Das könnte Ihnen auch gefallen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Factory Audit Guide PDFDokument28 SeitenFactory Audit Guide PDFויליאם סן מרמיגיוסNoch keine Bewertungen
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Jaeger Visual Acuity ExaminationDokument2 SeitenJaeger Visual Acuity Examinationויליאם סן מרמיגיוסNoch keine Bewertungen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (894)
- 2011 Yamaha T135 Parts CatalogDokument65 Seiten2011 Yamaha T135 Parts Catalogkevinmarquez72% (25)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Wind Turbine Installation-ManualDokument23 SeitenWind Turbine Installation-Manualויליאם סן מרמיגיוסNoch keine Bewertungen
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Design Calculation For Diesel TankDokument17 SeitenDesign Calculation For Diesel Tankויליאם סן מרמיגיוס100% (1)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- Welder TrainingDokument13 SeitenWelder Trainingויליאם סן מרמיגיוסNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Development and Management PDFDokument40 SeitenDevelopment and Management PDFויליאם סן מרמיגיוסNoch keine Bewertungen
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Bolt TableDokument1 SeiteBolt TableErebert C. CaracasNoch keine Bewertungen
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Execution The DisciplineDokument26 SeitenExecution The Disciplineויליאם סן מרמיגיוסNoch keine Bewertungen
- Vaccum Box Test Procedure For All TanksDokument6 SeitenVaccum Box Test Procedure For All Tanksויליאם סן מרמיגיוסNoch keine Bewertungen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Welding LNG Tank and Vessel in 5 and 9 Nickel SteelDokument4 SeitenWelding LNG Tank and Vessel in 5 and 9 Nickel Steelויליאם סן מרמיגיוסNoch keine Bewertungen
- Conpipe - CementlingDokument43 SeitenConpipe - Cementlingויליאם סן מרמיגיוס50% (2)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Bessemer Lecture Eprint PDFDokument8 SeitenBessemer Lecture Eprint PDFויליאם סן מרמיגיוסNoch keine Bewertungen
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- DIN CatalogDokument57 SeitenDIN CatalogLuong Do DatNoch keine Bewertungen
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- Topographic SurveyingDokument111 SeitenTopographic SurveyingAhmet DerdiyokNoch keine Bewertungen
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Hardness Conversion TableDokument14 SeitenHardness Conversion TableArun KumarNoch keine Bewertungen
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Management of Safety For Critical Equipment PDFDokument24 SeitenManagement of Safety For Critical Equipment PDFויליאם סן מרמיגיוסNoch keine Bewertungen
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- VT ProcedureDokument19 SeitenVT Procedureויליאם סן מרמיגיוסNoch keine Bewertungen
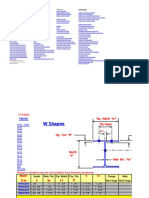
- Rebar Bending Formula & Hook Design - ACI-318Dokument1 SeiteRebar Bending Formula & Hook Design - ACI-318ויליאם סן מרמיגיוס100% (4)
- Welding GuideDokument515 SeitenWelding Guideויליאם סן מרמיגיוסNoch keine Bewertungen
- Execution - Seminar SummaryDokument5 SeitenExecution - Seminar Summaryויליאם סן מרמיגיוסNoch keine Bewertungen
- Nucor-Yamato Steel structural shape catalogDokument51 SeitenNucor-Yamato Steel structural shape catalogויליאם סן מרמיגיוסNoch keine Bewertungen
- Workplace Health & Safety ActDokument424 SeitenWorkplace Health & Safety Actויליאם סן מרמיגיוסNoch keine Bewertungen
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Taper AssemblyDokument36 SeitenTaper Assemblyויליאם סן מרמיגיוסNoch keine Bewertungen
- Duct & Expansion Join InstallationDokument13 SeitenDuct & Expansion Join Installationויליאם סן מרמיגיוסNoch keine Bewertungen
- Berkovich EngDokument34 SeitenBerkovich Engויליאם סן מרמיגיוסNoch keine Bewertungen
- Anchor Bolt SpecDokument9 SeitenAnchor Bolt Specויליאם סן מרמיגיוסNoch keine Bewertungen
- 2004 Catalogo AwsDokument40 Seiten2004 Catalogo Awsarturozapana2015Noch keine Bewertungen
- Miller TIG HandbookDokument20 SeitenMiller TIG Handbookquiron2010Noch keine Bewertungen
- Questions: AnswerDokument5 SeitenQuestions: AnswerMuhammad El-FahamNoch keine Bewertungen
- Mechanical, Physical and Wear Properties of PP-SCF CompositesDokument11 SeitenMechanical, Physical and Wear Properties of PP-SCF CompositesHarriJunaediNoch keine Bewertungen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- B8 PPT Composites MT14 20nov14Dokument86 SeitenB8 PPT Composites MT14 20nov14Rasagya MishraNoch keine Bewertungen
- YP250 Service ManualDokument105 SeitenYP250 Service Manuallaeneel0% (1)
- P730 Brochure ENDokument2 SeitenP730 Brochure ENVictor GalarzaNoch keine Bewertungen
- Manual RT760EDokument159 SeitenManual RT760EJonathan Velasco Arce100% (2)
- Final Twoway SlabDokument20 SeitenFinal Twoway Slabvishnumani3011Noch keine Bewertungen
- Sae J 765 (1990-10) Crane Load Stability Test Code PDFDokument8 SeitenSae J 765 (1990-10) Crane Load Stability Test Code PDFAdrianNoch keine Bewertungen
- Vortex Induced Vibration Aquatic Clean Energy Ijariie4114Dokument5 SeitenVortex Induced Vibration Aquatic Clean Energy Ijariie4114Reham El- DawyNoch keine Bewertungen
- Retrofit of A Briggs and Stratton Small Engine To Run E85Dokument8 SeitenRetrofit of A Briggs and Stratton Small Engine To Run E85Alghazee Abo-jlalNoch keine Bewertungen
- A40hpv08completemanual PDFDokument215 SeitenA40hpv08completemanual PDFEbin RiazNoch keine Bewertungen
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Leser US Order Price Information 2012Dokument204 SeitenLeser US Order Price Information 2012Matheus de AlmeidaNoch keine Bewertungen
- OSHA safety standards and engineering reference sheetsDokument452 SeitenOSHA safety standards and engineering reference sheetsobaniceNoch keine Bewertungen
- Questions Old 2066 & 2068 NTC Level - 7 (Elx & Comm)Dokument5 SeitenQuestions Old 2066 & 2068 NTC Level - 7 (Elx & Comm)Prashant McFc AdhikaryNoch keine Bewertungen
- 1 s2.0 S2352484722007922 MainDokument21 Seiten1 s2.0 S2352484722007922 MainEspinoza Payano Blas RussNoch keine Bewertungen
- CompAir LeROI CL20-25-30SS,CUB Parts ListDokument59 SeitenCompAir LeROI CL20-25-30SS,CUB Parts ListDiana Zar100% (1)
- Water Wasser: PN 10... 25 DN 300, 500, 600, 800Dokument3 SeitenWater Wasser: PN 10... 25 DN 300, 500, 600, 800AhmedRamadanNoch keine Bewertungen
- Dyn Tutorial 5.1 PDFDokument3 SeitenDyn Tutorial 5.1 PDFTareq SammarNoch keine Bewertungen
- Z2000 Modulating Zone Comfort System Control PanelDokument4 SeitenZ2000 Modulating Zone Comfort System Control PanelibrahimsirpiNoch keine Bewertungen
- TRIM AND STABILITY CALCULATION SHEET ANALYSISDokument33 SeitenTRIM AND STABILITY CALCULATION SHEET ANALYSISДмитрий ЯрычNoch keine Bewertungen
- Automatic TransmissionDokument387 SeitenAutomatic Transmissionadialfian2306Noch keine Bewertungen
- Intelligent Air Duct Detectors: FeaturesDokument3 SeitenIntelligent Air Duct Detectors: FeaturesMarcelo FradeNoch keine Bewertungen
- Simple Machines TestDokument7 SeitenSimple Machines TestAlyanna CrisologoNoch keine Bewertungen
- Owner'S Manual & Competition Handbook Competition HandbookDokument164 SeitenOwner'S Manual & Competition Handbook Competition HandbookAgape SniperNoch keine Bewertungen
- 10016-COM-020 Rev0 Procedure For Commissioning of MBF UnitDokument15 Seiten10016-COM-020 Rev0 Procedure For Commissioning of MBF UnitsithulibraNoch keine Bewertungen
- Rolled Alloy ElectrodesDokument12 SeitenRolled Alloy ElectrodesradenmuhaiminNoch keine Bewertungen
- Valve Rod Sizes and Fits ChartDokument2 SeitenValve Rod Sizes and Fits ChartMatt FergusonNoch keine Bewertungen
- 1 - Acoustic Emission Techniques Standardized For Concrete StructuresDokument12 Seiten1 - Acoustic Emission Techniques Standardized For Concrete StructuresJithinRajNoch keine Bewertungen
- Catalogo Completo Flojet Pompe Pumps Bombas Catalogue Xylem Tem SRL ItaliaDokument81 SeitenCatalogo Completo Flojet Pompe Pumps Bombas Catalogue Xylem Tem SRL ItaliaDiana GoriNoch keine Bewertungen
- 320D & 320D L Excavator Hydraulic System SchematicDokument15 Seiten320D & 320D L Excavator Hydraulic System SchematicchanlinNoch keine Bewertungen
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationVon EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationBewertung: 4 von 5 Sternen4/5 (18)
- Transportation Engineering: Theory, Practice, and ModelingVon EverandTransportation Engineering: Theory, Practice, and ModelingNoch keine Bewertungen
- The Things We Make: The Unknown History of Invention from Cathedrals to Soda CansVon EverandThe Things We Make: The Unknown History of Invention from Cathedrals to Soda CansNoch keine Bewertungen
- To Engineer Is Human: The Role of Failure in Successful DesignVon EverandTo Engineer Is Human: The Role of Failure in Successful DesignBewertung: 4 von 5 Sternen4/5 (137)
- Methodology for Estimating Carbon Footprint of Road Projects: Case Study: IndiaVon EverandMethodology for Estimating Carbon Footprint of Road Projects: Case Study: IndiaNoch keine Bewertungen
- Cable Supported Bridges: Concept and DesignVon EverandCable Supported Bridges: Concept and DesignBewertung: 5 von 5 Sternen5/5 (1)
- Crossings: How Road Ecology Is Shaping the Future of Our PlanetVon EverandCrossings: How Road Ecology Is Shaping the Future of Our PlanetBewertung: 4.5 von 5 Sternen4.5/5 (10)