Das könnte Ihnen auch gefallen
- Is 4853 1982 PDFDokument20 SeitenIs 4853 1982 PDFvarunNoch keine Bewertungen
- Specialty Steels and Hard Materials: Proceedings of the International Conference on Recent Developments in Specialty Steels and Hard Materials (Materials Development '82) Held in Pretoria, South Africa, 8-12 November 1982Von EverandSpecialty Steels and Hard Materials: Proceedings of the International Conference on Recent Developments in Specialty Steels and Hard Materials (Materials Development '82) Held in Pretoria, South Africa, 8-12 November 1982N. R. CominsNoch keine Bewertungen
- Disclosure To Promote The Right To InformationDokument16 SeitenDisclosure To Promote The Right To Informationagniva dattaNoch keine Bewertungen
- Disclosure To Promote The Right To InformationDokument15 SeitenDisclosure To Promote The Right To Informationagniva dattaNoch keine Bewertungen
- Disclosure To Promote The Right To InformationDokument14 SeitenDisclosure To Promote The Right To InformationabhiNoch keine Bewertungen
- Is 5242-1979Dokument8 SeitenIs 5242-1979Dhatchana moorthy.SNoch keine Bewertungen
- Is 12045 1987Dokument11 SeitenIs 12045 1987shamrajjNoch keine Bewertungen
- Is 4882 1979Dokument14 SeitenIs 4882 1979hrishikesh singhNoch keine Bewertungen
- Is 10234 1982 PDFDokument51 SeitenIs 10234 1982 PDFsidhuysnNoch keine Bewertungen
- Disclosure To Promote The Right To InformationDokument20 SeitenDisclosure To Promote The Right To InformationABHISHEKNoch keine Bewertungen
- Indian Standard: Specification For Indented Wire For Prestressed ConcreteDokument17 SeitenIndian Standard: Specification For Indented Wire For Prestressed ConcreteAjit P. SinghNoch keine Bewertungen
- Disclosure To Promote The Right To InformationDokument12 SeitenDisclosure To Promote The Right To InformationParveen NakwalNoch keine Bewertungen
- Is.10811.1984 (Manifold Regu AtorsDokument18 SeitenIs.10811.1984 (Manifold Regu Atorssudarshan jalluriNoch keine Bewertungen
- Disclosure To Promote The Right To InformationDokument19 SeitenDisclosure To Promote The Right To InformationBoopathi MechNoch keine Bewertungen
- Disclosure To Promote The Right To InformationDokument24 SeitenDisclosure To Promote The Right To InformationSumana SarkarNoch keine Bewertungen
- Disclosure To Promote The Right To InformationDokument42 SeitenDisclosure To Promote The Right To InformationVarun ChandanNoch keine Bewertungen
- Is 3896 2 1985 PDFDokument11 SeitenIs 3896 2 1985 PDFRamu NallathambiNoch keine Bewertungen
- 1987 PDFDokument13 Seiten1987 PDFsundyaNoch keine Bewertungen
- Disclosure To Promote The Right To Information: IS 10577 (1982) : Lancing Pipes (MTD 19: Steel Tubes, Pipes Abd Fittings)Dokument19 SeitenDisclosure To Promote The Right To Information: IS 10577 (1982) : Lancing Pipes (MTD 19: Steel Tubes, Pipes Abd Fittings)vermadevanjNoch keine Bewertungen
- Disclosure To Promote The Right To InformationDokument13 SeitenDisclosure To Promote The Right To InformationAnupmaNoch keine Bewertungen
- Is 5523 1983Dokument26 SeitenIs 5523 1983இராம்குமார்Noch keine Bewertungen
- Is 6913Dokument11 SeitenIs 6913Sasi KumarNoch keine Bewertungen
- Is 736 1986Dokument21 SeitenIs 736 1986atulNoch keine Bewertungen
- Is 6476 1987Dokument15 SeitenIs 6476 1987thiyagusangNoch keine Bewertungen
- Is-7494-1981 - Specifications For Steels For Valves For Internal Combustion EngineDokument23 SeitenIs-7494-1981 - Specifications For Steels For Valves For Internal Combustion EngineLuisNoch keine Bewertungen
- Is 10782 1983Dokument11 SeitenIs 10782 1983Premnath YadavNoch keine Bewertungen
- IS 1395-1982 - Manual Arc Welding PDFDokument43 SeitenIS 1395-1982 - Manual Arc Welding PDFAmal SamantaNoch keine Bewertungen
- Is 1566 1982Dokument22 SeitenIs 1566 1982Vaibhav ChandrakarNoch keine Bewertungen
- Disclosure To Promote The Right To InformationDokument26 SeitenDisclosure To Promote The Right To InformationApurva GuptaNoch keine Bewertungen
- Is.6477.1983 0 PDFDokument17 SeitenIs.6477.1983 0 PDFpranayNoch keine Bewertungen
- Is 6838 1973Dokument12 SeitenIs 6838 1973nitin chauhanNoch keine Bewertungen
- Is 11902 1986Dokument16 SeitenIs 11902 1986rcdassNoch keine Bewertungen
- Is 2314 1986 PDFDokument14 SeitenIs 2314 1986 PDFsixramesh123Noch keine Bewertungen
- Is 3909 1986Dokument15 SeitenIs 3909 1986vishnu nayakNoch keine Bewertungen
- Indian Standard: Specification For Uncoated Stress Relieved Strand For Prestressed ConcreteDokument19 SeitenIndian Standard: Specification For Uncoated Stress Relieved Strand For Prestressed ConcretearulalanNoch keine Bewertungen
- Indian Standard: Specification For Uncoated Stress Relieved Strand For Prestressed ConcreteDokument19 SeitenIndian Standard: Specification For Uncoated Stress Relieved Strand For Prestressed Concretemanivel.maruthamuthuNoch keine Bewertungen
- Is 1785 1 1983 PDFDokument23 SeitenIs 1785 1 1983 PDFakashNoch keine Bewertungen
- Is 1979 1985 PDFDokument103 SeitenIs 1979 1985 PDFmangalamtestingbureaNoch keine Bewertungen
- Is 9077 1979 PDFDokument16 SeitenIs 9077 1979 PDFSunilKumarNoch keine Bewertungen
- Is 644 299Dokument13 SeitenIs 644 299thiyagusangNoch keine Bewertungen
- Disclosure To Promote The Right To InformationDokument14 SeitenDisclosure To Promote The Right To InformationGovind RaoNoch keine Bewertungen
- Is 3944 1982 PDFDokument16 SeitenIs 3944 1982 PDFHi Tech Calibration ServicesNoch keine Bewertungen
- Disclosure To Promote The Right To InformationDokument11 SeitenDisclosure To Promote The Right To InformationPrasanth ReddyNoch keine Bewertungen
- Disclosure To Promote The Right To InformationDokument16 SeitenDisclosure To Promote The Right To InformationShakib Ahmed AhmedNoch keine Bewertungen
- 3469 1-3 1974 PDFDokument62 Seiten3469 1-3 1974 PDFharpreet singhNoch keine Bewertungen
- Is 1481 1970Dokument15 SeitenIs 1481 1970rohanmanimaniNoch keine Bewertungen
- Indian Standard: Recommendations For General Pipeline WeldingDokument48 SeitenIndian Standard: Recommendations For General Pipeline WeldingravigurajapuNoch keine Bewertungen
- Is 3766 1977Dokument21 SeitenIs 3766 1977Amit KumarNoch keine Bewertungen
- Indian Standard (Second Revision) : Method For Bend TestDokument12 SeitenIndian Standard (Second Revision) : Method For Bend Testhhr2412Noch keine Bewertungen
- Is 3908 1986Dokument15 SeitenIs 3908 1986niharNoch keine Bewertungen
- Is 3821 1973Dokument12 SeitenIs 3821 1973Himanshu KashyapNoch keine Bewertungen
- Is 3312 1984Dokument16 SeitenIs 3312 1984Akshay ShajeevNoch keine Bewertungen
- Is 2826 1986Dokument11 SeitenIs 2826 1986Vaibhav KotnalaNoch keine Bewertungen
- Is 2599 1983Dokument13 SeitenIs 2599 1983Nirmal WiresNoch keine Bewertungen
- Disclosure To Promote The Right To InformationDokument12 SeitenDisclosure To Promote The Right To InformationMaeon LaboratoriesNoch keine Bewertungen
- Is 9516 1980Dokument25 SeitenIs 9516 1980shamrajjNoch keine Bewertungen
- Is 7358 1984Dokument26 SeitenIs 7358 1984Edward KurosakiNoch keine Bewertungen
- Reaffirmed 1996Dokument13 SeitenReaffirmed 1996Ritesh kumarNoch keine Bewertungen
- Is 3786 1983Dokument33 SeitenIs 3786 1983Swapnil SNoch keine Bewertungen
- Evaluation of Uncertainty in Determining Average Grain Size by ASTM E112 StandardDokument9 SeitenEvaluation of Uncertainty in Determining Average Grain Size by ASTM E112 StandardwalkerbhoNoch keine Bewertungen
- Effect of Si Addition As A Grain RefinerDokument12 SeitenEffect of Si Addition As A Grain RefinerwalkerbhoNoch keine Bewertungen
- Niobium To Stainless Steel Braze Transition DevelopmentDokument3 SeitenNiobium To Stainless Steel Braze Transition DevelopmentwalkerbhoNoch keine Bewertungen
- Principles Solidification: "Calculation and Applications Phase Equilibria"Dokument33 SeitenPrinciples Solidification: "Calculation and Applications Phase Equilibria"Amit Ranjan KumarNoch keine Bewertungen
- Evaluation of Uncertainty in Determining Average Grain Size by ASTM E112 StandardDokument9 SeitenEvaluation of Uncertainty in Determining Average Grain Size by ASTM E112 StandardwalkerbhoNoch keine Bewertungen
- Diagrammi Di StatoDokument1 SeiteDiagrammi Di StatowalkerbhoNoch keine Bewertungen
- Wide Gap Brazing When Parts Don't Fit Together Well For BrazingDokument2 SeitenWide Gap Brazing When Parts Don't Fit Together Well For BrazingwalkerbhoNoch keine Bewertungen
- SIHARD 2243 Steel: Designation by StandardsDokument3 SeitenSIHARD 2243 Steel: Designation by StandardswalkerbhoNoch keine Bewertungen
- Mechanical Preparation of MaterialsDokument11 SeitenMechanical Preparation of MaterialswalkerbhoNoch keine Bewertungen
- Improving Repair Qualitv of Turbine Nozzles Using SA650 Braze AlloyDokument8 SeitenImproving Repair Qualitv of Turbine Nozzles Using SA650 Braze AlloywalkerbhoNoch keine Bewertungen
- Struers Application Note - Metallographic Preparation of TitaniumDokument6 SeitenStruers Application Note - Metallographic Preparation of TitaniumCan ERTANNoch keine Bewertungen
- Hot Mounting: - Fast Mounting - Superior Edge Retention - Optimal PlanenessDokument6 SeitenHot Mounting: - Fast Mounting - Superior Edge Retention - Optimal PlanenesswalkerbhoNoch keine Bewertungen
- Microstructure Analysis of Selected Platinum Alloys: by Paolo BattainiDokument10 SeitenMicrostructure Analysis of Selected Platinum Alloys: by Paolo BattainirezaeibehrouzNoch keine Bewertungen
- s41598 018 20386 1Dokument10 Seitens41598 018 20386 1walkerbhoNoch keine Bewertungen
- C 6 Ra 28464 GDokument9 SeitenC 6 Ra 28464 GwalkerbhoNoch keine Bewertungen
- ASTM E2658 Standard Practices For Verification of Speed For Material Tetsign MachinesDokument10 SeitenASTM E2658 Standard Practices For Verification of Speed For Material Tetsign MachineswalkerbhoNoch keine Bewertungen
- NIS ElementsDokument245 SeitenNIS ElementswalkerbhoNoch keine Bewertungen
- Matrix IIDokument5 SeitenMatrix IIwalkerbhoNoch keine Bewertungen
- Al 7075Dokument11 SeitenAl 7075walkerbhoNoch keine Bewertungen
- GB Grade EmatiiDokument2 SeitenGB Grade EmatiiwalkerbhoNoch keine Bewertungen
- TextureDokument29 SeitenTexturedebjit123Noch keine Bewertungen
- Matrix IIDokument5 SeitenMatrix IIwalkerbhoNoch keine Bewertungen
- Calculation of The Crosshead Velocity Required To Achieve A Specified Stress Rate or An Estimated Strain RateDokument9 SeitenCalculation of The Crosshead Velocity Required To Achieve A Specified Stress Rate or An Estimated Strain Ratemp87_ing100% (1)
- Vickers Hardness CalculatorDokument2 SeitenVickers Hardness CalculatorwalkerbhoNoch keine Bewertungen
- Ti Metastable DiagramDokument1 SeiteTi Metastable DiagramwalkerbhoNoch keine Bewertungen
- It A Specifications Book 2005Dokument45 SeitenIt A Specifications Book 2005walkerbhoNoch keine Bewertungen
- Tensile Test For Metallic Materials Using Strain Rate Control and Stress Rate ControlDokument11 SeitenTensile Test For Metallic Materials Using Strain Rate Control and Stress Rate ControlwalkerbhoNoch keine Bewertungen
- MA200 Instruction Manual PDFDokument107 SeitenMA200 Instruction Manual PDFwalkerbhoNoch keine Bewertungen
- Conv. Durezza TitanioDokument37 SeitenConv. Durezza TitaniowalkerbhoNoch keine Bewertungen
- Conv. Durezza TitanioDokument37 SeitenConv. Durezza TitaniowalkerbhoNoch keine Bewertungen
- Significance of The Ratio of Tensile StrengthDokument6 SeitenSignificance of The Ratio of Tensile StrengthPaul Pinos-anNoch keine Bewertungen
- IsuzuDokument8 SeitenIsuzuImam Zulkifli100% (1)
- Schedule For NR PlatformDokument11 SeitenSchedule For NR Platformabhilash nairNoch keine Bewertungen
- EC2-Shear and TorsionDokument9 SeitenEC2-Shear and TorsionDonald HamiltonNoch keine Bewertungen
- ASME General 100 QuestionsDokument54 SeitenASME General 100 Questionsatulpatil99100% (2)
- Railing Sample Calculation PDFDokument19 SeitenRailing Sample Calculation PDFSalik TrambooNoch keine Bewertungen
- ALTECH PE-HD A 2010/506 GF10: Technical Data SheetDokument2 SeitenALTECH PE-HD A 2010/506 GF10: Technical Data SheetPhung LucNoch keine Bewertungen
- 1 Ndimuto Augustin Ingenieur en ConstructionDokument3 Seiten1 Ndimuto Augustin Ingenieur en ConstructionJosh UaNoch keine Bewertungen
- Smartcone: Patent No. 8,201,457Dokument2 SeitenSmartcone: Patent No. 8,201,457Julio Andrés Campos VásquezNoch keine Bewertungen
- Names of All Materials WRT ASTM No.Dokument6 SeitenNames of All Materials WRT ASTM No.روشان فاطمة روشانNoch keine Bewertungen
- Analysis of Mechanical Properties of Aluminium Based Metal Matrix Composites Reinforced With Alumina and Sic IJERTV6IS030506Dokument6 SeitenAnalysis of Mechanical Properties of Aluminium Based Metal Matrix Composites Reinforced With Alumina and Sic IJERTV6IS030506Gona sunil kumar reddyNoch keine Bewertungen
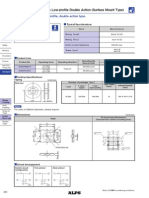
- 0.6mm Low-Profile, Double Action TypeDokument3 Seiten0.6mm Low-Profile, Double Action TypeshyhuNoch keine Bewertungen
- Blasting Painting ProcedureDokument4 SeitenBlasting Painting ProcedureRyanNoch keine Bewertungen
- Ser4vice Manual Aire Samsung INVERTEDokument55 SeitenSer4vice Manual Aire Samsung INVERTELeonardoNoch keine Bewertungen
- Burj KhalifaDokument12 SeitenBurj KhalifaNishi KapadiaNoch keine Bewertungen
- 7075 AluminiumDokument39 Seiten7075 AluminiumRodrigo OrtegaNoch keine Bewertungen
- Definitions and Nomenclature in Exergy Analysis and ExergoeconomicsDokument5 SeitenDefinitions and Nomenclature in Exergy Analysis and ExergoeconomicsGhassen KhalilNoch keine Bewertungen
- 37.H. P. Khungar Semistic Sternghring of Softsteroy Using DamperDokument1 Seite37.H. P. Khungar Semistic Sternghring of Softsteroy Using DamperPREMALATHA JNoch keine Bewertungen
- 1.1 NASA Panel FinalDokument18 Seiten1.1 NASA Panel FinalAnil Singh Rajput100% (1)
- PSC Box Girder Bridge Design in IRCDokument18 SeitenPSC Box Girder Bridge Design in IRCSANDIP100% (4)
- MT BitsDokument12 SeitenMT BitsKundan KumarNoch keine Bewertungen
- Written Report PolypropyleneDokument2 SeitenWritten Report PolypropyleneTal PeraltaNoch keine Bewertungen
- Heating Ventilation and Air Conditioning Engineering and Design PDFDokument377 SeitenHeating Ventilation and Air Conditioning Engineering and Design PDFSaurav Kumar SinghNoch keine Bewertungen
- Ac Dur Sba G PDFDokument2 SeitenAc Dur Sba G PDFbhagwatpatilNoch keine Bewertungen
- Construction Cost MonitoringDokument13 SeitenConstruction Cost MonitoringOng George Sammy100% (1)
- Anvil Pipe Hanger CatalogDokument228 SeitenAnvil Pipe Hanger CatalogRadical100% (1)
- Control Valve Interview Questions and AnswersDokument11 SeitenControl Valve Interview Questions and Answersakmal100% (2)
- CVC Thermoset BrochureDokument28 SeitenCVC Thermoset BrochureMattNoch keine Bewertungen
- 1D and 2D PlasticityDokument24 Seiten1D and 2D PlasticityChandra ClarkNoch keine Bewertungen
- Ymfe (24-60) Bnjmcmo(s) - X 14 Seer Solo FrioDokument4 SeitenYmfe (24-60) Bnjmcmo(s) - X 14 Seer Solo FrioAb CaamañoNoch keine Bewertungen
- Crossings: How Road Ecology Is Shaping the Future of Our PlanetVon EverandCrossings: How Road Ecology Is Shaping the Future of Our PlanetBewertung: 4.5 von 5 Sternen4.5/5 (10)
- The Great Bridge: The Epic Story of the Building of the Brooklyn BridgeVon EverandThe Great Bridge: The Epic Story of the Building of the Brooklyn BridgeBewertung: 4.5 von 5 Sternen4.5/5 (59)
- The Things We Make: The Unknown History of Invention from Cathedrals to Soda CansVon EverandThe Things We Make: The Unknown History of Invention from Cathedrals to Soda CansNoch keine Bewertungen
- To Engineer Is Human: The Role of Failure in Successful DesignVon EverandTo Engineer Is Human: The Role of Failure in Successful DesignBewertung: 4 von 5 Sternen4/5 (137)
- The Finite Element Method: Linear Static and Dynamic Finite Element AnalysisVon EverandThe Finite Element Method: Linear Static and Dynamic Finite Element AnalysisBewertung: 5 von 5 Sternen5/5 (3)
- Cable Supported Bridges: Concept and DesignVon EverandCable Supported Bridges: Concept and DesignBewertung: 5 von 5 Sternen5/5 (1)
- The Things We Make: The Unknown History of Invention from Cathedrals to Soda CansVon EverandThe Things We Make: The Unknown History of Invention from Cathedrals to Soda CansBewertung: 4.5 von 5 Sternen4.5/5 (21)
- Rocks and Minerals of The World: Geology for Kids - Minerology and SedimentologyVon EverandRocks and Minerals of The World: Geology for Kids - Minerology and SedimentologyBewertung: 4.5 von 5 Sternen4.5/5 (5)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Summary of Neil Postman's Amusing Ourselves to DeathVon EverandSummary of Neil Postman's Amusing Ourselves to DeathBewertung: 4 von 5 Sternen4/5 (2)
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationVon EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationBewertung: 4 von 5 Sternen4/5 (18)
- CAREC Road Safety Engineering Manual 3: Roadside Hazard ManagementVon EverandCAREC Road Safety Engineering Manual 3: Roadside Hazard ManagementNoch keine Bewertungen
- Construction Innovation and Process ImprovementVon EverandConstruction Innovation and Process ImprovementAkintola AkintoyeNoch keine Bewertungen
- Structural Cross Sections: Analysis and DesignVon EverandStructural Cross Sections: Analysis and DesignBewertung: 4.5 von 5 Sternen4.5/5 (19)
- Troubleshooting and Repair of Diesel EnginesVon EverandTroubleshooting and Repair of Diesel EnginesBewertung: 1.5 von 5 Sternen1.5/5 (2)
- Pile Design and Construction Rules of ThumbVon EverandPile Design and Construction Rules of ThumbBewertung: 4.5 von 5 Sternen4.5/5 (15)
- The Diesel That Did It: General Motors' FT LocomotiveVon EverandThe Diesel That Did It: General Motors' FT LocomotiveNoch keine Bewertungen
- Skyway: The True Story of Tampa Bay's Signature Bridge and the Man Who Brought It DownVon EverandSkyway: The True Story of Tampa Bay's Signature Bridge and the Man Who Brought It DownNoch keine Bewertungen
- Transportation Decision Making: Principles of Project Evaluation and ProgrammingVon EverandTransportation Decision Making: Principles of Project Evaluation and ProgrammingNoch keine Bewertungen
- Up and Running with AutoCAD 2020: 2D Drafting and DesignVon EverandUp and Running with AutoCAD 2020: 2D Drafting and DesignNoch keine Bewertungen