Das könnte Ihnen auch gefallen
- Our Receiver PDFDokument9 SeitenOur Receiver PDFSatyajeet VishwakarmaNoch keine Bewertungen
- Cheap Antennas - LEO SatellitesDokument7 SeitenCheap Antennas - LEO SatellitesKAZIMALI25Noch keine Bewertungen
- Speirs Reed Making PDFDokument18 SeitenSpeirs Reed Making PDFJavier ViloriaNoch keine Bewertungen
- Speirs Reed Making PDFDokument18 SeitenSpeirs Reed Making PDFJavier ViloriaNoch keine Bewertungen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Ingersoll Rand Compressors - Consumables For 250-450hpDokument1 SeiteIngersoll Rand Compressors - Consumables For 250-450hpJNoch keine Bewertungen
- Control Valve ActuatorsDokument31 SeitenControl Valve ActuatorsMuhammad ImtiazNoch keine Bewertungen
- MECH1210 LEC04 Material Removal Processes TurningDokument60 SeitenMECH1210 LEC04 Material Removal Processes Turningmaryam.saleh.alyamani2204971Noch keine Bewertungen
- Bomba Active ChecklistDokument6 SeitenBomba Active ChecklistPerwira Khusairi RahmanNoch keine Bewertungen
- MEP Kolam Renang Rumah WingDokument2 SeitenMEP Kolam Renang Rumah WingmisteriswantoNoch keine Bewertungen
- Knives Structure and SpecificationDokument7 SeitenKnives Structure and SpecificationAqeel MuftiNoch keine Bewertungen
- Open Washstand DrawingDokument22 SeitenOpen Washstand DrawingwisamNoch keine Bewertungen
- Metric Thread - Extended Thread Size RangeDokument28 SeitenMetric Thread - Extended Thread Size RangeAlejandro HernandezNoch keine Bewertungen
- Pathfinder Base Class FighterDokument3 SeitenPathfinder Base Class Fighterfausto3xNoch keine Bewertungen
- Juk LK-1952 1953 1954Dokument46 SeitenJuk LK-1952 1953 1954RHoskaNoch keine Bewertungen
- 6.625in CSG PATCHDokument3 Seiten6.625in CSG PATCHherbster28Noch keine Bewertungen
- Design and Fabrication of Scroll SawDokument5 SeitenDesign and Fabrication of Scroll SawIJRASETPublicationsNoch keine Bewertungen
- Arms and Equipment Guide For Oriental CampaignsDokument20 SeitenArms and Equipment Guide For Oriental CampaignsCuteCottonCandyCat100% (3)
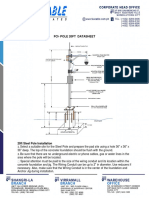
- 20ft Steel Pole DatasheetDokument3 Seiten20ft Steel Pole DatasheetDVTech EngineeringNoch keine Bewertungen
- 2014 - 0011B PIPE SIZING FOR WATER SUPPLY and DISTRIBUTIONDokument34 Seiten2014 - 0011B PIPE SIZING FOR WATER SUPPLY and DISTRIBUTIONMedina BNoch keine Bewertungen
- S.No E.Code Make Model Application Status Condition A KILN-1 Capacity (M /min)Dokument11 SeitenS.No E.Code Make Model Application Status Condition A KILN-1 Capacity (M /min)Karthik sankarNoch keine Bewertungen
- EMCO F1 CNC Mill Basic ProgrammingDokument308 SeitenEMCO F1 CNC Mill Basic Programmingdncz69Noch keine Bewertungen
- Lecture 12 (Lab) Learning Numeric Coding - LatheDokument9 SeitenLecture 12 (Lab) Learning Numeric Coding - LatheMuhammad Abdullah YounasNoch keine Bewertungen
- BOQ Pemas Jar Pipa Dist GCA CandiDokument3 SeitenBOQ Pemas Jar Pipa Dist GCA CandiRasyid7 SurabayaNoch keine Bewertungen
- Spiral Bevel Gear Catalog 1996Dokument2 SeitenSpiral Bevel Gear Catalog 1996CPVNoch keine Bewertungen
- Brochure Reamers Type KDokument2 SeitenBrochure Reamers Type KPatrizio MassaroNoch keine Bewertungen
- Case Study On Oil Leakage From Tripping DeviceDokument17 SeitenCase Study On Oil Leakage From Tripping DeviceVinay DimriNoch keine Bewertungen
- ResumeABDULKALEEM A MDokument5 SeitenResumeABDULKALEEM A MJenniferNoch keine Bewertungen
- (Multi V Task) Technical Seminar - Multi V AHU Solution - FinalDokument36 Seiten(Multi V Task) Technical Seminar - Multi V AHU Solution - FinalPaulo Augusto GarayNoch keine Bewertungen
- SK Form 1: Gripper With HolderDokument16 SeitenSK Form 1: Gripper With HolderVladimirAgeevNoch keine Bewertungen
- Dimensions of GearDokument2 SeitenDimensions of GearMuhammad Zohaib AliNoch keine Bewertungen
- Polygon Turning CNC LatheDokument9 SeitenPolygon Turning CNC Lathe223ABDULTEF faresNoch keine Bewertungen
- Sanitary FittingsDokument29 SeitenSanitary FittingsBudy GedhaBlackNoch keine Bewertungen
- Refrigeration Cycle ComponentsDokument23 SeitenRefrigeration Cycle ComponentskamkarapnaNoch keine Bewertungen
- 800T/H 30.5 MM Push Buttons NEMA Push Button Specifications: Approximate DimensionsDokument2 Seiten800T/H 30.5 MM Push Buttons NEMA Push Button Specifications: Approximate DimensionsAllen BradleyNoch keine Bewertungen