Before, During, After WeldingDivyang MistryNoch keine Bewertungen
- Elco CatalogDokument48 SeitenElco CatalogEduardo Antonio Duran SepulvedaNoch keine Bewertungen
- Fireclay and Fire Cement Data SheetDokument1 SeiteFireclay and Fire Cement Data SheetsauravNoch keine Bewertungen
- Antifungal Coating For RCC StructureDokument3 SeitenAntifungal Coating For RCC StructureRohan SharmaNoch keine Bewertungen
- CaseHard AISI8620Dokument2 SeitenCaseHard AISI8620Anonymous B3I6zYNhqdNoch keine Bewertungen
- Metal WorksDokument16 SeitenMetal WorksMAXINE DELA ROSANoch keine Bewertungen
- 제11주차 Chapter06 건식식각공정Dokument6 Seiten제11주차 Chapter06 건식식각공정K SiriusNoch keine Bewertungen
- Internship at DawlanceDokument12 SeitenInternship at DawlanceZohaib IslamNoch keine Bewertungen
- Lathe Machine: - IntroductionDokument29 SeitenLathe Machine: - IntroductionQazi Muhammed FayyazNoch keine Bewertungen
- MAT 2510 MCGB - Data Sheet For Suppliers Old MAT No.: 320: PropertiesDokument3 SeitenMAT 2510 MCGB - Data Sheet For Suppliers Old MAT No.: 320: PropertiesDiógenes da Silva PereiraNoch keine Bewertungen
- Ultracore HD-C: Conformances Key FeaturesDokument1 SeiteUltracore HD-C: Conformances Key FeaturesH_DEBIANENoch keine Bewertungen
- ETP Design CalculationDokument6 SeitenETP Design Calculationmanuel.hernandez100% (2)
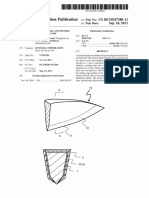
- Patent Application Publication (10) Pub. No.: US 2013/0247388 A1Dokument12 SeitenPatent Application Publication (10) Pub. No.: US 2013/0247388 A1Gregory Mora LlamacponccaNoch keine Bewertungen
- Water Treatment ProcessDokument4 SeitenWater Treatment ProcessDiana Jane Terez Lazaro100% (1)
- Metallurgy Mineral Processing Over 9000 Members and GrowingDokument7 SeitenMetallurgy Mineral Processing Over 9000 Members and GrowingRodrigo GarcíaNoch keine Bewertungen
- LLR05 Rubber Band ManufacturingDokument5 SeitenLLR05 Rubber Band ManufacturingChalani NeranjanaNoch keine Bewertungen
- Supervisory SwitchDokument1 SeiteSupervisory SwitchAwais MumtazNoch keine Bewertungen
- CE 480 - Membrane Processes - 01Dokument31 SeitenCE 480 - Membrane Processes - 01NTEYE CHITONGENoch keine Bewertungen
- JournalnxDokument4 SeitenJournalnxJournalNX - a Multidisciplinary Peer Reviewed JournalNoch keine Bewertungen
- Pangkalan Susu Pgu: Bon PermintaanDokument3 SeitenPangkalan Susu Pgu: Bon PermintaanbaisulsembiringNoch keine Bewertungen
- Insulation JointDokument14 SeitenInsulation Jointphantanthanh100% (1)
- BLASTING&PAINTINGDokument2 SeitenBLASTING&PAINTINGsavan singhNoch keine Bewertungen