Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Electrica QC Check ListDokument21 SeitenElectrica QC Check Listmakana qc100% (1)
- Supervisory Setpoint Control (SSC) : I/A Series SystemDokument46 SeitenSupervisory Setpoint Control (SSC) : I/A Series SystemMiguel Angel GiménezNoch keine Bewertungen
- Ford Fiesta Specifications: Exterior DimensionsDokument2 SeitenFord Fiesta Specifications: Exterior DimensionsBuhuntuUhuNoch keine Bewertungen
- Based On CIRIA Report 108:1985: Formwork Load Calculator - ResultsDokument4 SeitenBased On CIRIA Report 108:1985: Formwork Load Calculator - Resultsyassir dafallaNoch keine Bewertungen
- TA - 031 - en General Information For Diaphragm SealsDokument5 SeitenTA - 031 - en General Information For Diaphragm Sealstudonghoa tmpNoch keine Bewertungen
- Frequency Analysis Vibration Spectrum Analysis Steve GoldmanDokument9 SeitenFrequency Analysis Vibration Spectrum Analysis Steve GoldmantylerdurdaneNoch keine Bewertungen
- SAS Hot Fix Analysis Download and Deployment ToolDokument11 SeitenSAS Hot Fix Analysis Download and Deployment ToolAdrian GallegosNoch keine Bewertungen
- Wedding Show Proposal BaliDokument10 SeitenWedding Show Proposal BaliGirie d'PrayogaNoch keine Bewertungen
- Pre Joining Formalities Campus Medical FormDokument18 SeitenPre Joining Formalities Campus Medical Formrafii_babu1988Noch keine Bewertungen
- NAD Factory Default and Software CheckDokument13 SeitenNAD Factory Default and Software CheckNorma FloresNoch keine Bewertungen
- Anern Integrated Solar Garden Light-201604Dokument1 SeiteAnern Integrated Solar Garden Light-201604Godofredo VillenaNoch keine Bewertungen
- Founder-CEO Succession at Wily TechnologyDokument12 SeitenFounder-CEO Succession at Wily TechnologyMayank Saini100% (1)
- Generic TWS600S Service ManualDokument113 SeitenGeneric TWS600S Service ManualWise So100% (2)
- TM 9-792 M21 AMMUNITION TRAILERDokument128 SeitenTM 9-792 M21 AMMUNITION TRAILERAdvocate100% (1)
- Syed Saddam Kazmi: Career ObjectivesDokument3 SeitenSyed Saddam Kazmi: Career Objectiveslike saddamNoch keine Bewertungen
- Chapter Two History and Vision of Digital LibrariesDokument16 SeitenChapter Two History and Vision of Digital LibrariesakliluNoch keine Bewertungen
- EOI - Replacement of CSU & OGC at UranDokument7 SeitenEOI - Replacement of CSU & OGC at UranGaurav TripathiNoch keine Bewertungen
- SAP Workflow Interview Questions - MindmajixDokument25 SeitenSAP Workflow Interview Questions - MindmajixsudhNoch keine Bewertungen
- Cansat2017 5235 CDR v02Dokument185 SeitenCansat2017 5235 CDR v02tom2susanNoch keine Bewertungen
- Blue Brain-The Future TechnologyDokument27 SeitenBlue Brain-The Future TechnologyZuber MdNoch keine Bewertungen
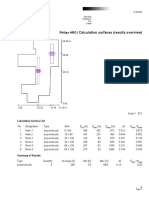
- Calculation Surfaces (Results Overview) : Philips HRODokument4 SeitenCalculation Surfaces (Results Overview) : Philips HROsanaNoch keine Bewertungen
- Negative Skin Friction Aaron Budge Minnesota State UniversityDokument46 SeitenNegative Skin Friction Aaron Budge Minnesota State UniversityNguyễn Thành NhânNoch keine Bewertungen
- D20S-7 Sb1159e01 PDFDokument678 SeitenD20S-7 Sb1159e01 PDFGORDNoch keine Bewertungen
- Ultrasafe AESDokument7 SeitenUltrasafe AEShuyNoch keine Bewertungen
- ASTM Pumping TestDokument125 SeitenASTM Pumping TestErnesto Heinze100% (1)
- Wavin QuickStream Specification Oct 14Dokument6 SeitenWavin QuickStream Specification Oct 14Syahrisal SaputraNoch keine Bewertungen
- COOLANT Komatsu PDFDokument16 SeitenCOOLANT Komatsu PDFdarwin100% (1)
- Lab No 8Dokument5 SeitenLab No 8LO Ver JG100% (1)
- Catalog07 PDFDokument13 SeitenCatalog07 PDFdeig15050% (2)
- 260 Postulates of The Dynamics of TimeDokument78 Seiten260 Postulates of The Dynamics of Timesmartjohnsmith10100% (2)