Das könnte Ihnen auch gefallen
- Friction Stir Welding of 2XXX Aluminum Alloys including Al-Li AlloysVon EverandFriction Stir Welding of 2XXX Aluminum Alloys including Al-Li AlloysNoch keine Bewertungen
- E 08Dokument16 SeitenE 08João PauloNoch keine Bewertungen
- Chiong 2019 IOP Conf. Ser. Mater. Sci. Eng. 495 012093Dokument10 SeitenChiong 2019 IOP Conf. Ser. Mater. Sci. Eng. 495 012093Plentys KWNoch keine Bewertungen
- Design of Riveted JointsDokument19 SeitenDesign of Riveted JointsSudhakarChavaliNoch keine Bewertungen
- Numerical Simulation of Resistance Spot Welding of Steel Sheets HCT600X ZFDokument5 SeitenNumerical Simulation of Resistance Spot Welding of Steel Sheets HCT600X ZFEditor IJTSRDNoch keine Bewertungen
- Study of Solidification Cracking in Advanced High Strength Automotive SteelsDokument19 SeitenStudy of Solidification Cracking in Advanced High Strength Automotive Steels이재헌 서울 대학원 융합기계공학과 장학조교Noch keine Bewertungen
- Engineering Structural Integrity Assessment: Where Are We Today?Dokument1 SeiteEngineering Structural Integrity Assessment: Where Are We Today?Rana Muhammad Abdullah WakeelNoch keine Bewertungen
- Suryanarayanan-Sridhar2020 Article EffectOfProcessParametersInPinDokument12 SeitenSuryanarayanan-Sridhar2020 Article EffectOfProcessParametersInPinV.v. TaguisNoch keine Bewertungen
- Rehabilitation of Automobile Crankshafts by Submerged-Arc WeldingDokument18 SeitenRehabilitation of Automobile Crankshafts by Submerged-Arc WeldingeliiiiiiNoch keine Bewertungen
- Cecchel2019 Article ApplicationOfLaserMetalDepositDokument12 SeitenCecchel2019 Article ApplicationOfLaserMetalDeposithassan ghorbaniNoch keine Bewertungen
- Paper16-2010 (1,11)Dokument11 SeitenPaper16-2010 (1,11)sanketpavi21Noch keine Bewertungen
- B10 Life of An Axle ShaftDokument8 SeitenB10 Life of An Axle ShaftGaddipati Mohankrishna100% (1)
- Mechanical and Microstructural Behaviour of 2024-7075 Aluminium Alloy Sheets Joined by Friction Stir Welding PDFDokument7 SeitenMechanical and Microstructural Behaviour of 2024-7075 Aluminium Alloy Sheets Joined by Friction Stir Welding PDFSabry S. YoussefNoch keine Bewertungen
- Fatigue Assessment For Selected Connections of Structural Steel Bridge Components Using The Finite Elements MethodDokument11 SeitenFatigue Assessment For Selected Connections of Structural Steel Bridge Components Using The Finite Elements MethodAlireza Asgari MotlaghNoch keine Bewertungen
- Spot WeldingDokument15 SeitenSpot WeldingLívia RodriguesNoch keine Bewertungen
- Analysis of Fatigue-Related Aspects of FCAW and GMAW Butt-Welded Joints in A Structural SteelDokument13 SeitenAnalysis of Fatigue-Related Aspects of FCAW and GMAW Butt-Welded Joints in A Structural Steelalex totiNoch keine Bewertungen
- Luckacs 2018Dokument13 SeitenLuckacs 2018nanedNoch keine Bewertungen
- Stresses in Repair Welding of High-Strength Steels-Part 1: Restraint and Cold Cracking RiskDokument13 SeitenStresses in Repair Welding of High-Strength Steels-Part 1: Restraint and Cold Cracking RiskafabNoch keine Bewertungen
- Research Paper On Ball BearingDokument5 SeitenResearch Paper On Ball Bearingfvfee39d100% (1)
- Experimental Evaluation of The Shrink-Fitted Joints in The Assembled CrankshaftsDokument10 SeitenExperimental Evaluation of The Shrink-Fitted Joints in The Assembled CrankshaftsParag NaikNoch keine Bewertungen
- Mechanical and microstructural properties of friction spot welded AA6181 aluminium alloyDokument7 SeitenMechanical and microstructural properties of friction spot welded AA6181 aluminium alloyMilli Aline SantannaNoch keine Bewertungen
- Jármai (2015) - Cost Calculation of Thin-Walled Structures Using Different Manufacturing TechniquesDokument15 SeitenJármai (2015) - Cost Calculation of Thin-Walled Structures Using Different Manufacturing TechniquesGogyNoch keine Bewertungen
- Lázaro Plata 2020 J. Phys. Conf. Ser. 1587 012034Dokument8 SeitenLázaro Plata 2020 J. Phys. Conf. Ser. 1587 012034fernandoNoch keine Bewertungen
- Component Test For The Assessment of Delayed Hydrogen-Assisted Cracking in Thick-Walled SAW Joints For Offshore ApplicationsDokument15 SeitenComponent Test For The Assessment of Delayed Hydrogen-Assisted Cracking in Thick-Walled SAW Joints For Offshore ApplicationsafabNoch keine Bewertungen
- Ship Block Assembly Sequence Planning Considering Productivity and Welding DeformationDokument8 SeitenShip Block Assembly Sequence Planning Considering Productivity and Welding DeformationHugo AceNoch keine Bewertungen
- Welding Quality and Structural Life Enhancement of High Strength Low Alloy Steel S460Dokument16 SeitenWelding Quality and Structural Life Enhancement of High Strength Low Alloy Steel S460Noridzwan Nordin0% (1)
- Kurji Coniglio 2014Dokument18 SeitenKurji Coniglio 2014xaxafagaNoch keine Bewertungen
- CFD Simulation of Tundish FlowDokument11 SeitenCFD Simulation of Tundish FlowGreg BurgreenNoch keine Bewertungen
- ÖDEV materials-12-01108Dokument16 SeitenÖDEV materials-12-01108Serkan APAYNoch keine Bewertungen
- FSW Welding PresentationDokument56 SeitenFSW Welding PresentationMazharNoch keine Bewertungen
- Quality Index For Friction Stir Welds in 7050 Aluminum PlatesDokument10 SeitenQuality Index For Friction Stir Welds in 7050 Aluminum PlatesGabriel AguirreNoch keine Bewertungen
- Metals: Weldability and Monitoring of Resistance Spot Welding of Q&P and TRIP SteelsDokument15 SeitenMetals: Weldability and Monitoring of Resistance Spot Welding of Q&P and TRIP SteelsrocktallicaNoch keine Bewertungen
- Assessment of Microestructure Degradation of Creep Exposed Boiler SteelsDokument4 SeitenAssessment of Microestructure Degradation of Creep Exposed Boiler SteelsdantegimenezNoch keine Bewertungen
- SV 0504dondDokument10 SeitenSV 0504dondericNoch keine Bewertungen
- Exploring The Boundaries of Refill Friction Stir Spot Welding: Influence of Short Welding Times On Joint PerformanceDokument13 SeitenExploring The Boundaries of Refill Friction Stir Spot Welding: Influence of Short Welding Times On Joint PerformanceafabNoch keine Bewertungen
- 1 s2.0 S1350630722006033 MainDokument18 Seiten1 s2.0 S1350630722006033 Mainimanz5Noch keine Bewertungen
- Unit-4 Unconventional Manufacturing ProcessDokument18 SeitenUnit-4 Unconventional Manufacturing Processbrijkishor201767% (3)
- Design and Analysis of Connecting Rod For Reduction of Weight and Cost ReportDokument52 SeitenDesign and Analysis of Connecting Rod For Reduction of Weight and Cost Reporthemtheboss100% (1)
- Experimental and Numerical Study On SheaDokument14 SeitenExperimental and Numerical Study On SheaArne BeningNoch keine Bewertungen
- Friction Stir Welding PP TDokument56 SeitenFriction Stir Welding PP TSantosh V HiremathNoch keine Bewertungen
- Microstructural and mechanical properties of friction stir welded thick 5083 aluminum alloyDokument22 SeitenMicrostructural and mechanical properties of friction stir welded thick 5083 aluminum alloyShine KunnathNoch keine Bewertungen
- Friction and Wear Investigations On Single Chain Joints: Originalarbeiten/OriginalsDokument11 SeitenFriction and Wear Investigations On Single Chain Joints: Originalarbeiten/OriginalsasadNoch keine Bewertungen
- Simulation-Based Fatigue Life Prediction of Wind Turbine ComponentsDokument7 SeitenSimulation-Based Fatigue Life Prediction of Wind Turbine ComponentsRajamani ThiruvengadamNoch keine Bewertungen
- Life Extension Methods in Aero-Engines OMMI (Vol.3, Issue 1) April 2004Dokument15 SeitenLife Extension Methods in Aero-Engines OMMI (Vol.3, Issue 1) April 2004D ARUL KUMARESANNoch keine Bewertungen
- Verification of Johnson-Cook Material Model Constants of Aa2024-T3 For Use in Finite Element Simulation of Friction Stir Welding and Its Utilization in Severe Plastic DeformationDokument5 SeitenVerification of Johnson-Cook Material Model Constants of Aa2024-T3 For Use in Finite Element Simulation of Friction Stir Welding and Its Utilization in Severe Plastic DeformationInternational Journal of Research in Engineering and TechnologyNoch keine Bewertungen
- An Experimental Buckling Study of Column-SupportedDokument8 SeitenAn Experimental Buckling Study of Column-SupportedJason LeeNoch keine Bewertungen
- 2012 Al AlloyDokument8 Seiten2012 Al Alloyadarshravindran1991Noch keine Bewertungen
- (Elearnica) - Effect - of - Welding - Parameters - On - Mechanical - and - Microstructural - Properties - o PDFDokument8 Seiten(Elearnica) - Effect - of - Welding - Parameters - On - Mechanical - and - Microstructural - Properties - o PDFelmiraNoch keine Bewertungen
- Fatigue Analysis of Welding Seams in AutomotiveDokument14 SeitenFatigue Analysis of Welding Seams in AutomotiveFernandoiNoch keine Bewertungen
- Verification of Johnson-Cook Material Model by Sanjeev N KDokument5 SeitenVerification of Johnson-Cook Material Model by Sanjeev N KSanjeev NkNoch keine Bewertungen
- Ipc2012 90242Dokument8 SeitenIpc2012 90242Marcelo Varejão CasarinNoch keine Bewertungen
- Effect of SCFs On S N Based Fatigue Reliability of Multi Planar Tubular DKT Joints of Offshore Jacket Type StructuresDokument19 SeitenEffect of SCFs On S N Based Fatigue Reliability of Multi Planar Tubular DKT Joints of Offshore Jacket Type StructuresKirolos AwadNoch keine Bewertungen
- This Content Downloaded From 95.107.164.3 On Tue, 28 Sep 2021 05:48:11 UTCDokument8 SeitenThis Content Downloaded From 95.107.164.3 On Tue, 28 Sep 2021 05:48:11 UTCabhayuietNoch keine Bewertungen
- IJMF2020 PilthammarDokument17 SeitenIJMF2020 PilthammarAdamNoch keine Bewertungen
- Fatigue Performance of A Connection For GRC Cladding Panels: September 2017Dokument7 SeitenFatigue Performance of A Connection For GRC Cladding Panels: September 2017Almer MustafićNoch keine Bewertungen
- Friction Stir Welding Process Parameters Significance and Impact On Metal Matrix Composites Joints: A Brief ReviewDokument12 SeitenFriction Stir Welding Process Parameters Significance and Impact On Metal Matrix Composites Joints: A Brief ReviewPerumalla Janaki RamuluNoch keine Bewertungen
- JMR&T-2023 Final PaperDokument20 SeitenJMR&T-2023 Final PaperUroš TrdanNoch keine Bewertungen
- Novel Fusion Technology for Faster Deposition of Wear Resistant AlloysDokument10 SeitenNovel Fusion Technology for Faster Deposition of Wear Resistant AlloysNarasimha DvlNoch keine Bewertungen
- Sciencedirect: Optimization of Friction Stir Welding of ThermoplasticsDokument6 SeitenSciencedirect: Optimization of Friction Stir Welding of ThermoplasticsYineth PinzonNoch keine Bewertungen
- Nextcloud ManualDokument89 SeitenNextcloud ManualAmir IskandarNoch keine Bewertungen
- A Model For Process-Based Crash SimulationDokument8 SeitenA Model For Process-Based Crash SimulationAmir IskandarNoch keine Bewertungen
- Designing and Building With Bamboo Janssen PDFDokument211 SeitenDesigning and Building With Bamboo Janssen PDFGretel Adrianne UmaliNoch keine Bewertungen
- 027 Marconi CRM GroupDokument24 Seiten027 Marconi CRM GroupAmir IskandarNoch keine Bewertungen
- A Comparison Between Two Methods of Head Impact ReconstructionDokument6 SeitenA Comparison Between Two Methods of Head Impact ReconstructionAmir IskandarNoch keine Bewertungen
- A Roadmap To Linear and Nonlinear Implicit Analysis With LS-DYNADokument21 SeitenA Roadmap To Linear and Nonlinear Implicit Analysis With LS-DYNAAmir IskandarNoch keine Bewertungen
- Design of Reinforced Concrete Panels For Wind-Borne Missile ImpactDokument340 SeitenDesign of Reinforced Concrete Panels For Wind-Borne Missile ImpactAmir IskandarNoch keine Bewertungen
- MAT - 4A - MICROMEC - Theory and Application NotesDokument19 SeitenMAT - 4A - MICROMEC - Theory and Application NotesAmir IskandarNoch keine Bewertungen
- Comparison of Different Bracing Systems For Tall Buildings: January 2014Dokument11 SeitenComparison of Different Bracing Systems For Tall Buildings: January 2014Amir IskandarNoch keine Bewertungen
- Numerical Methods For Partial Differential EquationsDokument107 SeitenNumerical Methods For Partial Differential EquationsAlexey VoroninNoch keine Bewertungen
- A Parametric Structural Design Tool For Plate Structures Daoxuan LiangDokument107 SeitenA Parametric Structural Design Tool For Plate Structures Daoxuan LiangBurgheleaGeorgeNoch keine Bewertungen
- Understanding The Effects of Blast Wave On The Intracranial PressDokument198 SeitenUnderstanding The Effects of Blast Wave On The Intracranial PressAmir IskandarNoch keine Bewertungen
- Form Finding and Evaluation of Origami Structures PDFDokument8 SeitenForm Finding and Evaluation of Origami Structures PDFAmir IskandarNoch keine Bewertungen
- A Constitutive Model For Thermoplastics With Some ApplicationsDokument11 SeitenA Constitutive Model For Thermoplastics With Some ApplicationsAmir IskandarNoch keine Bewertungen
- Journal of Wind Engineering & Industrial AerodynamicsDokument19 SeitenJournal of Wind Engineering & Industrial AerodynamicsAmir IskandarNoch keine Bewertungen
- Ls-Dyna Manual Vol I r6.1.0Dokument1.953 SeitenLs-Dyna Manual Vol I r6.1.0Mebrure Itır ÖzkoçakNoch keine Bewertungen
- A Modified Approach For Simulating Complex Compound Structures Within Early Design StepsDokument13 SeitenA Modified Approach For Simulating Complex Compound Structures Within Early Design StepsAmir IskandarNoch keine Bewertungen
- Driver Knowledge Test Question Bank DrivingtestnswDokument76 SeitenDriver Knowledge Test Question Bank DrivingtestnswAmir IskandarNoch keine Bewertungen
- Elements of Computational Fluid DynamicsDokument335 SeitenElements of Computational Fluid DynamicsSameera RaoNoch keine Bewertungen
- Beam - LS-DYNA SupportDokument2 SeitenBeam - LS-DYNA SupportAmir IskandarNoch keine Bewertungen
- Request Permission to Use Work SampleDokument2 SeitenRequest Permission to Use Work SampleAmir IskandarNoch keine Bewertungen
- Evaluation of Problem Floors Because of Human Induced VibrationsDokument5 SeitenEvaluation of Problem Floors Because of Human Induced VibrationsAmir IskandarNoch keine Bewertungen
- Semi Buried ExplosionDokument21 SeitenSemi Buried ExplosionEmran UmerNoch keine Bewertungen
- AirBlast Analysis With LS-DYNADokument65 SeitenAirBlast Analysis With LS-DYNAAmir Iskandar100% (2)
- Matlab FemDokument45 SeitenMatlab Femsohailrao100% (3)
- A Subroutine For The Equation of State of AirDokument17 SeitenA Subroutine For The Equation of State of AirAmir IskandarNoch keine Bewertungen
- A Seismic Post Elastic Behavior of Spherical TanksDokument14 SeitenA Seismic Post Elastic Behavior of Spherical TanksAmir IskandarNoch keine Bewertungen
- 3-Dimensional Forming of Thick Plates - A Comparison of Deep Drawing and An Approach of Rolling and Bending Within A Single ProcessDokument7 Seiten3-Dimensional Forming of Thick Plates - A Comparison of Deep Drawing and An Approach of Rolling and Bending Within A Single ProcessAmir IskandarNoch keine Bewertungen
- A Constitutive Equation For The Aging of Elastomer and Application To Dummy Impact ProgramsDokument9 SeitenA Constitutive Equation For The Aging of Elastomer and Application To Dummy Impact ProgramsAmir IskandarNoch keine Bewertungen
- Document 1Dokument2 SeitenDocument 1Roselle AlviarNoch keine Bewertungen
- Stress Strain Analysis of SoilsDokument64 SeitenStress Strain Analysis of SoilsAlexandru HernestNoch keine Bewertungen
- Ce 2014 Fundamental of Concrete, Steel and Timber StructureDokument22 SeitenCe 2014 Fundamental of Concrete, Steel and Timber StructureKyaw Zin HeinNoch keine Bewertungen
- Ce 481 Shear Strength 3Dokument103 SeitenCe 481 Shear Strength 3phan phucNoch keine Bewertungen
- Khosravi Sadegh 2021 EdgeDokument241 SeitenKhosravi Sadegh 2021 EdgeSadique K MuhammedNoch keine Bewertungen
- Steel Structure Final 1 PDFDokument50 SeitenSteel Structure Final 1 PDFMesfinNoch keine Bewertungen
- Basic Experimental Characterization of Polymer Matrix Composite MaterialsDokument28 SeitenBasic Experimental Characterization of Polymer Matrix Composite Materialsم.احمدالربيعيNoch keine Bewertungen
- Last Date of Submission: 28 August 2014: Moment DiagramDokument2 SeitenLast Date of Submission: 28 August 2014: Moment DiagramV J Vijay Yadav0% (1)
- Pushover Analysis of Structures Subjected To Combined ActionDokument24 SeitenPushover Analysis of Structures Subjected To Combined ActionNaman RaiNoch keine Bewertungen
- ME2113-1 Lab Report DEFLECTION AND BENDING STRESSES IN BEAMSDokument8 SeitenME2113-1 Lab Report DEFLECTION AND BENDING STRESSES IN BEAMSsteven mcqueen67% (15)
- Creep IEEEDokument45 SeitenCreep IEEEPablo DavelozeNoch keine Bewertungen
- Design of Base Plate LKP Arm 4-F-30.01.2018Dokument5 SeitenDesign of Base Plate LKP Arm 4-F-30.01.2018HarikrishnaNoch keine Bewertungen
- Limit State of Serviceability in DeflectionDokument20 SeitenLimit State of Serviceability in DeflectionNavi RengarajanNoch keine Bewertungen
- MME2202 CourseReviewDokument5 SeitenMME2202 CourseReviewMatt BrezinaNoch keine Bewertungen
- Stress Analysis of C-Section Steel Purlins Under Uplift LoadsDokument9 SeitenStress Analysis of C-Section Steel Purlins Under Uplift LoadsJan LerryNoch keine Bewertungen
- 3d Finiter Element Analysis of Pipe Soil InteractionDokument42 Seiten3d Finiter Element Analysis of Pipe Soil Interactionaraqued100% (1)
- Earthquake DescriptorsDokument13 SeitenEarthquake DescriptorsDiane Demariano Torcuator60% (5)
- 6 Some Important Features of Stone Column TreatmentDokument7 Seiten6 Some Important Features of Stone Column TreatmentBilal Ahmed BarbhuiyaNoch keine Bewertungen
- Cantilever Flex ExperimentDokument8 SeitenCantilever Flex ExperimentJhonattan PardoNoch keine Bewertungen
- Job No. Calc. Sht. No. 31/3/2017 Calc. by Check by Part of Structure Design of GMS Angle Contract Drg. RefDokument1 SeiteJob No. Calc. Sht. No. 31/3/2017 Calc. by Check by Part of Structure Design of GMS Angle Contract Drg. RefQuitzs QuitzsNoch keine Bewertungen
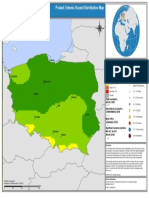
- Poland Seismic ZonesDokument1 SeitePoland Seismic ZonesFelip PrietoNoch keine Bewertungen
- Esplana SteelDesignDokument1 SeiteEsplana SteelDesignNaigell SolomonNoch keine Bewertungen
- Detailing of Beam Columns and SlabDokument48 SeitenDetailing of Beam Columns and Slabsalmantop1100% (2)
- Conventional Slab On GradeDokument7 SeitenConventional Slab On GradeLyhalim SethNoch keine Bewertungen
- Design Guidelines For Doubler Plate Repairs of Ship StructuresDokument21 SeitenDesign Guidelines For Doubler Plate Repairs of Ship StructuresgilonnerNoch keine Bewertungen
- EC3 Example ReportDokument10 SeitenEC3 Example Reportscribd_namnNoch keine Bewertungen
- Stress Strain RelationshipDokument3 SeitenStress Strain Relationshipmujib100% (1)
- Piled Raft Foundation DesignDokument24 SeitenPiled Raft Foundation DesignMICHAEL TADESSE100% (2)
- Hooke's LawDokument19 SeitenHooke's LawAsyraaf YapNoch keine Bewertungen
- Curved Beam ExperimentDokument2 SeitenCurved Beam ExperimentPasindu Malith0% (1)