Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5795)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1091)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- A Sample CBD Oil Extraction Business Plan Template - ProfitableVentureDokument13 SeitenA Sample CBD Oil Extraction Business Plan Template - ProfitableVentureRaju GummaNoch keine Bewertungen
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Solar Thermal Systems: Components and Applications - IntroductionDokument25 SeitenSolar Thermal Systems: Components and Applications - IntroductionAhmed El AbagyNoch keine Bewertungen
- Crude Distillation UnitsDokument32 SeitenCrude Distillation Unitsmoujahed100% (1)
- Renewable Diesel - The Latest Buzzword in The Downstream SectorDokument5 SeitenRenewable Diesel - The Latest Buzzword in The Downstream SectorRaju GummaNoch keine Bewertungen
- W2E-Plastic Pyarolysis Plant Financial ProjectionsDokument15 SeitenW2E-Plastic Pyarolysis Plant Financial ProjectionsRaju GummaNoch keine Bewertungen
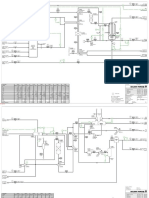
- Rdu PidDokument42 SeitenRdu PidRaju Gumma100% (1)
- Comparison of Conventional vs. Modular Hydrogen Refueling Stations, and On-Site Production vs. DeliveryDokument61 SeitenComparison of Conventional vs. Modular Hydrogen Refueling Stations, and On-Site Production vs. DeliveryRaju GummaNoch keine Bewertungen
- Calc No's: 2468712 Layout: L3 Case: C1 PFF: Doc: PFD01Dokument8 SeitenCalc No's: 2468712 Layout: L3 Case: C1 PFF: Doc: PFD01Raju GummaNoch keine Bewertungen
- 2014 GHProfile Final ReportDokument119 Seiten2014 GHProfile Final ReportRaju GummaNoch keine Bewertungen
- 1813 9450 5406 PDFDokument57 Seiten1813 9450 5406 PDFRaju GummaNoch keine Bewertungen
- FINAL North Peace Horticulture Business Case and Marketing StrategyDokument159 SeitenFINAL North Peace Horticulture Business Case and Marketing StrategyRaju GummaNoch keine Bewertungen
- Parag Milk Foods Limited: Investor Presentation August 2019Dokument46 SeitenParag Milk Foods Limited: Investor Presentation August 2019Raju GummaNoch keine Bewertungen
- Action Plan - MBC.Livestock Group 4 PDFDokument23 SeitenAction Plan - MBC.Livestock Group 4 PDFRaju GummaNoch keine Bewertungen
- On-Farm Processing - Getting Started Document 4 24 18Dokument43 SeitenOn-Farm Processing - Getting Started Document 4 24 18Raju GummaNoch keine Bewertungen
- Wilson - Natalie - Very GoodDokument44 SeitenWilson - Natalie - Very GoodRaju GummaNoch keine Bewertungen
- Very Very Imporatant PDFDokument8 SeitenVery Very Imporatant PDFRaju GummaNoch keine Bewertungen
- Executive Summary: ST ND RDDokument51 SeitenExecutive Summary: ST ND RDRaju GummaNoch keine Bewertungen
- Project Report On Nandini MilkDokument72 SeitenProject Report On Nandini MilkRaju GummaNoch keine Bewertungen
- Muet SpeakingDokument9 SeitenMuet SpeakingNg Kim FaiNoch keine Bewertungen
- Dukler 1980Dokument10 SeitenDukler 1980Vassilios KelessidisNoch keine Bewertungen
- XADO-catalogue 2016 en New WebDokument124 SeitenXADO-catalogue 2016 en New WebXado SverigeNoch keine Bewertungen
- Miembros Ccs SecDokument12 SeitenMiembros Ccs SecOswaldo SanchezNoch keine Bewertungen
- Petroleum Refining NotesDokument4 SeitenPetroleum Refining Notesapi-304149645Noch keine Bewertungen
- Sulaimanov RuslanDokument71 SeitenSulaimanov RuslanAries SatriaNoch keine Bewertungen
- Brainvita IVDokument5 SeitenBrainvita IVPradeep Nityanand PuriNoch keine Bewertungen
- Chapter: 1.1 Energy Scenario Part-I: Objective Type Questions and AnswersDokument6 SeitenChapter: 1.1 Energy Scenario Part-I: Objective Type Questions and AnswersAnonymous VDn6xxNoch keine Bewertungen
- Specifications Virgin Fuel Oil D6: Method Units Test Result UnitDokument1 SeiteSpecifications Virgin Fuel Oil D6: Method Units Test Result UnitDavid garzaNoch keine Bewertungen
- Vane Motor M5a m5b UkDokument16 SeitenVane Motor M5a m5b UkUtku KepcenNoch keine Bewertungen
- Sunflower OilDokument10 SeitenSunflower OiltnsamNoch keine Bewertungen
- Biokerosene From Babassu and Camelina OilsDokument9 SeitenBiokerosene From Babassu and Camelina OilsBiodiesel Pala FredricksenNoch keine Bewertungen
- Biodiesel - A Fuel of FutureDokument5 SeitenBiodiesel - A Fuel of FutureYashad JoshiNoch keine Bewertungen
- Produced WaterDokument2 SeitenProduced WaterAlfredo GonzalesNoch keine Bewertungen
- Estatus Aprobación X Area (ACTUALIZADO) 28.12.2020Dokument248 SeitenEstatus Aprobación X Area (ACTUALIZADO) 28.12.2020viviana vasquez garciaNoch keine Bewertungen
- Northsea Jurassic TableDokument252 SeitenNorthsea Jurassic TableSLACKENGINEER100% (1)
- BPCL Annual Report 21-22 - Final FDokument40 SeitenBPCL Annual Report 21-22 - Final Fpgpm2024.asafNoch keine Bewertungen
- (CHE 329) Petrochemical Manufacturing and Application: Chemical IndustriesDokument36 Seiten(CHE 329) Petrochemical Manufacturing and Application: Chemical IndustriesNUR DAMIA MOHAMAD AZIZINoch keine Bewertungen
- EXP-PR-UT110-EN-R0 - 2 - LaboDokument113 SeitenEXP-PR-UT110-EN-R0 - 2 - LaboAnonymous aIuHKoKZjNoch keine Bewertungen
- Chen - 2008 - Heat-Integrated Crude Oil Distillation DesignDokument260 SeitenChen - 2008 - Heat-Integrated Crude Oil Distillation DesignRuddy Murrieta Filobello100% (1)
- 3.well Profile DesignDokument37 Seiten3.well Profile Designbruno100% (2)
- Catalogo SulzerDokument28 SeitenCatalogo SulzerStaman1988Noch keine Bewertungen
- gsm019 03 20160528 rrc020 Jul2016Dokument129 Seitengsm019 03 20160528 rrc020 Jul2016Kshitij MoreNoch keine Bewertungen
- Oisd-Std-168 - Emergency Preparedness Plan For Marketing Locations of Oil IndustryDokument41 SeitenOisd-Std-168 - Emergency Preparedness Plan For Marketing Locations of Oil IndustryJai Prakash KumawatNoch keine Bewertungen
- Complete AMERICAN Pipe Manual 5-17-13Dokument362 SeitenComplete AMERICAN Pipe Manual 5-17-13Banderbill Fernando100% (3)
- Tension InterfacialDokument10 SeitenTension InterfacialtrimarfNoch keine Bewertungen
- SAUDI ARABIA V ARAMCODokument20 SeitenSAUDI ARABIA V ARAMCOPNP MayoyaoNoch keine Bewertungen
- Earth and Environmental Science IISER Bhopal Lec 1Dokument14 SeitenEarth and Environmental Science IISER Bhopal Lec 1Gourav DasNoch keine Bewertungen