Das könnte Ihnen auch gefallen
- Which Process?: A Guide to the Selection of Welding and Related ProcessesVon EverandWhich Process?: A Guide to the Selection of Welding and Related ProcessesNoch keine Bewertungen
- Unit I Theory of Metal Cutting: Geometry of Single Point Turning ToolsDokument11 SeitenUnit I Theory of Metal Cutting: Geometry of Single Point Turning Toolsrkscad11Noch keine Bewertungen
- Evaluating of Cutting Forces in Thread MachiningDokument12 SeitenEvaluating of Cutting Forces in Thread MachiningFlorin MilasNoch keine Bewertungen
- A Dynamometer Design For Measurement The Cutting Forces On TurningDokument10 SeitenA Dynamometer Design For Measurement The Cutting Forces On TurningAyberk TürkNoch keine Bewertungen
- Recording of Real Cutting Forces Along The MillingDokument12 SeitenRecording of Real Cutting Forces Along The MillingBhargav PrajwalNoch keine Bewertungen
- Structural Modeling of End Mills For Form Error and Stability AnalysisDokument11 SeitenStructural Modeling of End Mills For Form Error and Stability AnalysisAkhileshwar_singh88Noch keine Bewertungen
- Acropolis Technical Campus University Question Paper Solution June-2013 (Me-603, Metal Cutting & CNC M/C)Dokument10 SeitenAcropolis Technical Campus University Question Paper Solution June-2013 (Me-603, Metal Cutting & CNC M/C)vijchoudhary16Noch keine Bewertungen
- LM 13Dokument12 SeitenLM 13api-3832526Noch keine Bewertungen
- Mechanics of The Cutting ProcessDokument19 SeitenMechanics of The Cutting ProcessdawitNoch keine Bewertungen
- Roller Straight Wire 2 2001Dokument5 SeitenRoller Straight Wire 2 2001Juliana ZottisNoch keine Bewertungen
- Surface Roughness and Cutting Forces For Optimization of Machining Condition in Finish HardDokument10 SeitenSurface Roughness and Cutting Forces For Optimization of Machining Condition in Finish HardHeri SetiawanNoch keine Bewertungen
- 2003 MTMBoring Mechanics Part 1Dokument15 Seiten2003 MTMBoring Mechanics Part 1hunter lawsonNoch keine Bewertungen
- Stability Lobe Diagram For High Speed Machining Processes:Comparison of Experimental and Analytical Methods - A ReviewDokument6 SeitenStability Lobe Diagram For High Speed Machining Processes:Comparison of Experimental and Analytical Methods - A ReviewRelu ChiruNoch keine Bewertungen
- Machinability of Engineering Materials: Hongyu Zheng and Kui Liu Institute of Manufacturing Technology, SingaporeDokument34 SeitenMachinability of Engineering Materials: Hongyu Zheng and Kui Liu Institute of Manufacturing Technology, Singaporemohanmurali cNoch keine Bewertungen
- Yusuf Altintas-Cutting Mechanics and Mechanistic ModellingDokument15 SeitenYusuf Altintas-Cutting Mechanics and Mechanistic ModellingsinabirecikNoch keine Bewertungen
- Optimization of The Welding Parameters in Resistance Spot WeldingDokument6 SeitenOptimization of The Welding Parameters in Resistance Spot WeldingIAEME PublicationNoch keine Bewertungen
- A Review On Tool Wear Monitoring SystemDokument7 SeitenA Review On Tool Wear Monitoring Systemiaetsdiaetsd100% (1)
- Design AspectsDokument8 SeitenDesign Aspectsprateekverma07Noch keine Bewertungen
- Research Inventy: International Journal of Engineering and ScienceDokument6 SeitenResearch Inventy: International Journal of Engineering and ScienceresearchinventyNoch keine Bewertungen
- 4 5908727710452027911Dokument11 Seiten4 5908727710452027911Mahmoud MetwallyNoch keine Bewertungen
- Manu 135 04 041004 PDFDokument6 SeitenManu 135 04 041004 PDFGabrielle ScottNoch keine Bewertungen
- Tool Life Models of Nano Ceramic Tool For Turning Hard Steel Based On FEM Simulation and ExperimentsDokument10 SeitenTool Life Models of Nano Ceramic Tool For Turning Hard Steel Based On FEM Simulation and ExperimentsDrRoja A RNoch keine Bewertungen
- 08 - Chapter 3Dokument6 Seiten08 - Chapter 3AashishNoch keine Bewertungen
- Tool Wear Monitoring Through Online Measured Cutting Force and Cutting Temperature During Face Milling Inconel 718Dokument12 SeitenTool Wear Monitoring Through Online Measured Cutting Force and Cutting Temperature During Face Milling Inconel 718Alex MartinezNoch keine Bewertungen
- Optimization of Machining Parameters For Turning Different Alloy Steel Using CNC - ReviewDokument8 SeitenOptimization of Machining Parameters For Turning Different Alloy Steel Using CNC - Reviewsreejith2786Noch keine Bewertungen
- 1 s2.0 S0043164823001709 MainDokument14 Seiten1 s2.0 S0043164823001709 MainRaphaël ROYERNoch keine Bewertungen
- Analysis and Prediction of Cutting Force Through Lathe Tool Dynamometer in CNC Turning ProcessDokument6 SeitenAnalysis and Prediction of Cutting Force Through Lathe Tool Dynamometer in CNC Turning ProcessfaizanNoch keine Bewertungen
- Inverse Method For Cutting Forces Parameters Evaluation: Engineering MECHANICS, Vol. 14, 2007, No. 5, P. 1-13Dokument13 SeitenInverse Method For Cutting Forces Parameters Evaluation: Engineering MECHANICS, Vol. 14, 2007, No. 5, P. 1-13Billel LouniciNoch keine Bewertungen
- Finite Element Analysis of Cutting Tools Prior To Fracture in Hard Turning Operations 2005 Materials DesignDokument8 SeitenFinite Element Analysis of Cutting Tools Prior To Fracture in Hard Turning Operations 2005 Materials DesignEdo DestradaNoch keine Bewertungen
- Investigation Into The Effect of Tool-Chip Contact Length OnDokument5 SeitenInvestigation Into The Effect of Tool-Chip Contact Length OnAbid HussainNoch keine Bewertungen
- Tool LifeDokument6 SeitenTool LifePrashant SaxenaNoch keine Bewertungen
- Analysis of Tapping Process in Three Types of Cast Iron PDFDokument8 SeitenAnalysis of Tapping Process in Three Types of Cast Iron PDFFlorin MilasNoch keine Bewertungen
- Multi-Parameter IdentiicationDokument11 SeitenMulti-Parameter IdentiicationmunirajNoch keine Bewertungen
- MIcro End-Milling I - Wear and BreakageDokument18 SeitenMIcro End-Milling I - Wear and BreakageanujNoch keine Bewertungen
- An Investigation of Tool-Wear Monitoring in A High-SpeedDokument7 SeitenAn Investigation of Tool-Wear Monitoring in A High-SpeedLuiz Andre Silva CorreaNoch keine Bewertungen
- InTech-Finite Element Analysis of Machining Thin Wall Parts Error Prediction and Stability AnalysisDokument28 SeitenInTech-Finite Element Analysis of Machining Thin Wall Parts Error Prediction and Stability AnalysisLukman EmweNoch keine Bewertungen
- Optimization of Geometric Features of Circular Saw Blades and Parameters of The Manufacturing Process Aided by OptislangDokument21 SeitenOptimization of Geometric Features of Circular Saw Blades and Parameters of The Manufacturing Process Aided by Optislangk cNoch keine Bewertungen
- IJAME JournalDokument15 SeitenIJAME JournalmurthyNoch keine Bewertungen
- DynamometerDokument21 SeitenDynamometerHussam El'SheikhNoch keine Bewertungen
- Case Study: Happing The Wear of Some Cutting-Tool MaterialsDokument4 SeitenCase Study: Happing The Wear of Some Cutting-Tool MaterialsMuhammad IjazNoch keine Bewertungen
- COB-2019-1057 Obtaining Cutting Forces Based On Johnson-Cook ModelDokument7 SeitenCOB-2019-1057 Obtaining Cutting Forces Based On Johnson-Cook ModelvianaufgNoch keine Bewertungen
- Hole Quality in DrillingDokument11 SeitenHole Quality in DrillingJack BurtonNoch keine Bewertungen
- Prediction of Tool Life - An Empirical Approach Tool Wear MonitoringDokument63 SeitenPrediction of Tool Life - An Empirical Approach Tool Wear MonitoringRamya MandavaNoch keine Bewertungen
- Pasca en Iscs10Dokument7 SeitenPasca en Iscs10Anonymous QYQjwYOTNoch keine Bewertungen
- Experiment p1 Metal Cutting ProcessDokument13 SeitenExperiment p1 Metal Cutting Processvipin_shrivastava25Noch keine Bewertungen
- Taguchi MethodDokument7 SeitenTaguchi MethodRITIK YADAVNoch keine Bewertungen
- 3D FEM Analysis of Cutting ProcessesDokument6 Seiten3D FEM Analysis of Cutting ProcessesbbsampleNoch keine Bewertungen
- A Review Paper On Latest Trend On Face Milling Tool-41282Dokument3 SeitenA Review Paper On Latest Trend On Face Milling Tool-41282ajayNoch keine Bewertungen
- Me Assim Regen ChatterDokument6 SeitenMe Assim Regen Chatterkndprasad01Noch keine Bewertungen
- Numerical and Experimental Investigation of Cutting Forces in Turning of Nimonic 80A SuperalloyDokument10 SeitenNumerical and Experimental Investigation of Cutting Forces in Turning of Nimonic 80A Superalloymustafa sertNoch keine Bewertungen
- Wear Analysis of Multi Point Milling Cutter Using FEA: Vikas Patidar, Prof. Kamlesh Gangrade, Dr. Suman SharmaDokument8 SeitenWear Analysis of Multi Point Milling Cutter Using FEA: Vikas Patidar, Prof. Kamlesh Gangrade, Dr. Suman SharmaAravindkumarNoch keine Bewertungen
- Observation of Tool Life of Micro End Mills: Blair Martin, Justin Morrow, Patrick Heaney, and Frank E. PfefferkornDokument7 SeitenObservation of Tool Life of Micro End Mills: Blair Martin, Justin Morrow, Patrick Heaney, and Frank E. PfefferkornDejan JovanovicNoch keine Bewertungen
- 1.1 Introduction To Conventional and Non Conventional MachiningDokument42 Seiten1.1 Introduction To Conventional and Non Conventional MachiningDida KhalingNoch keine Bewertungen
- Thesis On Metal CuttingDokument7 SeitenThesis On Metal Cuttingaflodtsecumyed100% (1)
- Reflow Soldering: Apparatus and Heat Transfer ProcessesVon EverandReflow Soldering: Apparatus and Heat Transfer ProcessesNoch keine Bewertungen
- Dynamic Damage and FragmentationVon EverandDynamic Damage and FragmentationDavid Edward LambertNoch keine Bewertungen
- Experimental Investigations of Graphite Nano Particles and Cutting Parameters in Turning of Aisi 1040 Steel With MQLDokument10 SeitenExperimental Investigations of Graphite Nano Particles and Cutting Parameters in Turning of Aisi 1040 Steel With MQLSiva BhaskarNoch keine Bewertungen
- 8 - Solid SolutionsDokument9 Seiten8 - Solid Solutionstaak41Noch keine Bewertungen
- Application of Nano Cutting Fluid Under Minimum Quantity Lubrication MQL Technique To Improve Grinding of Ti 6al 4V AlloyDokument5 SeitenApplication of Nano Cutting Fluid Under Minimum Quantity Lubrication MQL Technique To Improve Grinding of Ti 6al 4V AlloySiva BhaskarNoch keine Bewertungen
- Welding PositionDokument6 SeitenWelding Positionenels77Noch keine Bewertungen
- Polymer Matrix CompositesDokument121 SeitenPolymer Matrix CompositesHitesh Shah100% (6)
- Additve Manufacturing Systems ClassDokument3 SeitenAdditve Manufacturing Systems ClassSiva BhaskarNoch keine Bewertungen
- Lathe Machine ToolDokument59 SeitenLathe Machine ToolSiva BhaskarNoch keine Bewertungen
- EngineeringDrawingCD UserGuideDokument2 SeitenEngineeringDrawingCD UserGuidekameshvvNoch keine Bewertungen
- Mininova: Carrozzeria - Body Parts - Carosserie - KarosserieDokument70 SeitenMininova: Carrozzeria - Body Parts - Carosserie - KarosserieBernardo GermanNoch keine Bewertungen
- Innotool Cat 2015Dokument336 SeitenInnotool Cat 2015Info 5S Supply LtdNoch keine Bewertungen
- Technical Specification For Pressure VesselsDokument16 SeitenTechnical Specification For Pressure VesselsANIMESH JAIN100% (1)
- Intrastructure MachinesDokument2 SeitenIntrastructure MachinesRajkishore SahooNoch keine Bewertungen
- Form Qw-482 Suggested Format For Welding Procedure Specification (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)Dokument10 SeitenForm Qw-482 Suggested Format For Welding Procedure Specification (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)Prakash PatelNoch keine Bewertungen
- Spiral Welded Pipes - Web PDFDokument4 SeitenSpiral Welded Pipes - Web PDFeng7mohamed7hashimNoch keine Bewertungen
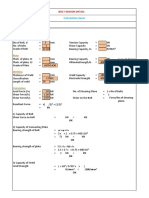
- Calculation Sheet Connection DesignDokument1 SeiteCalculation Sheet Connection DesignJay SenjaliaNoch keine Bewertungen
- Mokka Tips: Create A Unique Tactile Experience With Sappi's Touch Collection Release PapersDokument2 SeitenMokka Tips: Create A Unique Tactile Experience With Sappi's Touch Collection Release Papersmanish singhalNoch keine Bewertungen
- Pub 83 Al Bronze Alloys For Industry PDFDokument24 SeitenPub 83 Al Bronze Alloys For Industry PDFpbanerjeeNoch keine Bewertungen
- En Iso 15609-1-2004Dokument10 SeitenEn Iso 15609-1-2004Marija IvanovskaNoch keine Bewertungen
- Seminar Synopsis - 3d PrinterDokument2 SeitenSeminar Synopsis - 3d PrinterAadarsh Gochhayat33% (3)
- Case Study of Dry HPGR Grinding and Classification in Ore ProcessingDokument18 SeitenCase Study of Dry HPGR Grinding and Classification in Ore ProcessingEdyson Saúl Chaiña AyaqueNoch keine Bewertungen
- PQR 014 (Qualified Sa 106 GR BDokument5 SeitenPQR 014 (Qualified Sa 106 GR Bersenthil100% (1)
- Welding Procedure Qualification Records (WPQR) (EN / ISO 15614-1:2017) Welding Procedure Qualification-Test CertificateDokument3 SeitenWelding Procedure Qualification Records (WPQR) (EN / ISO 15614-1:2017) Welding Procedure Qualification-Test Certificateramesh rajaNoch keine Bewertungen
- International Process Plants: SSP4 InformationDokument25 SeitenInternational Process Plants: SSP4 Information何恭彥Noch keine Bewertungen
- Welding of P91Dokument37 SeitenWelding of P91nishant361100% (4)
- Practical Assessment Hegman Grind GaugeDokument2 SeitenPractical Assessment Hegman Grind GaugeZak ZakuNoch keine Bewertungen
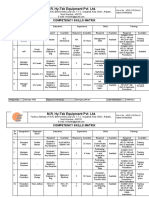
- MRH Competence Skill Matrix - To CheckDokument7 SeitenMRH Competence Skill Matrix - To CheckParag WadekarNoch keine Bewertungen
- Back Gouging ProcedureDokument8 SeitenBack Gouging Proceduremahi1437100% (1)
- Influence of Process Gases in Laser Cladding ITSC 2018Dokument7 SeitenInfluence of Process Gases in Laser Cladding ITSC 2018lazaroccsNoch keine Bewertungen
- 639 Tippmann Tippmann Tank Regulator Manual ENGDokument2 Seiten639 Tippmann Tippmann Tank Regulator Manual ENGkimba worthNoch keine Bewertungen
- FLS Documents For TMC - 1Dokument23 SeitenFLS Documents For TMC - 1Airric Cario BalladaresNoch keine Bewertungen
- On Line Class ON Safety in Petrochemical IndustryDokument57 SeitenOn Line Class ON Safety in Petrochemical IndustryMayank KoparkarNoch keine Bewertungen
- Jotamastic 70Dokument9 SeitenJotamastic 70Muhammad HanafiNoch keine Bewertungen
- Api 1104Dokument38 SeitenApi 1104Tang Na Ker100% (3)
- Sapa Friction Stir WeldingDokument6 SeitenSapa Friction Stir WeldingvikramvasuNoch keine Bewertungen
- Friction Stir Welding ReportDokument35 SeitenFriction Stir Welding ReportTelvinNoch keine Bewertungen
- Welder ListDokument2 SeitenWelder ListYulian AdhriansyahNoch keine Bewertungen
- Material Product Data Sheet Nickel Cobalt Chromium Aluminum Yttrium (Nicocraly) Thermal Spray PowdersDokument5 SeitenMaterial Product Data Sheet Nickel Cobalt Chromium Aluminum Yttrium (Nicocraly) Thermal Spray PowdersfrdnNoch keine Bewertungen
- Assembly Number: A10V (S) O45Dokument4 SeitenAssembly Number: A10V (S) O45Hashem AlbakriNoch keine Bewertungen