Das könnte Ihnen auch gefallen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- Strengthening of RC Beam Using FRP SheetDokument34 SeitenStrengthening of RC Beam Using FRP SheetIJMER100% (1)
- Strength of Materials - Torsion of Circular Cross Section - Hani Aziz AmeenDokument31 SeitenStrength of Materials - Torsion of Circular Cross Section - Hani Aziz AmeenHani Aziz Ameen80% (15)
- Surface Engineering NotesDokument17 SeitenSurface Engineering NotesRajesh Shah0% (1)
- Head Loss Pipe Fitting ValveDokument14 SeitenHead Loss Pipe Fitting ValvePhạm Quang HuyNoch keine Bewertungen
- LB RC C5e Motion Tp5 enDokument264 SeitenLB RC C5e Motion Tp5 enSandu RaduNoch keine Bewertungen
- Applied MechanicsDokument4 SeitenApplied Mechanicszahin_132000% (1)
- Quad RingDokument32 SeitenQuad RingTrelleborgSealsNoch keine Bewertungen
- Water Control Diagnostic Plots Canuku Base Case Study: Paula CruzDokument24 SeitenWater Control Diagnostic Plots Canuku Base Case Study: Paula CruzLina M. Rodriguez Cortés100% (1)
- P-0259-GB Fixturlaser GO Basic Manual, 2nd EdDokument92 SeitenP-0259-GB Fixturlaser GO Basic Manual, 2nd EdXavier SalazarNoch keine Bewertungen
- Han 2014Dokument6 SeitenHan 2014Xavier SalazarNoch keine Bewertungen
- Thermography Inspection For Early Detection of Composite Damage in Structures During Fatigue LoadingDokument9 SeitenThermography Inspection For Early Detection of Composite Damage in Structures During Fatigue LoadingXavier SalazarNoch keine Bewertungen
- More No 2001Dokument12 SeitenMore No 2001Xavier SalazarNoch keine Bewertungen
- Montoya Ten A 2005Dokument9 SeitenMontoya Ten A 2005Xavier SalazarNoch keine Bewertungen
- Materials 07 00413Dokument17 SeitenMaterials 07 00413Xavier SalazarNoch keine Bewertungen
- 146977Dokument137 Seiten146977Xavier SalazarNoch keine Bewertungen
- Vaillancourt 1998Dokument6 SeitenVaillancourt 1998Xavier SalazarNoch keine Bewertungen
- Safety and Technique of WashingDokument15 SeitenSafety and Technique of WashingXavier SalazarNoch keine Bewertungen
- 6868 24176 1 SMDokument18 Seiten6868 24176 1 SMXavier SalazarNoch keine Bewertungen
- Fujimura 1970Dokument5 SeitenFujimura 1970Xavier SalazarNoch keine Bewertungen
- 10 1109@robot 1995 526018Dokument7 Seiten10 1109@robot 1995 526018Xavier SalazarNoch keine Bewertungen
- ArtigoDokument5 SeitenArtigoAlluri Appa RaoNoch keine Bewertungen
- Safety and Technique of WashingDokument15 SeitenSafety and Technique of WashingXavier SalazarNoch keine Bewertungen
- 10 1109@ieeestd 2005 339594Dokument77 Seiten10 1109@ieeestd 2005 339594Xavier SalazarNoch keine Bewertungen
- 10 1109@afrcon 2002 1159976Dokument6 Seiten10 1109@afrcon 2002 1159976Xavier SalazarNoch keine Bewertungen
- Surface Roughness Review in Ultra-Precision MachiningDokument53 SeitenSurface Roughness Review in Ultra-Precision MachiningEmpresaSTINoch keine Bewertungen
- Webers Electrodynamics For Hydrogen AtomDokument8 SeitenWebers Electrodynamics For Hydrogen AtomdaveklodavekloNoch keine Bewertungen
- The Diametral Clearance Repartition in Single Row Ball Barings With 2, 3 or 4 Point ContactDokument5 SeitenThe Diametral Clearance Repartition in Single Row Ball Barings With 2, 3 or 4 Point Contactdaniel rezmires100% (1)
- 8.012 Physics I: Classical Mechanics: Mit OpencoursewareDokument3 Seiten8.012 Physics I: Classical Mechanics: Mit OpencoursewareGeozzzyNoch keine Bewertungen
- CE 313-Lecture-1 (Course Description)Dokument43 SeitenCE 313-Lecture-1 (Course Description)Yasser Alghrafy100% (1)
- Concentrations WorksheetDokument3 SeitenConcentrations WorksheetMaquisig MasangcayNoch keine Bewertungen
- Cantilever Discussion and ResultDokument12 SeitenCantilever Discussion and ResultYewHang SooNoch keine Bewertungen
- Hidroloji UygulamaDokument4 SeitenHidroloji Uygulamaİlker YeşilyurtNoch keine Bewertungen
- Ch3 Work and EnergyDokument25 SeitenCh3 Work and EnergyahmadskhanNoch keine Bewertungen
- Seismic Imaging TechnologyDokument3 SeitenSeismic Imaging TechnologyrasulbabazadeNoch keine Bewertungen
- Astavarga Tables of JupiterDokument4 SeitenAstavarga Tables of JupiterSam SungNoch keine Bewertungen
- ANSYS Polystat Users GuideDokument180 SeitenANSYS Polystat Users GuideShady Adel AliNoch keine Bewertungen
- Basic Concepts: Partial Differential Equations (Pde)Dokument19 SeitenBasic Concepts: Partial Differential Equations (Pde)Aztec MayanNoch keine Bewertungen
- Roger BakerDokument327 SeitenRoger BakerfelipeplatziNoch keine Bewertungen
- Questions On Concepts Q5.1) : and andDokument23 SeitenQuestions On Concepts Q5.1) : and andAlejandra Fajardo ApoloNoch keine Bewertungen
- Abaqus Analysis Intro-Summary PDFDokument20 SeitenAbaqus Analysis Intro-Summary PDFHussein ZeinNoch keine Bewertungen
- Evidence My Presentation OutlineDokument6 SeitenEvidence My Presentation OutlineJavier Alexis Herrera0% (1)
- Physics K12Dokument710 SeitenPhysics K12skmrrl100% (3)
- Spe 80945 MSDokument10 SeitenSpe 80945 MSLuciano FucelloNoch keine Bewertungen
- Reflectarray AntennaDokument27 SeitenReflectarray AntennaVISHNU UNNIKRISHNANNoch keine Bewertungen
- Gas Chromatography & Liquid Chromatography: Dr. Jenny Jacob School of Bioscience MacfastDokument31 SeitenGas Chromatography & Liquid Chromatography: Dr. Jenny Jacob School of Bioscience MacfastJenny Jose100% (1)
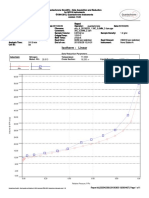
- GraphIsotherm Linear STTN - A - 20150226 - 1 30C - 0,5MM - 3 JamDokument1 SeiteGraphIsotherm Linear STTN - A - 20150226 - 1 30C - 0,5MM - 3 JamYunus HidayatNoch keine Bewertungen