Das könnte Ihnen auch gefallen
- Manual de Buenas Practicas de Beneficiado de Café Proceso PDFDokument48 SeitenManual de Buenas Practicas de Beneficiado de Café Proceso PDFlohebyNoch keine Bewertungen
- 03 - Despulpado y Clasificacion - Remocion Del Mucilago - Lavado y Clasificacion PDFDokument75 Seiten03 - Despulpado y Clasificacion - Remocion Del Mucilago - Lavado y Clasificacion PDFAbisai Sanchez0% (1)
- 21cfr123 en EspañolDokument11 Seiten21cfr123 en EspañolDaniela Estefania ZunigaNoch keine Bewertungen
- Caracterización molecular de fructanos en Agave y DasylirionDokument240 SeitenCaracterización molecular de fructanos en Agave y Dasylirion1erikcartmanNoch keine Bewertungen
- Trabajo de BeneficiadoDokument95 SeitenTrabajo de BeneficiadoSussanNoch keine Bewertungen
- Maquinaria para Café PDFDokument54 SeitenMaquinaria para Café PDFjrozo87Noch keine Bewertungen
- El Proceso CipDokument4 SeitenEl Proceso CipAlejandro GachaNoch keine Bewertungen
- Programa de Monitoreo de Ambiente y SuperficiesDokument17 SeitenPrograma de Monitoreo de Ambiente y SuperficiesIngenieria de AlimentosNoch keine Bewertungen
- Manual de Calidad Caffe BeneDokument23 SeitenManual de Calidad Caffe BeneDaniiela SanchezNoch keine Bewertungen
- Poes EmbutidoraDokument3 SeitenPoes EmbutidoraLoren PadillaNoch keine Bewertungen
- Informe BRCDokument7 SeitenInforme BRCalexaNoch keine Bewertungen
- Microbiologia Del Café PDFDokument22 SeitenMicrobiologia Del Café PDFRildo V. SotomayorNoch keine Bewertungen
- BPM en Fabricas de Alimentos - Programa Limpieza y DesinfeccionDokument11 SeitenBPM en Fabricas de Alimentos - Programa Limpieza y DesinfeccionMahatma AlvarezNoch keine Bewertungen
- Operaciones SanitariasDokument13 SeitenOperaciones SanitariasDeysi MelisaNoch keine Bewertungen
- Manual Limpieza y SanitizaciónDokument8 SeitenManual Limpieza y SanitizaciónLinoal NANoch keine Bewertungen
- Diseño Del Programa de Limpieza y Desinfeccion para La Empresa Fruthort Frutas y HortalizasDokument25 SeitenDiseño Del Programa de Limpieza y Desinfeccion para La Empresa Fruthort Frutas y HortalizasBrigid Daniela Laverde DazaNoch keine Bewertungen
- Metodos de Anàlisis de Miel, Obtenido Del CODEX.Dokument1 SeiteMetodos de Anàlisis de Miel, Obtenido Del CODEX.Claudia Llerena CalderónNoch keine Bewertungen
- Bebidas HidrolizadasDokument104 SeitenBebidas HidrolizadasJesús Cristhian ChipanaNoch keine Bewertungen
- Certificado Calidad #084-2022-Trigo MoteDokument1 SeiteCertificado Calidad #084-2022-Trigo MoteNataly Yulessy GrándezNoch keine Bewertungen
- Buenas Practicas de Manipulacion PlegableDokument2 SeitenBuenas Practicas de Manipulacion PlegableLINANoch keine Bewertungen
- Estudio de Caso-PoesDokument4 SeitenEstudio de Caso-PoesLEIDY SORANY PUERTA GUTIERREZNoch keine Bewertungen
- Zumo de NaranjaDokument11 SeitenZumo de NaranjaEstefanía Velarde VegaNoch keine Bewertungen
- Guía para aplicar POES en empresas alimentariasDokument50 SeitenGuía para aplicar POES en empresas alimentariasGabriela SperdutiNoch keine Bewertungen
- Limpieza y desinfección CEDI BogotáDokument8 SeitenLimpieza y desinfección CEDI Bogotácesar quinteroNoch keine Bewertungen
- Acta Inspección Sanitaria INVIMA JDokument11 SeitenActa Inspección Sanitaria INVIMA JElena MuñetonNoch keine Bewertungen
- Creacion de Un Beneficio de CaféDokument33 SeitenCreacion de Un Beneficio de CaféCarlos CardenasNoch keine Bewertungen
- Programa LydDokument36 SeitenPrograma LydPyc granizadorasNoch keine Bewertungen
- Cafes EspecialesDokument44 SeitenCafes EspecialesedgarNoch keine Bewertungen
- Examen Buenas Prácticas de Manufactura 1Dokument2 SeitenExamen Buenas Prácticas de Manufactura 1LuisAngelRamosNoch keine Bewertungen
- Calibración equipos mediciónDokument23 SeitenCalibración equipos mediciónAlberto Bastida rojano100% (1)
- Formatos HACCPDokument10 SeitenFormatos HACCPAlonso Novoa HidalgoNoch keine Bewertungen
- Manual Procedimiento ListoDokument44 SeitenManual Procedimiento Listolmorostegui100% (1)
- Limpieza y DesinfecciónDokument9 SeitenLimpieza y DesinfecciónGabriel Torres MNoch keine Bewertungen
- Ficha Tecnica Aceite Crudo Desgomado de SoyaDokument1 SeiteFicha Tecnica Aceite Crudo Desgomado de Soyasfisicoquimico pacific100% (1)
- Haccp Aceite OlivaDokument126 SeitenHaccp Aceite OlivaJuan Camilo ArevaloNoch keine Bewertungen
- Microbiologico de SuperficiesDokument12 SeitenMicrobiologico de SuperficiesFernando Gonzales MedranoNoch keine Bewertungen
- Tesis de HACCP UCLADokument164 SeitenTesis de HACCP UCLAMaría TorresNoch keine Bewertungen
- Plan HaccpDokument10 SeitenPlan HaccpSamanta Contreras100% (1)
- Informe Técnico Laboratorio de CaféDokument4 SeitenInforme Técnico Laboratorio de CaféELIZABETH0% (1)
- Codex AzucarDokument28 SeitenCodex AzucarNelly Ivette Betanco FigueroaNoch keine Bewertungen
- Procedimiento Emisión Guía de Despacho Manzanas Packing SateliteDokument3 SeitenProcedimiento Emisión Guía de Despacho Manzanas Packing SatelitehrjrNoch keine Bewertungen
- Validacion Proceso LimpiezaDokument7 SeitenValidacion Proceso LimpiezaAQMasesor100% (1)
- 360 AckuaDokument15 Seiten360 Ackua120984100% (1)
- Manual de Gestión Coordinada de Crisis AlimentariasDokument38 SeitenManual de Gestión Coordinada de Crisis AlimentariasSonia100% (1)
- TrifoliarDokument2 SeitenTrifoliaroscarmonroy59Noch keine Bewertungen
- Unidad IV y V Beneficiado Cafe PDFDokument28 SeitenUnidad IV y V Beneficiado Cafe PDFDIDIER GALLEGONoch keine Bewertungen
- Planta TostadoraDokument176 SeitenPlanta TostadoraCarlos Fam Torres Trejo100% (5)
- Copia de Formato Limpieza y Desinfección Áreas ComunesDokument4 SeitenCopia de Formato Limpieza y Desinfección Áreas ComunesCarolina Betancur GonzálezNoch keine Bewertungen
- Plan Haccp para Pasta de Aji 27.06.10 (WWT)Dokument60 SeitenPlan Haccp para Pasta de Aji 27.06.10 (WWT)Pamela Raymondi0% (1)
- Guia de Aprendizaje #1 Preparacion de CafeDokument8 SeitenGuia de Aprendizaje #1 Preparacion de CafeSully LopezNoch keine Bewertungen
- Programa de Limpieza y DesinfecciónDokument5 SeitenPrograma de Limpieza y DesinfecciónJose DuarteNoch keine Bewertungen
- TH Ip 0044Dokument56 SeitenTH Ip 0044Cristian Meneses ErazoNoch keine Bewertungen
- 2020 Daniel Andres Saenz NavarroDokument54 Seiten2020 Daniel Andres Saenz NavarroDaniel Saenz0% (1)
- Mantenimiento - DesmoDokument88 SeitenMantenimiento - DesmoAriel Ramirez ValleNoch keine Bewertungen
- RUTINAS DE MANTENIMIENTO PARA MARCODokument89 SeitenRUTINAS DE MANTENIMIENTO PARA MARCOMARCONoch keine Bewertungen
- 3Dokument116 Seiten3Dianytha RiveraNoch keine Bewertungen
- Estandarización para Esquema de Capacitación y Entrenamiento Técnico en Sistemas de Transporte VeDokument74 SeitenEstandarización para Esquema de Capacitación y Entrenamiento Técnico en Sistemas de Transporte Veeduardosalas1287Noch keine Bewertungen
- Proyecto EstadíaDokument96 SeitenProyecto EstadíaKenia Mayte Perez SuarezNoch keine Bewertungen
- Alejandro ToroLondoño 2009 MANUAL MTTODokument58 SeitenAlejandro ToroLondoño 2009 MANUAL MTTORemid Higuera0% (1)
- Programa de Mantenimiento Preventivo de La Máquina Envasadora TBA8 6000 Base Del Grupo Real de Ganaderos S.A. de C.V PDFDokument150 SeitenPrograma de Mantenimiento Preventivo de La Máquina Envasadora TBA8 6000 Base Del Grupo Real de Ganaderos S.A. de C.V PDFIban Huayllani Delgado33% (3)
- Deida, David - El Camino Del Hombre SuperiorDokument987 SeitenDeida, David - El Camino Del Hombre SuperiorIMIDACLOPRID100% (4)
- Unit 4 Comparative & Superlative (Los Comparativos y Superlativos)Dokument9 SeitenUnit 4 Comparative & Superlative (Los Comparativos y Superlativos)Andres LopezNoch keine Bewertungen
- GLP 2016Dokument5 SeitenGLP 2016Tibu AsencioNoch keine Bewertungen
- Acotado de elementos mecánicos: Sistemas y métodosDokument23 SeitenAcotado de elementos mecánicos: Sistemas y métodosJimmy DelgadoNoch keine Bewertungen
- Curso intermedio de inglés: aprende adverbiosDokument3 SeitenCurso intermedio de inglés: aprende adverbiosAndres LopezNoch keine Bewertungen
- Plan de InspeccionDokument22 SeitenPlan de InspeccionAndres LopezNoch keine Bewertungen
- Unit 3 Conjunctions (Las Conjunciones)Dokument2 SeitenUnit 3 Conjunctions (Las Conjunciones)Andres LopezNoch keine Bewertungen
- Manejo de Agua ResidualesDokument113 SeitenManejo de Agua ResidualesAndres Lopez0% (1)
- 001 SeccionesDokument17 Seiten001 SeccionesOscar Ivan Gomez ZuluagaNoch keine Bewertungen
- TRIBOLOGIA Y LUBRICACION Dictado A Servi PDFDokument180 SeitenTRIBOLOGIA Y LUBRICACION Dictado A Servi PDFSantos Junnior Hipolito SandovalNoch keine Bewertungen
- Unit 2 Relative and Indefinite PronounsDokument5 SeitenUnit 2 Relative and Indefinite PronounsAndres LopezNoch keine Bewertungen
- Fundamentos de La Calidad y Sus AplicacionesDokument20 SeitenFundamentos de La Calidad y Sus AplicacionesMargarita081175% (4)
- Plan de mantenimiento de calderas hospitalDokument173 SeitenPlan de mantenimiento de calderas hospitalandresNoch keine Bewertungen
- TRIBOLOGIA Y LUBRICACION Dictado A Servi PDFDokument180 SeitenTRIBOLOGIA Y LUBRICACION Dictado A Servi PDFSantos Junnior Hipolito SandovalNoch keine Bewertungen
- Manual de Rodamientos SKFDokument333 SeitenManual de Rodamientos SKFalfnohayproblem100% (1)
- Reglamento Tecnico CalderasDokument86 SeitenReglamento Tecnico CalderasDaniel David ArangurenNoch keine Bewertungen
- Plan de Inspeccion y EnsayoDokument48 SeitenPlan de Inspeccion y EnsayoAndres Lopez0% (1)
- Atlas Copco-Other Oil-Injected Rotary Screw Compressors ESDokument16 SeitenAtlas Copco-Other Oil-Injected Rotary Screw Compressors ESPeter AmayNoch keine Bewertungen
- Taller 3 Cualitativa Deisy y Sandra OrtegaDokument7 SeitenTaller 3 Cualitativa Deisy y Sandra OrtegaAndres LopezNoch keine Bewertungen
- Herramientas para El Control de Calidad Del MantenimientoDokument39 SeitenHerramientas para El Control de Calidad Del MantenimientoAngel Figueras100% (1)
- IntroDokument16 SeitenIntroSandra MedinaNoch keine Bewertungen
- Manual Mantenimiento EquiposDokument53 SeitenManual Mantenimiento EquiposSalineñoApasionadoNoch keine Bewertungen
- Mantenimiento TermicasDokument110 SeitenMantenimiento TermicasDavisebasNoch keine Bewertungen
- AcpmDokument2 SeitenAcpmFelipe Mejia DiezNoch keine Bewertungen
- COMBUSTOLEODokument2 SeitenCOMBUSTOLEOAndres LopezNoch keine Bewertungen
- Aceites lubricantes SDSDokument4 SeitenAceites lubricantes SDSNatAliaMaTamorosNoch keine Bewertungen
- Modelo para Mejorar La Confiabilidad Operacional en La Ladrillera CucutaDokument15 SeitenModelo para Mejorar La Confiabilidad Operacional en La Ladrillera CucutaAndres LopezNoch keine Bewertungen
- Hoja Seguridad Pirobloc ACEITE TERMICODokument5 SeitenHoja Seguridad Pirobloc ACEITE TERMICOAndres LopezNoch keine Bewertungen
- Auditoria de LubricacionDokument14 SeitenAuditoria de Lubricacionmemelucas100% (1)
- Actividad 1 Andamio CognitivoDokument9 SeitenActividad 1 Andamio CognitivoMariana Hernàndez PatiñoNoch keine Bewertungen
- Ideas Principales y SecundariasDokument12 SeitenIdeas Principales y Secundariaskevin leon gutierrez50% (2)
- Plantilla Senati - PimDokument6 SeitenPlantilla Senati - Pim2361090Noch keine Bewertungen
- Identificación y redacción de no conformidadesDokument5 SeitenIdentificación y redacción de no conformidadesNestor Hoyos100% (3)
- Planeación Didáctica TLB Unidad 1Dokument3 SeitenPlaneación Didáctica TLB Unidad 1Shez De AlanisNoch keine Bewertungen
- Comunicación y aprendizajeDokument3 SeitenComunicación y aprendizajeMario Rubén Rozas Beltrán100% (1)
- Cubiertas de TechoDokument14 SeitenCubiertas de TechoWalter GuadronNoch keine Bewertungen
- Modelo de Integración de Portafolio Tecnológico Pemex Exploración y ProducciónDokument31 SeitenModelo de Integración de Portafolio Tecnológico Pemex Exploración y ProducciónRodolfo Priego100% (2)
- Guía introductoria Oracle Reports 6.0Dokument9 SeitenGuía introductoria Oracle Reports 6.0jaspyNoch keine Bewertungen
- AporteDokument6 SeitenAporteDiana Maria Paez ValenciaNoch keine Bewertungen
- Válvulas direccionales y antirretornoDokument21 SeitenVálvulas direccionales y antirretornoEsteban Arriagada ContrerasNoch keine Bewertungen
- Helipuerto Trabajo Aeropuerto PDFDokument26 SeitenHelipuerto Trabajo Aeropuerto PDFJose_jjsm100% (2)
- Diseño y Calculo de Losa AligeradaDokument23 SeitenDiseño y Calculo de Losa Aligeradaangel651_2172885% (109)
- Maestria en Diseno y Gestion PastoralDokument4 SeitenMaestria en Diseno y Gestion PastoralJorge C. BermúdezNoch keine Bewertungen
- Solucionario UD04 EDIT PDFDokument39 SeitenSolucionario UD04 EDIT PDFFrancisco Moreno100% (1)
- Semana 05 - PDF - Manual de Plan de AcciónDokument6 SeitenSemana 05 - PDF - Manual de Plan de AcciónLuzMarina Uracahua MartinezNoch keine Bewertungen
- Flow 3d Cast Brochure SpanishDokument15 SeitenFlow 3d Cast Brochure SpanishAnonymous wiYK53oNoch keine Bewertungen
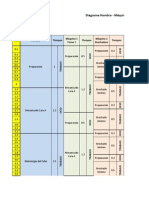
- Diagrama Hombre Máquina RuedaDokument8 SeitenDiagrama Hombre Máquina RuedaDiego Rodriguez TellezNoch keine Bewertungen
- Examen Final AlgoritmosDokument11 SeitenExamen Final AlgoritmosOmar GutierrezNoch keine Bewertungen
- Silver BridgeDokument10 SeitenSilver BridgeSebas NaranjoNoch keine Bewertungen
- TALLER 3 2022-1.en - EsDokument5 SeitenTALLER 3 2022-1.en - EsCarlos Baquero100% (1)
- Guía de Ejercicios 2Dokument2 SeitenGuía de Ejercicios 2MikeNoch keine Bewertungen
- ManualMantenimiento (ScooptramEpirocST1030)Dokument38 SeitenManualMantenimiento (ScooptramEpirocST1030)William Alex Ruiz EspezaNoch keine Bewertungen
- Apuntes de Adm. de La Construccion - 3Dokument26 SeitenApuntes de Adm. de La Construccion - 3InstitutoTecnologicoNoch keine Bewertungen
- Exposicion y Presentacion de TesisDokument8 SeitenExposicion y Presentacion de TesisSergio SotoNoch keine Bewertungen
- Mantenimiento Mecanico Material Rodante PDFDokument27 SeitenMantenimiento Mecanico Material Rodante PDFCarlos Redondo BenitezNoch keine Bewertungen
- Alu-Stock LA4 Cap5 Barras MecanizablesDokument18 SeitenAlu-Stock LA4 Cap5 Barras MecanizablesAlejandro BustNoch keine Bewertungen
- Manual Usuario Audibax Iowa ESDokument4 SeitenManual Usuario Audibax Iowa ESHelenaMarquezCruzadoNoch keine Bewertungen
- Método de Tendencias estadístico para análisis financierosDokument3 SeitenMétodo de Tendencias estadístico para análisis financierosalbertoNoch keine Bewertungen