Das könnte Ihnen auch gefallen
- Ejemplo para El QFDDokument6 SeitenEjemplo para El QFDOsvaldo Hernandez100% (2)
- Herramientas de GestiónDokument97 SeitenHerramientas de GestiónAtres GonNoch keine Bewertungen
- Estrategia de OperacionesDokument260 SeitenEstrategia de OperacionesChio FernandezNoch keine Bewertungen
- Evaluación de Riesgós y Planificación Preventiva en La Universidad de OtavalóDokument28 SeitenEvaluación de Riesgós y Planificación Preventiva en La Universidad de OtavalóGaby FreireNoch keine Bewertungen
- Diseño y desarrollo de productos en 5 fasesDokument11 SeitenDiseño y desarrollo de productos en 5 fasesSnowDarkNoch keine Bewertungen
- Cuestionario Homologacion MINSURDokument47 SeitenCuestionario Homologacion MINSURjrcubaNoch keine Bewertungen
- PARTE 1:2 Delia Valdiviezo Proyecto Actividades LudicasDokument10 SeitenPARTE 1:2 Delia Valdiviezo Proyecto Actividades LudicasGaby FreireNoch keine Bewertungen
- Pproyecto - Examen Final - Eloy Alfaro Grupo 2Dokument19 SeitenPproyecto - Examen Final - Eloy Alfaro Grupo 2Gaby FreireNoch keine Bewertungen
- 06 Aplicacion Arbol ABS Gladys BahamondeDokument10 Seiten06 Aplicacion Arbol ABS Gladys BahamondeGaby FreireNoch keine Bewertungen
- PARTE 1:2 Delia Valdiviezo Proyecto Actividades LudicasDokument10 SeitenPARTE 1:2 Delia Valdiviezo Proyecto Actividades LudicasGaby FreireNoch keine Bewertungen
- Presentacion PresupuestoDokument21 SeitenPresentacion PresupuestoGaby FreireNoch keine Bewertungen
- 2mapa Conceptual Metodologia de La InvstigacionDokument1 Seite2mapa Conceptual Metodologia de La InvstigacionGaby FreireNoch keine Bewertungen
- Prueba 2 MateriasDokument6 SeitenPrueba 2 MateriasGaby FreireNoch keine Bewertungen
- U Cardenas Silva Jonathan Fabricio TesisDokument168 SeitenU Cardenas Silva Jonathan Fabricio TesisGaby FreireNoch keine Bewertungen
- MUNDODokument2 SeitenMUNDOGaby FreireNoch keine Bewertungen
- Gestión Pública y La Sustentabilidad Presentacion Veronica SilvaDokument24 SeitenGestión Pública y La Sustentabilidad Presentacion Veronica SilvaGaby FreireNoch keine Bewertungen
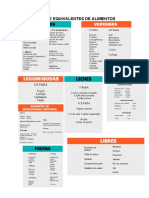
- Lista de Equivalentes de AlimentosDokument1 SeiteLista de Equivalentes de AlimentosGaby FreireNoch keine Bewertungen
- Jarrin Joana Presentación 10 de DiciembreDokument26 SeitenJarrin Joana Presentación 10 de DiciembreGaby FreireNoch keine Bewertungen
- Prueba 2 MateriasDokument6 SeitenPrueba 2 MateriasGaby FreireNoch keine Bewertungen
- Mapa Conceptual Metodologia de La InvstigacionDokument1 SeiteMapa Conceptual Metodologia de La InvstigacionGaby FreireNoch keine Bewertungen
- Presentacion Grupo 2Dokument11 SeitenPresentacion Grupo 2Gaby FreireNoch keine Bewertungen
- Mapa Conceptual Elementos OperativosDokument1 SeiteMapa Conceptual Elementos OperativosGaby FreireNoch keine Bewertungen
- AustroDokument1 SeiteAustroGaby FreireNoch keine Bewertungen
- Infografia Grupo 2Dokument5 SeitenInfografia Grupo 2Gaby FreireNoch keine Bewertungen
- Estilos Liderazgo Maestría Educación PUC-E ManabíDokument3 SeitenEstilos Liderazgo Maestría Educación PUC-E ManabíGaby FreireNoch keine Bewertungen
- Mapa Conpectual2Dokument1 SeiteMapa Conpectual2Gaby FreireNoch keine Bewertungen
- Club BañosDokument2 SeitenClub BañosGaby FreireNoch keine Bewertungen
- Corporacion CentroDokument1 SeiteCorporacion CentroGaby FreireNoch keine Bewertungen
- Barrera y BarreraDokument1 SeiteBarrera y BarreraGaby FreireNoch keine Bewertungen
- Actividad 11Dokument3 SeitenActividad 11Gaby FreireNoch keine Bewertungen
- Actividad 10Dokument3 SeitenActividad 10Gaby FreireNoch keine Bewertungen
- AActividad 10Dokument9 SeitenAActividad 10Gaby FreireNoch keine Bewertungen
- AActividad 10Dokument7 SeitenAActividad 10Gaby FreireNoch keine Bewertungen
- Presentación Disgrafía Grupo 4Dokument6 SeitenPresentación Disgrafía Grupo 4Gaby FreireNoch keine Bewertungen
- BañosDokument1 SeiteBañosGaby FreireNoch keine Bewertungen
- Tarea 2Dokument16 SeitenTarea 2Astrid GranadosNoch keine Bewertungen
- Resumen de la Ruta de Calidad y la Casa de CalidadDokument12 SeitenResumen de la Ruta de Calidad y la Casa de CalidadARI100% (1)
- Introducción A La Ingeniería ConcurrenteDokument50 SeitenIntroducción A La Ingeniería ConcurrenteJose Arturo GonzalezNoch keine Bewertungen
- Definición y Elementos Centrales Del QFDDokument1 SeiteDefinición y Elementos Centrales Del QFDmaryesiNoch keine Bewertungen
- Análisis de Modo Efecto FallaDokument25 SeitenAnálisis de Modo Efecto FallaXavierNoch keine Bewertungen
- TAREA 2 UNIDAD III METODOLOGÍA SEIS SIGMA-Rodriguez Santiago Pedro AlejandroDokument8 SeitenTAREA 2 UNIDAD III METODOLOGÍA SEIS SIGMA-Rodriguez Santiago Pedro Alejandropedro Alejandro Rodríguez SantiagoNoch keine Bewertungen
- Beneficios Del QDFDokument8 SeitenBeneficios Del QDFBrandon JimenezNoch keine Bewertungen
- Introduccion Al QFDDokument54 SeitenIntroduccion Al QFDMercedes Hdz Murrieta100% (1)
- Cuadro Comparativo Software Qfd-Keyla Arleth Torres OrtizDokument4 SeitenCuadro Comparativo Software Qfd-Keyla Arleth Torres OrtizKeyla Arleth Torres OrtizNoch keine Bewertungen
- Diseño de Productos - Diseño en IngenieríaDokument17 SeitenDiseño de Productos - Diseño en Ingenieríatorresgiovanni100% (3)
- Análisis de la organización de las hormigasDokument17 SeitenAnálisis de la organización de las hormigasLaura Valentina Velez TabaresNoch keine Bewertungen
- Ejemplo QFDDokument11 SeitenEjemplo QFDRenzo Ortiz0% (1)
- Ingenieria de ProcesosDokument3 SeitenIngenieria de ProcesosJota JotaNoch keine Bewertungen
- SESIÓN 4-Planificacion Del ProductoDokument27 SeitenSESIÓN 4-Planificacion Del ProductoJose ApazaNoch keine Bewertungen
- Tesis MANUFACTURADokument78 SeitenTesis MANUFACTURAOmar GOmezNoch keine Bewertungen
- Diagrama Tortuga ProcesosDokument4 SeitenDiagrama Tortuga ProcesosAlex Jor AriasNoch keine Bewertungen
- Ficha Tecnica QFD PDFDokument2 SeitenFicha Tecnica QFD PDFEdgar Turizo PovedaNoch keine Bewertungen
- Informe de Laboratorio 1 OficicialDokument5 SeitenInforme de Laboratorio 1 OficicialJenny Esthefani Colque MamaniNoch keine Bewertungen
- 1-Etapa Definir Six SigmaDokument35 Seiten1-Etapa Definir Six SigmaJacobo Perez Marquez100% (1)
- Desarrollo de ProductosDokument14 SeitenDesarrollo de ProductosEmanuel Delgadillo HernándezNoch keine Bewertungen
- Práctica U3 - Velasco Perez Jorge AlejandroDokument29 SeitenPráctica U3 - Velasco Perez Jorge AlejandroJuan GutiérrezNoch keine Bewertungen
- Diseño de un malacate eléctrico para la construcciónDokument47 SeitenDiseño de un malacate eléctrico para la construcciónErika Elizabeth100% (1)
- Unidad - 13 CULTURA DE CALIDADDokument51 SeitenUnidad - 13 CULTURA DE CALIDADLIC. JENARO REYESNoch keine Bewertungen
- Las Desventajas de QFD y TeoriaDokument3 SeitenLas Desventajas de QFD y Teoriajorgeglmc_1Noch keine Bewertungen
- Trabajo Final VSMDokument27 SeitenTrabajo Final VSMMarco Antonio Jiménez Castro100% (1)