Das könnte Ihnen auch gefallen
- Partial DischargeDokument12 SeitenPartial DischargetarsudinNoch keine Bewertungen
- AC Motors, Motor Control and Motor ProtectionDokument25 SeitenAC Motors, Motor Control and Motor Protectionwira eka0% (1)
- Approximate Relationships for Calculating Overhead Power Line Current Capacity in Various WeatherDokument5 SeitenApproximate Relationships for Calculating Overhead Power Line Current Capacity in Various WeatherGhhNoch keine Bewertungen
- 2008-GM Tutorial 1 NelsonDokument81 Seiten2008-GM Tutorial 1 NelsonSaksham SinghNoch keine Bewertungen
- CT Grounding To Avoid Nuisance TrippingDokument2 SeitenCT Grounding To Avoid Nuisance TrippingTravis WoodNoch keine Bewertungen
- Magnetic Saturation PDFDokument6 SeitenMagnetic Saturation PDFDaniel MemijeNoch keine Bewertungen
- 2009 Nfpa 70e Annex DDokument25 Seiten2009 Nfpa 70e Annex DAlbertoNoch keine Bewertungen
- Ger 3983B PDFDokument23 SeitenGer 3983B PDFerec87Noch keine Bewertungen
- Temperature Rise HV MotorDokument11 SeitenTemperature Rise HV Motorashwani2101Noch keine Bewertungen
- Motor WegDokument56 SeitenMotor WegJulver Goyzueta ArceNoch keine Bewertungen
- MERSEN - Sizing Fuses of PV Systems Per NECDokument5 SeitenMERSEN - Sizing Fuses of PV Systems Per NECsomdatta chaudhuryNoch keine Bewertungen
- Capacitive Current SwitchingDokument4 SeitenCapacitive Current SwitchingChandramouli RajagopalanNoch keine Bewertungen
- AC Ripple Currents in UPS DC LinksDokument6 SeitenAC Ripple Currents in UPS DC LinksVijit DubeyNoch keine Bewertungen
- Instrument Transformer GuideDokument124 SeitenInstrument Transformer GuidejoshNoch keine Bewertungen
- Understanding and Quantifying Arc Flash Hazards in The Mining IndustryDokument8 SeitenUnderstanding and Quantifying Arc Flash Hazards in The Mining IndustryCarlos Lino Rojas AgüeroNoch keine Bewertungen
- ETI Green Protect 2019Dokument100 SeitenETI Green Protect 2019123Noch keine Bewertungen
- Differences Between Shunt Reactor and Power Transformer - EEPDokument5 SeitenDifferences Between Shunt Reactor and Power Transformer - EEPAdrian M FahriNoch keine Bewertungen
- Specific Resistance (Resistivity) of Electrical Insulating LiquidsDokument7 SeitenSpecific Resistance (Resistivity) of Electrical Insulating LiquidsMaxNoch keine Bewertungen
- CYME 8.1 - Harmonic Analysis - Users Guide: Power Engineering SoftwareDokument76 SeitenCYME 8.1 - Harmonic Analysis - Users Guide: Power Engineering SoftwarefreddyNoch keine Bewertungen
- Considerations RetroDokument5 SeitenConsiderations RetroFari PratomosiwiNoch keine Bewertungen
- International Standard: IEC 62539 IEEE 930Dokument9 SeitenInternational Standard: IEC 62539 IEEE 930Brisner Acosta ValenciaNoch keine Bewertungen
- Analysis of Methodologies For The Evaluation of Power Outage Costs PDFDokument5 SeitenAnalysis of Methodologies For The Evaluation of Power Outage Costs PDFHachimenum AmadiNoch keine Bewertungen
- Transformer Magnetizing Inrush Currents: For Most Transformers, It Is A Good Approximation ToDokument1 SeiteTransformer Magnetizing Inrush Currents: For Most Transformers, It Is A Good Approximation ToZnevba QuintanoNoch keine Bewertungen
- DC ComponentDokument5 SeitenDC ComponentjoseNoch keine Bewertungen
- 1377 1997Dokument201 Seiten1377 1997Ann DodsonNoch keine Bewertungen
- 21 Guide Using International StandardsDokument9 Seiten21 Guide Using International Standardslebsework1801Noch keine Bewertungen
- SERVERON - Duval DGA Seminar - July 2016 (Summary)Dokument33 SeitenSERVERON - Duval DGA Seminar - July 2016 (Summary)Cristian Méndez100% (1)
- TECHNOLOGY BASICS: A CONCISE GUIDE TO TRANSFORMER CLASSIFICATIONDokument8 SeitenTECHNOLOGY BASICS: A CONCISE GUIDE TO TRANSFORMER CLASSIFICATIONnaveenbabu19Noch keine Bewertungen
- Load Shedding and Underfrequency Relay Protection GuideDokument34 SeitenLoad Shedding and Underfrequency Relay Protection GuideRagab TolbaNoch keine Bewertungen
- Current Transformer Sizing & Saturation Calculation With Transient Performance Analysis of CT Using ATP SoftwareDokument8 SeitenCurrent Transformer Sizing & Saturation Calculation With Transient Performance Analysis of CT Using ATP SoftwareInvyteNoch keine Bewertungen
- Hydrogen Induced Cracking: CracksDokument13 SeitenHydrogen Induced Cracking: CracksSukmaSuciNoch keine Bewertungen
- IEEE STD 259-1999 PDFDokument18 SeitenIEEE STD 259-1999 PDFEdwin CapdepomtNoch keine Bewertungen
- Testing Capacitor Banks Using The M4000 Test Instrument: Transmission and DistributionDokument4 SeitenTesting Capacitor Banks Using The M4000 Test Instrument: Transmission and DistributionprasannamohandasNoch keine Bewertungen
- ASTM D971 - Interfacial Tension Ring MethodDokument3 SeitenASTM D971 - Interfacial Tension Ring MethodKamruzaman Miah100% (1)
- ENTC 4350: Electrical SafetyDokument91 SeitenENTC 4350: Electrical SafetyPriya WeraheraNoch keine Bewertungen
- 16 Reason To Change To Static ExciterDokument2 Seiten16 Reason To Change To Static ExciterDennis DanielNoch keine Bewertungen
- Analysis of The Root Causes of Transformer Bushing Failures: E. A. Feilat, I. A. Metwally, S. Al-Matri, and A. S. Al-AbriDokument6 SeitenAnalysis of The Root Causes of Transformer Bushing Failures: E. A. Feilat, I. A. Metwally, S. Al-Matri, and A. S. Al-AbriRitesh BhattNoch keine Bewertungen
- Reduction of Magnetizing Inrush CurrentDokument7 SeitenReduction of Magnetizing Inrush CurrentBruno MoraesNoch keine Bewertungen
- 2 - 3a Out-Of-Step Protection - TheoryDokument3 Seiten2 - 3a Out-Of-Step Protection - Theoryrian0201Noch keine Bewertungen
- Testing & Maintenance of Transformers: Listing Type Test, Routine Test & Special Test As Per I.S. 2026-1981Dokument14 SeitenTesting & Maintenance of Transformers: Listing Type Test, Routine Test & Special Test As Per I.S. 2026-1981PKNoch keine Bewertungen
- Ieee Shaft Voltages & Rotating MachineryDokument8 SeitenIeee Shaft Voltages & Rotating Machinery36turkNoch keine Bewertungen
- Harmonic Mitigating TransformersDokument3 SeitenHarmonic Mitigating TransformerspldalpianNoch keine Bewertungen
- Parameter Estimation For Induction Machines Based On Sensitivity AnalysisDokument6 SeitenParameter Estimation For Induction Machines Based On Sensitivity AnalysisRoberto SuNoch keine Bewertungen
- IXYS Igbt - Rectifiermodules PDFDokument32 SeitenIXYS Igbt - Rectifiermodules PDFchidambaram kasiNoch keine Bewertungen
- Explosion WeldingDokument22 SeitenExplosion WeldingLesther Alexander CorreaNoch keine Bewertungen
- Saturable ReactorDokument2 SeitenSaturable ReactorGilberto ManhattanNoch keine Bewertungen
- DC and AC Load Lines and ComplianceDokument21 SeitenDC and AC Load Lines and ComplianceBenazir BegamNoch keine Bewertungen
- Rowen - Simplified - Mathematical - Representations - of - Heavy-Duty - Gas - Turbines 1983Dokument5 SeitenRowen - Simplified - Mathematical - Representations - of - Heavy-Duty - Gas - Turbines 1983Marcelo MolinaNoch keine Bewertungen
- Automatic Circuit RecloserDokument16 SeitenAutomatic Circuit RecloserFarraziNoch keine Bewertungen
- The 2008 Revision of IEEE C37.2 Standard Electrical Power System Device Function Numbers, Acronyms and Contact DesignationsDokument12 SeitenThe 2008 Revision of IEEE C37.2 Standard Electrical Power System Device Function Numbers, Acronyms and Contact DesignationsAdil AbdoNoch keine Bewertungen
- Transformers Hot Spot Temperature Calculation PDFDokument4 SeitenTransformers Hot Spot Temperature Calculation PDFMahadi HasanNoch keine Bewertungen
- Interpreting new standards for power circuit breaker applicationsDokument23 SeitenInterpreting new standards for power circuit breaker applicationsPreethamNoch keine Bewertungen
- C84-1Considerations Distr GenDokument9 SeitenC84-1Considerations Distr GenkcirrenwodNoch keine Bewertungen
- Are Harmonics Still A Problem in Data CentersDokument11 SeitenAre Harmonics Still A Problem in Data CentersAnonymous dM4QtbCJ0Noch keine Bewertungen
- High-Power-Rectifier-Systems-CATALOGO TECNICODokument16 SeitenHigh-Power-Rectifier-Systems-CATALOGO TECNICOEdgardo Kat ReyesNoch keine Bewertungen
- Power-system protection A Complete GuideVon EverandPower-system protection A Complete GuideBewertung: 1 von 5 Sternen1/5 (1)
- Integration of Green and Renewable Energy in Electric Power SystemsVon EverandIntegration of Green and Renewable Energy in Electric Power SystemsNoch keine Bewertungen
- Understanding Complete Test Performed To Induction MotorDokument5 SeitenUnderstanding Complete Test Performed To Induction MotorFirmanJohannesNoch keine Bewertungen
- Mixed Frequency Test of Motors For Temperature RiseDokument2 SeitenMixed Frequency Test of Motors For Temperature Riseamkeew100% (1)
- Medium Voltage Cables Values and Technical DetailsDokument50 SeitenMedium Voltage Cables Values and Technical Detailshino_kaguNoch keine Bewertungen
- Fan Engineering Guide - Twin City FansDokument12 SeitenFan Engineering Guide - Twin City FansHafiz KamalNoch keine Bewertungen
- Failure Pump ShaftDokument7 SeitenFailure Pump Shaftahmedabdelaziz851647100% (1)
- Delta VE Fault Code Info and MaintenanceDokument5 SeitenDelta VE Fault Code Info and Maintenancehino_kaguNoch keine Bewertungen
- Crane Cables - General Catalogue - Prysmian Group 2016 - Low - 5 PDFDokument166 SeitenCrane Cables - General Catalogue - Prysmian Group 2016 - Low - 5 PDFhino_kaguNoch keine Bewertungen
- Conductix Wampfler Crane Cables Festoon Systems CatalogueDokument60 SeitenConductix Wampfler Crane Cables Festoon Systems Cataloguehino_kaguNoch keine Bewertungen
- KAT0130-0004-E Cables For Reeling Systems PDFDokument76 SeitenKAT0130-0004-E Cables For Reeling Systems PDFhino_kaguNoch keine Bewertungen
- Crane Cables - General Catalogue - Prysmian Group 2016 - Low - 5 PDFDokument166 SeitenCrane Cables - General Catalogue - Prysmian Group 2016 - Low - 5 PDFhino_kaguNoch keine Bewertungen
- 7SX8 PIXIT A2 V040100 UsDokument182 Seiten7SX8 PIXIT A2 V040100 Ushino_kaguNoch keine Bewertungen
- FAG Mounting Handbook PDFDokument196 SeitenFAG Mounting Handbook PDFBahim BahimanNoch keine Bewertungen
- Ei 1148Dokument2 SeitenEi 1148hino_kaguNoch keine Bewertungen
- Fan Engineering Guide - Twin City FansDokument12 SeitenFan Engineering Guide - Twin City FansHafiz KamalNoch keine Bewertungen
- A Case Study On Failure of Dry Type Transformers in Distribution SystemDokument14 SeitenA Case Study On Failure of Dry Type Transformers in Distribution Systemhino_kaguNoch keine Bewertungen
- ECM AFDriveCatalogDokument12 SeitenECM AFDriveCataloghino_kaguNoch keine Bewertungen
- Electrical Grounding SystemsDokument17 SeitenElectrical Grounding SystemsAndrew WrightNoch keine Bewertungen
- A Case Study On Failure of Dry Type Transformers in Distribution SystemDokument14 SeitenA Case Study On Failure of Dry Type Transformers in Distribution Systemhino_kaguNoch keine Bewertungen
- MD10 KVXDokument2 SeitenMD10 KVXhino_kaguNoch keine Bewertungen
- OLTC - Circulating CurrentDokument16 SeitenOLTC - Circulating CurrentAsif MominNoch keine Bewertungen
- Effects of Water Content On Dielectric Properties of Mineral Transformer OilDokument5 SeitenEffects of Water Content On Dielectric Properties of Mineral Transformer Oilhino_kaguNoch keine Bewertungen
- Effects of Water Content On Dielectric Properties of Mineral Transformer OilDokument5 SeitenEffects of Water Content On Dielectric Properties of Mineral Transformer Oilhino_kaguNoch keine Bewertungen
- Quick Start UpDokument8 SeitenQuick Start Uphino_kaguNoch keine Bewertungen
- 3RT10656AP36 Datasheet enDokument10 Seiten3RT10656AP36 Datasheet enhino_kaguNoch keine Bewertungen
- Wound Rotor Repair Tips: Testing, Application and Failure AnalysisDokument14 SeitenWound Rotor Repair Tips: Testing, Application and Failure Analysishino_kaguNoch keine Bewertungen
- MGE Static Transfer Switches - STS250 - APCDokument2 SeitenMGE Static Transfer Switches - STS250 - APChino_kaguNoch keine Bewertungen
- SICOP Contactors For Hoisting DutyDokument4 SeitenSICOP Contactors For Hoisting Dutyhino_kaguNoch keine Bewertungen
- Wound Rotor Repair Tips: Testing, Application and Failure AnalysisDokument14 SeitenWound Rotor Repair Tips: Testing, Application and Failure Analysishino_kaguNoch keine Bewertungen
- Trihal TransformerDokument4 SeitenTrihal Transformerhino_kaguNoch keine Bewertungen
- Calculation Exaple For X To R RatioDokument1 SeiteCalculation Exaple For X To R Ratiohino_kaguNoch keine Bewertungen
- Crane CalculationDokument1 SeiteCrane Calculationhino_kaguNoch keine Bewertungen
- Man FXM FKM Motors PDFDokument176 SeitenMan FXM FKM Motors PDFRenato MeloNoch keine Bewertungen
- Carta Psicrometrica PDFDokument2 SeitenCarta Psicrometrica PDFJuliethNoch keine Bewertungen
- Mycotoxin Test ProcedureDokument3 SeitenMycotoxin Test ProcedureKishenthi KerisnanNoch keine Bewertungen
- 322439480MVR Single Page Single Page Booklet - OPTDokument12 Seiten322439480MVR Single Page Single Page Booklet - OPTlarry vargas bautistaNoch keine Bewertungen
- Customer Part Exchange Program: Product InformationDokument8 SeitenCustomer Part Exchange Program: Product InformationAdrian GarciaNoch keine Bewertungen
- Series: Mechanical Style Pressure SwitchDokument15 SeitenSeries: Mechanical Style Pressure SwitchPhúc Phan TiếnNoch keine Bewertungen
- Demo DLLDokument2 SeitenDemo DLLArlene Diokno100% (1)
- Pick The Gender of Your Baby - Free EditionDokument26 SeitenPick The Gender of Your Baby - Free EditionAlicia Adrianti0% (1)
- 3 Edition February 2013: Ec2 Guide For Reinforced Concrete Design For Test and Final ExaminationDokument41 Seiten3 Edition February 2013: Ec2 Guide For Reinforced Concrete Design For Test and Final ExaminationDark StingyNoch keine Bewertungen
- Orrick PostedbyrequestDokument4 SeitenOrrick PostedbyrequestmungagungadinNoch keine Bewertungen
- CERT Basic Training Participant Manual - 2011Dokument332 SeitenCERT Basic Training Participant Manual - 2011jegodfreyNoch keine Bewertungen
- Makalah Bahasa Inggris - Narrative TextDokument21 SeitenMakalah Bahasa Inggris - Narrative TextFenny KartikaNoch keine Bewertungen
- Technical PaperDokument6 SeitenTechnical PaperSIJO MONACHANNoch keine Bewertungen
- Grammarism Ed Ing Adjectives Test 4 1189424Dokument2 SeitenGrammarism Ed Ing Adjectives Test 4 1189424Royal Stars Drama AcademyNoch keine Bewertungen
- Answer Section B and C and Paper 3Dokument21 SeitenAnswer Section B and C and Paper 3Adnan ShamsudinNoch keine Bewertungen
- Hydraulic Power Steering System Design PDFDokument16 SeitenHydraulic Power Steering System Design PDFAdrianBirsan100% (1)
- Diesel HatchbackDokument14 SeitenDiesel HatchbackloganathprasannaNoch keine Bewertungen
- Warhammer 40k Kroot VehiclesDokument2 SeitenWarhammer 40k Kroot VehiclesJoseph RobinsonNoch keine Bewertungen
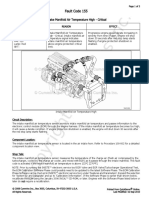
- Fault Code 155: Intake Manifold Air Temperature High - CriticalDokument3 SeitenFault Code 155: Intake Manifold Air Temperature High - Criticalhamilton miranda100% (1)
- Integrating Kuleana Rights and Land Trust PrioritesDokument50 SeitenIntegrating Kuleana Rights and Land Trust PrioritesKeala Rodenhurst-JamesNoch keine Bewertungen
- 3 Valvula Modular Serie 01Dokument42 Seiten3 Valvula Modular Serie 01Leandro AguiarNoch keine Bewertungen
- (Computing 14) A. Aguilera, D. Ayala (Auth.), Professor Dr. Guido Brunnett, Dr. Hanspeter Bieri, Professor Dr. Gerald Farin (Eds.) - Geometric Modelling-Springer-Verlag Wien (2001)Dokument356 Seiten(Computing 14) A. Aguilera, D. Ayala (Auth.), Professor Dr. Guido Brunnett, Dr. Hanspeter Bieri, Professor Dr. Gerald Farin (Eds.) - Geometric Modelling-Springer-Verlag Wien (2001)ANDRES Fernando Mosquera DIAZNoch keine Bewertungen
- Australian 9 Grade Physics Lesson 1Dokument32 SeitenAustralian 9 Grade Physics Lesson 1binoyrajcrNoch keine Bewertungen
- Applied Acoustics: André M.N. Spillere, Augusto A. Medeiros, Julio A. CordioliDokument13 SeitenApplied Acoustics: André M.N. Spillere, Augusto A. Medeiros, Julio A. CordioliAbdelali MoumenNoch keine Bewertungen
- HHG4M - Lifespan Development Textbook Lesson 4Dokument88 SeitenHHG4M - Lifespan Development Textbook Lesson 4Lubomira SucheckiNoch keine Bewertungen
- Secretary Birds: Fascinating Hunters of the African SavannahDokument32 SeitenSecretary Birds: Fascinating Hunters of the African Savannahpwint phyu kyawNoch keine Bewertungen
- Regular Manual Cleaning: Mimaki Printer Maintenance and Long-Term Storage OptionsDokument3 SeitenRegular Manual Cleaning: Mimaki Printer Maintenance and Long-Term Storage OptionshumbyxNoch keine Bewertungen
- Fodor Hungary Between East and WestDokument22 SeitenFodor Hungary Between East and WestFatih YucelNoch keine Bewertungen
- Shakes Beer: Specialty CocktailsDokument2 SeitenShakes Beer: Specialty CocktailsGilberto Luiz MeleiroNoch keine Bewertungen
- Lab Journal 4 14032023 104921amDokument8 SeitenLab Journal 4 14032023 104921amHammad MashwaniNoch keine Bewertungen