Das könnte Ihnen auch gefallen
- Underground Mining Heat IdentificationDokument12 SeitenUnderground Mining Heat IdentificationsyahruramadhanNoch keine Bewertungen
- Heat Exchanger Design: Qfuel ContractorDokument27 SeitenHeat Exchanger Design: Qfuel ContractorUsama AkramNoch keine Bewertungen
- EXPERIMENT NO.2-WPS OfficeDokument5 SeitenEXPERIMENT NO.2-WPS OfficeJohn Paul MorilloNoch keine Bewertungen
- Hysys - CWs and Quiz Questions - ChE 17Dokument42 SeitenHysys - CWs and Quiz Questions - ChE 17Nahidul Islam ChonjuryNoch keine Bewertungen
- Thermodynamic Analysis and Optimization of Adsorption-Based Atmospheric Water HarvestingDokument10 SeitenThermodynamic Analysis and Optimization of Adsorption-Based Atmospheric Water Harvestingmm tNoch keine Bewertungen
- Concentric Tube Heat ExchangerDokument10 SeitenConcentric Tube Heat Exchangeramirhazwan93% (14)
- Heat Exhanger Individual ReportDokument16 SeitenHeat Exhanger Individual ReportMusa OtoNoch keine Bewertungen
- Air CondDokument34 SeitenAir CondAnonymous k90SvONoch keine Bewertungen
- TWP-CK-Eng VerDokument6 SeitenTWP-CK-Eng VerVũ Hoàng BáchNoch keine Bewertungen
- Explore The Influence of Intermediate Extraction On Thermodynamic Performance and Economy of Uehara CycleDokument6 SeitenExplore The Influence of Intermediate Extraction On Thermodynamic Performance and Economy of Uehara CycleamfNoch keine Bewertungen
- (Unit Operations Laboratory-2) : Name: Siraj Ali Aldeeb ID: 3214118Dokument11 Seiten(Unit Operations Laboratory-2) : Name: Siraj Ali Aldeeb ID: 3214118Siraj AL sharifNoch keine Bewertungen
- (Unit Operations Laboratory-2) : Name: Siraj Ali Aldeeb ID: 3214118Dokument11 Seiten(Unit Operations Laboratory-2) : Name: Siraj Ali Aldeeb ID: 3214118Siraj AL sharifNoch keine Bewertungen
- Air CndtoningDokument34 SeitenAir Cndtoningsusanooabc100% (9)
- UntitledDokument8 SeitenUntitledAbed Alrahman QaddourNoch keine Bewertungen
- BE - MECH - Heating Ventilation & Air Conditioning - Dec 2019Dokument5 SeitenBE - MECH - Heating Ventilation & Air Conditioning - Dec 2019Vishal GaikwadNoch keine Bewertungen
- LAB 2: Air Recirculation Through A Duct-Room System: Description of ApparatusDokument7 SeitenLAB 2: Air Recirculation Through A Duct-Room System: Description of Apparatusp_sudheersharma100% (3)
- Thermal Design of A Shell and Tube Heat Exchanger With Internal FinsDokument6 SeitenThermal Design of A Shell and Tube Heat Exchanger With Internal FinstasosNoch keine Bewertungen
- Reliability Analysis On A Shell and Tube Heat ExchDokument12 SeitenReliability Analysis On A Shell and Tube Heat ExchkotisanampudiNoch keine Bewertungen
- Report PDFDokument14 SeitenReport PDFMutiaRezaNoch keine Bewertungen
- Final 2012 Chemical MetallurgyDokument7 SeitenFinal 2012 Chemical MetallurgyRuby AdijayaNoch keine Bewertungen
- Report PDF Heat Exchanger PDFDokument14 SeitenReport PDF Heat Exchanger PDFAizat Edzmir100% (1)
- Experiment - 10: Performance Test On Flat Plate Solar Water Heater AimDokument8 SeitenExperiment - 10: Performance Test On Flat Plate Solar Water Heater Aimguru jeeNoch keine Bewertungen
- Reactor Sizing FinalDokument34 SeitenReactor Sizing FinalJobb Six-steps MatheusNoch keine Bewertungen
- Appendix A: - .Sizing of Distillation ColumnsDokument14 SeitenAppendix A: - .Sizing of Distillation ColumnsBlack WidowNoch keine Bewertungen
- Che-309: Chemical Engineering Laboratory (I) : Drying of SolidsDokument12 SeitenChe-309: Chemical Engineering Laboratory (I) : Drying of SolidsMohammad KhNoch keine Bewertungen
- AC (Cooling and Dehumidification)Dokument8 SeitenAC (Cooling and Dehumidification)Barn BeanNoch keine Bewertungen
- Concentric Tube Parallel and Counter FlowDokument4 SeitenConcentric Tube Parallel and Counter FlowUsama JamilNoch keine Bewertungen
- Group C-Transfer and Heat Balance Dual Heat ExchangerDokument9 SeitenGroup C-Transfer and Heat Balance Dual Heat Exchanger214164Noch keine Bewertungen
- Cooling of Superheated Refrigerants Flowing Inside Mini and Micro Tubes Study of Heat Transfer and Pressure Drop, Co Case Study. Paper IiDokument8 SeitenCooling of Superheated Refrigerants Flowing Inside Mini and Micro Tubes Study of Heat Transfer and Pressure Drop, Co Case Study. Paper IiRavikiran TatavarthyNoch keine Bewertungen
- Tunable Diode Laser Absorption Spectroscopy (TDLAS) As A Lyophilization Cycle Monitor: Applicability On A Pilot Scale Freeze DryerDokument2 SeitenTunable Diode Laser Absorption Spectroscopy (TDLAS) As A Lyophilization Cycle Monitor: Applicability On A Pilot Scale Freeze DryerJoe AzzarellaNoch keine Bewertungen
- Theoretical Analysis Report: Problem DefinitionDokument6 SeitenTheoretical Analysis Report: Problem Definitionwtt1640Noch keine Bewertungen
- PV Power To Methane: Draft Assignment 2Dokument13 SeitenPV Power To Methane: Draft Assignment 2Ardiansyah ARNoch keine Bewertungen
- Lecture Note 02Dokument14 SeitenLecture Note 02Vishwanathan RishanthNoch keine Bewertungen
- Colling Tower: Mechanical Lab / Exp. NO.Dokument10 SeitenColling Tower: Mechanical Lab / Exp. NO.Dalal Salih100% (1)
- Me2202 Engineering Thermodynamics - Uq - May June 2016Dokument4 SeitenMe2202 Engineering Thermodynamics - Uq - May June 2016BIBIN CHIDAMBARANATHANNoch keine Bewertungen
- 2006encit-Simulation and Optimization of Heat Exchangers Cleaning SchedulesDokument7 Seiten2006encit-Simulation and Optimization of Heat Exchangers Cleaning SchedulesMukesh BohraNoch keine Bewertungen
- An Experimental Evaluation of The Greenhouse Effect in R22 SubstitutionDokument11 SeitenAn Experimental Evaluation of The Greenhouse Effect in R22 SubstitutionAndreas SantosoNoch keine Bewertungen
- Ans 1 A) 3 Commonly Applied Air Cinditioning Duct Design MethodsDokument7 SeitenAns 1 A) 3 Commonly Applied Air Cinditioning Duct Design Methodsabdullah ibrahimNoch keine Bewertungen
- Name - Avinash Raj REG NO. - 17BME0136: Additional LearningDokument22 SeitenName - Avinash Raj REG NO. - 17BME0136: Additional LearningRashmi KumariNoch keine Bewertungen
- Lab Report 2Dokument14 SeitenLab Report 2SyafiyatulMunawarahNoch keine Bewertungen
- LAB 8 Jacketed Vessel FinalDokument28 SeitenLAB 8 Jacketed Vessel FinalCatherine Masoud100% (2)
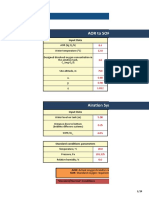
- AOR To SORDokument24 SeitenAOR To SORImtiaz HaqueNoch keine Bewertungen
- Regulations:: Page 1 of 2Dokument2 SeitenRegulations:: Page 1 of 2milan mottaNoch keine Bewertungen
- Lab B Che 247Dokument9 SeitenLab B Che 247Muhd FirdausNoch keine Bewertungen
- 백원근 IHTC16 23852 (국제학회)Dokument9 Seiten백원근 IHTC16 23852 (국제학회)monky2356Noch keine Bewertungen
- MMME2007 Spring 2016-2017 SolutionsDokument15 SeitenMMME2007 Spring 2016-2017 SolutionsJonathan AngNoch keine Bewertungen
- Concentric Tube Heat ExchangerDokument9 SeitenConcentric Tube Heat ExchangerZeenat RanaNoch keine Bewertungen
- Bbbdnitm, Lko Mechanical Department Subject-Heat and Mass Transfer UNIT-5 Assignment-5 Section-A Short Questions: (2 Marks)Dokument2 SeitenBbbdnitm, Lko Mechanical Department Subject-Heat and Mass Transfer UNIT-5 Assignment-5 Section-A Short Questions: (2 Marks)Hoài ThươngNoch keine Bewertungen
- Heating VentilationDokument20 SeitenHeating VentilationAshan LiaqatNoch keine Bewertungen
- Compile Heat ExchangerDokument16 SeitenCompile Heat ExchangerAmir HaikalNoch keine Bewertungen
- Laboratory Report No.8 Test of Tubular CondenserDokument5 SeitenLaboratory Report No.8 Test of Tubular CondenserLouie Ludeña VillegasNoch keine Bewertungen
- (Unit Operations Laboratory-2) : Name: Siraj Ali Aldeeb ID: 3214118Dokument11 Seiten(Unit Operations Laboratory-2) : Name: Siraj Ali Aldeeb ID: 3214118Siraj AL sharifNoch keine Bewertungen
- Me2202 Engineering Thermodynamics - Uq - April May 2010Dokument4 SeitenMe2202 Engineering Thermodynamics - Uq - April May 2010BIBIN CHIDAMBARANATHANNoch keine Bewertungen
- Experiment 5 HeatDokument21 SeitenExperiment 5 HeatAzwan BaharinNoch keine Bewertungen
- Sizing of Glycol ContactorDokument10 SeitenSizing of Glycol ContactorGODWIN ANYIMAH100% (1)
- 5b. Batch Drying - Group21Dokument8 Seiten5b. Batch Drying - Group21ch21b095Noch keine Bewertungen
- Cjce 5450630613Dokument8 SeitenCjce 5450630613ulsakNoch keine Bewertungen
- Chemical Exergy CalculationDokument7 SeitenChemical Exergy CalculationmaheshNoch keine Bewertungen
- Let There Be Oils!: An Introduction To Crude Oil Distillation. (Technical)Dokument56 SeitenLet There Be Oils!: An Introduction To Crude Oil Distillation. (Technical)YustinusNoch keine Bewertungen
- Cooling Tower PerformanceDokument23 SeitenCooling Tower PerformanceAna Cristina LopezNoch keine Bewertungen
- Lab. Kimia Organik FMIPA - UGM: Peak Intensity Corr. Intensity Base (H) Base (L) Area Corr. AreaDokument1 SeiteLab. Kimia Organik FMIPA - UGM: Peak Intensity Corr. Intensity Base (H) Base (L) Area Corr. AreaYustinusNoch keine Bewertungen
- Surface Diffusion On Energetically Heterogeneous Surfaces: A. Kapoor T. YangDokument4 SeitenSurface Diffusion On Energetically Heterogeneous Surfaces: A. Kapoor T. YangYustinusNoch keine Bewertungen
- Microporous and Mesoporous Materials: Xian Zhang, Rijie Wang, Xiaoxia Yang, Fengbao ZhangDokument6 SeitenMicroporous and Mesoporous Materials: Xian Zhang, Rijie Wang, Xiaoxia Yang, Fengbao ZhangYustinusNoch keine Bewertungen
- Usd520917 PDFDokument5 SeitenUsd520917 PDFYustinusNoch keine Bewertungen
- Compound Wall Design (1) - Layout1Dokument1 SeiteCompound Wall Design (1) - Layout1SandeepNoch keine Bewertungen
- Measurement System AnalysisDokument42 SeitenMeasurement System Analysisazadsingh1Noch keine Bewertungen
- Teshome Tefera ArticleDokument5 SeitenTeshome Tefera ArticleMagarsa GamadaNoch keine Bewertungen
- Natures CandyDokument19 SeitenNatures CandyFanejegNoch keine Bewertungen
- Video Case 1.1 Burke: Learning and Growing Through Marketing ResearchDokument3 SeitenVideo Case 1.1 Burke: Learning and Growing Through Marketing ResearchAdeeba 1Noch keine Bewertungen
- QuartzDokument5 SeitenQuartzKannaTaniyaNoch keine Bewertungen
- MAYA1010 EnglishDokument30 SeitenMAYA1010 EnglishjailsondelimaNoch keine Bewertungen
- Estimating Capital Costs From An Equipment List: A Case StudyDokument8 SeitenEstimating Capital Costs From An Equipment List: A Case StudyWatsonnNoch keine Bewertungen
- ACCOUNTS Foundation Paper1Dokument336 SeitenACCOUNTS Foundation Paper1mukni613324100% (1)
- Hand Planer PDFDokument8 SeitenHand Planer PDFJelaiNoch keine Bewertungen
- General Director AdDokument1 SeiteGeneral Director Adapi-690640369Noch keine Bewertungen
- Study On Color Fastness To Rubbing by Crock MeterDokument4 SeitenStudy On Color Fastness To Rubbing by Crock Metertushar100% (5)
- TCO & TCU Series Container Lifting Lugs - Intercon EnterprisesDokument4 SeitenTCO & TCU Series Container Lifting Lugs - Intercon EnterprisesReda ElawadyNoch keine Bewertungen
- Book Shop InventoryDokument21 SeitenBook Shop InventoryAli AnsariNoch keine Bewertungen
- 173089Dokument22 Seiten173089aiabbasi9615100% (1)
- Mannitol For Reduce IOPDokument7 SeitenMannitol For Reduce IOPHerryantoThomassawaNoch keine Bewertungen
- Salary Data 18092018Dokument5.124 SeitenSalary Data 18092018pjrkrishna100% (1)
- Republic vs. CA (G.R. No. 139592, October 5, 2000)Dokument11 SeitenRepublic vs. CA (G.R. No. 139592, October 5, 2000)Alexandra Mae GenorgaNoch keine Bewertungen
- Series 90 100cc Pump Parts ManualDokument152 SeitenSeries 90 100cc Pump Parts ManualHernan Garcia67% (3)
- 2017 Directory WO Member PagesDokument112 Seiten2017 Directory WO Member PagessberkowitzNoch keine Bewertungen
- SS 531 2006 Code of Practice For Lighting of Work Places Part 1 PDFDokument13 SeitenSS 531 2006 Code of Practice For Lighting of Work Places Part 1 PDFEdmund YoongNoch keine Bewertungen
- Event Management (MAX FIT)Dokument12 SeitenEvent Management (MAX FIT)vkrish6Noch keine Bewertungen
- Comparison of The Gasification Performance in The Downdraftfixed-Bedgasifier Fed by Different Feedstocks Rice Husk, Sawdust, and Their MixtureDokument8 SeitenComparison of The Gasification Performance in The Downdraftfixed-Bedgasifier Fed by Different Feedstocks Rice Husk, Sawdust, and Their MixturechaniefNoch keine Bewertungen
- ISA 265 Standalone 2009 HandbookDokument16 SeitenISA 265 Standalone 2009 HandbookAbraham ChinNoch keine Bewertungen
- Datascope System 98Dokument16 SeitenDatascope System 98Guillermo ZalazarNoch keine Bewertungen
- Expanded Breastfeeding ActDokument9 SeitenExpanded Breastfeeding ActJohn Michael CamposNoch keine Bewertungen
- Solution Problem 1 Problems Handouts MicroDokument25 SeitenSolution Problem 1 Problems Handouts MicrokokokoNoch keine Bewertungen
- Response LTR 13 330 VielmettiDokument2 SeitenResponse LTR 13 330 VielmettiAnn Arbor Government DocumentsNoch keine Bewertungen
- Assignment of Killamsetty Rasmita Scam 1992Dokument8 SeitenAssignment of Killamsetty Rasmita Scam 1992rkillamsettyNoch keine Bewertungen
- Class Assignment 2Dokument3 SeitenClass Assignment 2fathiahNoch keine Bewertungen