Das könnte Ihnen auch gefallen
- Iso9001 AsmeDokument2 SeitenIso9001 AsmeAnonymous wKvJXBJ2iNoch keine Bewertungen
- Generic Repair Procedure For Grinding and Build-UpDokument8 SeitenGeneric Repair Procedure For Grinding and Build-UpRafiqKuNoch keine Bewertungen
- PmiDokument10 SeitenPmiparaneetharanNoch keine Bewertungen
- 8 Material ControlDokument8 Seiten8 Material ControlPrakash RajNoch keine Bewertungen
- SAIC-LT-2007 LeaK Testing-Vacuum BoxDokument3 SeitenSAIC-LT-2007 LeaK Testing-Vacuum BoxKirubhakarPooranamNoch keine Bewertungen
- TDC 004 CS Fittings r0Dokument1 SeiteTDC 004 CS Fittings r0samkarthik47Noch keine Bewertungen
- WI-INSP-02 R1 Work Instruction - Heat Exchanger InspectionDokument5 SeitenWI-INSP-02 R1 Work Instruction - Heat Exchanger InspectionRakesh MishraNoch keine Bewertungen
- Weld Repair - PR - 0XXDokument10 SeitenWeld Repair - PR - 0XXRAMAKRISHNANoch keine Bewertungen
- Material Traceability ProcedureDokument12 SeitenMaterial Traceability Procedureqamar qateebNoch keine Bewertungen
- Bs Tech: Electrodes Issue and Return RegisterDokument1 SeiteBs Tech: Electrodes Issue and Return RegisterRhannie GarciaNoch keine Bewertungen
- Quality Procedure Procedure For Weld RepairDokument1 SeiteQuality Procedure Procedure For Weld Repairbalakumar rajaramNoch keine Bewertungen
- AWS D1.1 (2020) - Essential Variable For WPS & WeldersDokument7 SeitenAWS D1.1 (2020) - Essential Variable For WPS & WeldersFouad OudinaNoch keine Bewertungen
- Rapid p0030 CPP U0030 Qac Mom 0024 Quality MeetingDokument13 SeitenRapid p0030 CPP U0030 Qac Mom 0024 Quality MeetingAtuk Safiz100% (1)
- Saep 323 PDFDokument8 SeitenSaep 323 PDFthanga balanNoch keine Bewertungen
- Sample ASME QC Manual For U, U2, S&PPDokument53 SeitenSample ASME QC Manual For U, U2, S&PPKingston RivingtonNoch keine Bewertungen
- Welding Inspector Job and ResponsilbilitiesDokument5 SeitenWelding Inspector Job and ResponsilbilitiesFelix GomintongNoch keine Bewertungen
- SP-1096 Specification For Welding of Duplex Stainless Steel Pipelines Amendments Suppliments ASME B31.3Dokument47 SeitenSP-1096 Specification For Welding of Duplex Stainless Steel Pipelines Amendments Suppliments ASME B31.3kart_rl100% (2)
- Final Inspection Release NoteDokument2 SeitenFinal Inspection Release NoteMark ThrelfallNoch keine Bewertungen
- Pressure Vessel Plate InspectionDokument5 SeitenPressure Vessel Plate InspectionSadashiw PatilNoch keine Bewertungen
- WQT ProcedureDokument28 SeitenWQT ProcedureAnant Rubade100% (1)
- IRN - 18.07.2019 - Harshad Panchal - Revision-0 - Furnace Fabrica - JNK - PORVAIR - RIL PDFDokument3 SeitenIRN - 18.07.2019 - Harshad Panchal - Revision-0 - Furnace Fabrica - JNK - PORVAIR - RIL PDFsaptarshi jashNoch keine Bewertungen
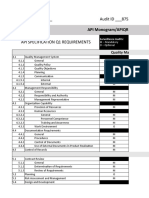
- Quality Audit Checklist For Flange ManagementDokument3 SeitenQuality Audit Checklist For Flange ManagementjksankarNoch keine Bewertungen
- Pt. Alfa Valves Indonesia: Production General Process Flow Chart of ValvesDokument0 SeitenPt. Alfa Valves Indonesia: Production General Process Flow Chart of ValvesZoebairNoch keine Bewertungen
- BPV IX-16-3 QW-283 - ButteringDokument1 SeiteBPV IX-16-3 QW-283 - ButteringyutweldingNoch keine Bewertungen
- Pipeline Weld Joint & Ragiograph Film Numbering SystemDokument9 SeitenPipeline Weld Joint & Ragiograph Film Numbering Systemgst ajah100% (2)
- QW-193 Tube To Tube-Sheet Mock Up and Macro (Etching) ExaminationDokument8 SeitenQW-193 Tube To Tube-Sheet Mock Up and Macro (Etching) Examinationডঃ শুভম চ্যাটার্জীNoch keine Bewertungen
- Welding Procedure QualificationDokument23 SeitenWelding Procedure QualificationHosam AhmedNoch keine Bewertungen
- NDT ProcedureDokument17 SeitenNDT ProcedureFerdie WakeUp FromAdversity100% (1)
- Working ITPDokument4 SeitenWorking ITPStephen BoodooNoch keine Bewertungen
- Wps Pip Gtaw - ArabianDokument1 SeiteWps Pip Gtaw - ArabianIshack MohammedNoch keine Bewertungen
- WPSDokument42 SeitenWPSjoehodoh100% (1)
- Fit-Up Inspection ReportDokument27 SeitenFit-Up Inspection ReportAlfian ImaduddinNoch keine Bewertungen
- Saudi Aramco Standards: WeldingDokument12 SeitenSaudi Aramco Standards: WeldingGEORGE IVANNoch keine Bewertungen
- Boiler 3.1Dokument112 SeitenBoiler 3.1Aldy Bagus PratamaNoch keine Bewertungen
- Asme Sec 9 - ADokument144 SeitenAsme Sec 9 - Aروشان فاطمة روشانNoch keine Bewertungen
- Preparation and Control of WeldingDokument3 SeitenPreparation and Control of Weldingbalakumar rajaramNoch keine Bewertungen
- d1.1 Fcaw Unlimited Test Plate ConfigurationDokument77 Seitend1.1 Fcaw Unlimited Test Plate ConfigurationJuan Martinez100% (1)
- WPS Pipe 08'' SHD 40 SMAW REV02Dokument2 SeitenWPS Pipe 08'' SHD 40 SMAW REV02Amine MaalejNoch keine Bewertungen
- SAES-W-012 - Google Search3Dokument1 SeiteSAES-W-012 - Google Search3fayceal0% (1)
- Itp PipingDokument4 SeitenItp PipingkennethNoch keine Bewertungen
- WPS Format For AWS D1.1 - WPS - SMAWDokument1 SeiteWPS Format For AWS D1.1 - WPS - SMAWThe Welding Inspections CommunityNoch keine Bewertungen
- Welding Repair ProcdureDokument16 SeitenWelding Repair Procdureprem nautiyal100% (1)
- FM-3035 Remote Audit Summary (OSS)Dokument30 SeitenFM-3035 Remote Audit Summary (OSS)Balasai SabarinathNoch keine Bewertungen
- WPSDokument25 SeitenWPSWaqas WaqasNoch keine Bewertungen
- Saic MPT 2004 Rev 0Dokument6 SeitenSaic MPT 2004 Rev 0philipyapNoch keine Bewertungen
- QT-3 ASME QPM 8th Edition Rev 1 Quality Manual PDFDokument71 SeitenQT-3 ASME QPM 8th Edition Rev 1 Quality Manual PDFRodolfoMarínNoch keine Bewertungen
- ASME IX InterpretationDokument4 SeitenASME IX InterpretationPatrick DominguezNoch keine Bewertungen
- Saudi Aramco Inspection ChecklistDokument5 SeitenSaudi Aramco Inspection ChecklistManoj Kumar100% (1)
- 1.welding Repair ProcdureDokument7 Seiten1.welding Repair Procduresethu1091Noch keine Bewertungen
- ITP-1612-F01 Rev. 2Dokument19 SeitenITP-1612-F01 Rev. 2Erin JohnsonNoch keine Bewertungen
- As Run Sheet-Pqr-051Dokument14 SeitenAs Run Sheet-Pqr-051Anonymous rYZyQQot550% (1)
- Itp Non AsmeDokument7 SeitenItp Non AsmeAkhilesh Kumar100% (1)
- Itp For SSDP Project Rev CDokument9 SeitenItp For SSDP Project Rev CRachel FloresNoch keine Bewertungen
- 16 JRTP 02 ITP - Rev01Dokument13 Seiten16 JRTP 02 ITP - Rev01khsaeed100% (1)
- A05-004 - Inspection Test Plan - Shell & Tube Heat Exchangers - 5-210D-HA-01 A B C DDokument14 SeitenA05-004 - Inspection Test Plan - Shell & Tube Heat Exchangers - 5-210D-HA-01 A B C Dbingmin100% (4)
- Inspection Test Plan For Fabrication & Erection 2016Dokument14 SeitenInspection Test Plan For Fabrication & Erection 2016Boj Mingi0% (1)
- Inspection & Test PlanDokument19 SeitenInspection & Test Planaszliza100% (1)
- Quality Assurance PlanDokument6 SeitenQuality Assurance Planvkrishnamoorthy100% (2)
- 21Dokument6 Seiten21Dannis AnantoNoch keine Bewertungen
- DBB BNCPP B M v29 0015 Revb IfaDokument6 SeitenDBB BNCPP B M v29 0015 Revb IfaIzzadAfif1990Noch keine Bewertungen
- General Notes. 04.gasket Contact Finish Shall Be Serrated Finish To 125 To 250 (3.2 To 6.3um) & Waviness High of 0.05 MaxDokument1 SeiteGeneral Notes. 04.gasket Contact Finish Shall Be Serrated Finish To 125 To 250 (3.2 To 6.3um) & Waviness High of 0.05 MaxShaikh AdilNoch keine Bewertungen
- Kingdom of Saudi Arabia: Saudi Standards, Metrology and Quality OrganizationDokument41 SeitenKingdom of Saudi Arabia: Saudi Standards, Metrology and Quality OrganizationShaikh AdilNoch keine Bewertungen
- Api 650Dokument1 SeiteApi 650Shaikh AdilNoch keine Bewertungen
- 3 OoboDokument1 Seite3 OoboShaikh AdilNoch keine Bewertungen
- India's Imports From China: Chapter-5Dokument30 SeitenIndia's Imports From China: Chapter-5Shaikh AdilNoch keine Bewertungen
- List of Applicable Specifications For 190043 As Per A98-RC-A-1320374, Sheet 2 of 2, Rev.BDokument15 SeitenList of Applicable Specifications For 190043 As Per A98-RC-A-1320374, Sheet 2 of 2, Rev.BShaikh AdilNoch keine Bewertungen
- List of Applicable Specifications For 190043 As Per A98-RC-A-1320374, Sheet 2 of 2, Rev.BDokument15 SeitenList of Applicable Specifications For 190043 As Per A98-RC-A-1320374, Sheet 2 of 2, Rev.BShaikh AdilNoch keine Bewertungen
- 520082272054091201Dokument1 Seite520082272054091201Shaikh AdilNoch keine Bewertungen
- PC Records For PMP Personnel: SL User Name Hard Drive Monitor Remark User Signature IT SignatureDokument2 SeitenPC Records For PMP Personnel: SL User Name Hard Drive Monitor Remark User Signature IT SignatureShaikh AdilNoch keine Bewertungen
- RR Items ReportsDokument54 SeitenRR Items ReportsShaikh AdilNoch keine Bewertungen
- Is 875 (Part 4) - Code of Practice For Design Loads (Other Than Earthquake) For Buildings and StructuresDokument11 SeitenIs 875 (Part 4) - Code of Practice For Design Loads (Other Than Earthquake) For Buildings and StructuresShaikh AdilNoch keine Bewertungen
- Carlton Industrial Engineers: Nde RequisitionDokument1 SeiteCarlton Industrial Engineers: Nde RequisitionShaikh AdilNoch keine Bewertungen
- L.P.T Reports.Dokument12 SeitenL.P.T Reports.Shaikh AdilNoch keine Bewertungen
- Bin Malik Oil Field & Ind. Co. LLC: (Steel Trading Company)Dokument3 SeitenBin Malik Oil Field & Ind. Co. LLC: (Steel Trading Company)Shaikh AdilNoch keine Bewertungen
- Flange - Bolt Size ChartDokument6 SeitenFlange - Bolt Size ChartShaikh AdilNoch keine Bewertungen
- Is 875 (Part 5) - Code of Practice For Design Loads (Other Than Earthquake) For Buildings and StructuresDokument26 SeitenIs 875 (Part 5) - Code of Practice For Design Loads (Other Than Earthquake) For Buildings and StructuresShaikh AdilNoch keine Bewertungen
- Grade 7 Information Writing: The Bulldog: A Dog Like No OtherDokument5 SeitenGrade 7 Information Writing: The Bulldog: A Dog Like No Otherapi-202727113Noch keine Bewertungen
- Cengage Advantage Books Fundamentals of Business Law Excerpted Cases 3rd Edition Roger Leroy Miller Test BankDokument26 SeitenCengage Advantage Books Fundamentals of Business Law Excerpted Cases 3rd Edition Roger Leroy Miller Test Bankladonnaaidanm5s100% (28)
- Natural Topography of PakistanDokument25 SeitenNatural Topography of Pakistansatayish100% (1)
- 03 Soil Classification Numerical PDFDokument5 Seiten03 Soil Classification Numerical PDFabishrantNoch keine Bewertungen
- Geo-Technical Investigation On Black Cotton Soils: GeotechnicalinvestigationonblackcottonsoilsDokument5 SeitenGeo-Technical Investigation On Black Cotton Soils: GeotechnicalinvestigationonblackcottonsoilsDevendrasinh PadhiyarNoch keine Bewertungen
- Mechanical Smoke Ventilation Calculations For Basement (Car Park)Dokument7 SeitenMechanical Smoke Ventilation Calculations For Basement (Car Park)Mahmoud Abd El-KaderNoch keine Bewertungen
- Modeling and Simulation For Olefin Production in Amir Kabir PetrochemicalDokument7 SeitenModeling and Simulation For Olefin Production in Amir Kabir PetrochemicalGhasem BashiriNoch keine Bewertungen
- Thermal Imaging Tech ResourceDokument20 SeitenThermal Imaging Tech Resourceskimav86100% (1)
- I10 Workshop Manual - ADokument292 SeitenI10 Workshop Manual - ANorthstartechnology Company82% (11)
- Haldiram-A Success Story in Family Business: Credit Seminar OnDokument12 SeitenHaldiram-A Success Story in Family Business: Credit Seminar OnAnuNoch keine Bewertungen
- Vet CareplanexampleDokument6 SeitenVet CareplanexampleAnonymous eJZ5HcNoch keine Bewertungen
- LightsDokument33 SeitenLightsEduardo Almeida SilvaNoch keine Bewertungen
- Bouncing BallDokument5 SeitenBouncing Ballyamamoto1070% (10)
- Psychological Factors Influencing Technology Adoption A Case S - 2021 - TechnovDokument17 SeitenPsychological Factors Influencing Technology Adoption A Case S - 2021 - Technov6helmi6nauval6Noch keine Bewertungen
- Bioclim MaxentDokument9 SeitenBioclim MaxentNicolás FrutosNoch keine Bewertungen
- Project Final PDFDokument98 SeitenProject Final PDFNgonidzashe MhukaNoch keine Bewertungen
- C.4. Quiz Conservation of BiodiversityDokument2 SeitenC.4. Quiz Conservation of Biodiversitylaura pongutaNoch keine Bewertungen
- Compaction - AsphaltDokument32 SeitenCompaction - Asphaltrskcad100% (1)
- Nonlinear Analysis and Optimal Design of Reinforced Concrete Plates and ShellsDokument17 SeitenNonlinear Analysis and Optimal Design of Reinforced Concrete Plates and Shellsrodain najjarNoch keine Bewertungen
- Unusual and Marvelous MapsDokument33 SeitenUnusual and Marvelous MapsRajarajan100% (1)
- Ncs University System Department of Health Sciences: Discipline (MLT-04) (VIROLOGY &MYCOLOGY)Dokument5 SeitenNcs University System Department of Health Sciences: Discipline (MLT-04) (VIROLOGY &MYCOLOGY)Habib UllahNoch keine Bewertungen
- My Ideal Home: Name No. Class Date Mark TeacherDokument5 SeitenMy Ideal Home: Name No. Class Date Mark TeacherQuadrado MágicoNoch keine Bewertungen
- MPDFDokument5 SeitenMPDFRoyalAryansNoch keine Bewertungen
- History of Journalism With Whiteboard StyleDokument56 SeitenHistory of Journalism With Whiteboard StyleXeon JupiterNoch keine Bewertungen
- MCA Lab ManualDokument5 SeitenMCA Lab ManualV SATYA KISHORENoch keine Bewertungen
- Clinical Science of Guilen Barren SyndromeDokument2 SeitenClinical Science of Guilen Barren SyndromemanakimanakuNoch keine Bewertungen
- Std9thMathsBridgeCourse (4) (001-040) .MR - enDokument40 SeitenStd9thMathsBridgeCourse (4) (001-040) .MR - ensilent gamerNoch keine Bewertungen
- r315 Quick Start PDFDokument80 Seitenr315 Quick Start PDFfdsfasdsfadsNoch keine Bewertungen
- Sales Training Deck Updated July 2022Dokument40 SeitenSales Training Deck Updated July 2022Thanh MinhNoch keine Bewertungen
- TM TC For NanosatelliteDokument4 SeitenTM TC For NanosatelliteSreeja SujithNoch keine Bewertungen