Das könnte Ihnen auch gefallen
- Warehouse Management System OverviewDokument12 SeitenWarehouse Management System OverviewKoustubha Khare100% (2)
- Andrew Cox Supply Chain Management A Guide To Best Practice Management Briefings Executive Series PDFDokument134 SeitenAndrew Cox Supply Chain Management A Guide To Best Practice Management Briefings Executive Series PDFgaloNoch keine Bewertungen
- Computerized Inventory SystemDokument68 SeitenComputerized Inventory SystemFaye Alonzo69% (36)
- Exercises PDFDokument5 SeitenExercises PDFOneNoch keine Bewertungen
- Content ServerDokument22 SeitenContent ServerJULIAN ANDRES URBANO PERDOMONoch keine Bewertungen
- Christian College of Tanauan Business Office Supply Monitoring and Inventory System Using Barcode Reader With Supply Chain AnalyticsDokument41 SeitenChristian College of Tanauan Business Office Supply Monitoring and Inventory System Using Barcode Reader With Supply Chain AnalyticsChristian Alfred VillenaNoch keine Bewertungen
- 1853192227Dokument1 Seite1853192227Iulia MândruNoch keine Bewertungen
- Design and Control of An AS RS PDFDokument9 SeitenDesign and Control of An AS RS PDFKaushik JackNoch keine Bewertungen
- Lefort Inventory System: in Partial Fulfilment of The Requirement For The Subject System Analysis and DesignDokument20 SeitenLefort Inventory System: in Partial Fulfilment of The Requirement For The Subject System Analysis and DesignNehem DueroNoch keine Bewertungen
- Ahmed Taha Paper1Dokument9 SeitenAhmed Taha Paper1Mohamed KhalilNoch keine Bewertungen
- Related LiteratureeeDokument8 SeitenRelated LiteratureeeReymar VenturaNoch keine Bewertungen
- Design of A Computerized Inventory Management System For SupermarketsDokument5 SeitenDesign of A Computerized Inventory Management System For SupermarketsAgus SuwarnoNoch keine Bewertungen
- 1 s2.0 S2212827115012019 MainDokument5 Seiten1 s2.0 S2212827115012019 MainHadi P.Noch keine Bewertungen
- EIE 4102 Lecture Topic 6Dokument27 SeitenEIE 4102 Lecture Topic 6waireriannNoch keine Bewertungen
- Modeling and Analysis of Order Picking in A WarehouseDokument9 SeitenModeling and Analysis of Order Picking in A Warehousevishal kumar sinhaNoch keine Bewertungen
- Chapter1 1 StephDokument61 SeitenChapter1 1 Stephapi-238768050100% (1)
- The Study of Li & Fung LimitedDokument19 SeitenThe Study of Li & Fung LimitedJames James ChowNoch keine Bewertungen
- Hinsdale: Holt, Richard and Winston Sounders College Publishing, 2000Dokument11 SeitenHinsdale: Holt, Richard and Winston Sounders College Publishing, 2000Joshua Del Rosario SaculoNoch keine Bewertungen
- An RFID Based Digital Warehouse Management System in The Tobacco Industry A Case StudyDokument37 SeitenAn RFID Based Digital Warehouse Management System in The Tobacco Industry A Case StudyImran KhanNoch keine Bewertungen
- Chapter One RasheedDokument8 SeitenChapter One RasheedToyeebNoch keine Bewertungen
- Design of A Computerized Inventory Management System For SupermarketsDokument6 SeitenDesign of A Computerized Inventory Management System For SupermarketsAhsan AakibNoch keine Bewertungen
- A Novel Approach For Supply Chain in Distributed Networks Using Multi EchelonDokument4 SeitenA Novel Approach For Supply Chain in Distributed Networks Using Multi Echelonsurendiran123Noch keine Bewertungen
- Agent-Based Simulation Model of Single Point Inventory SystemDokument7 SeitenAgent-Based Simulation Model of Single Point Inventory SystemHadiBiesNoch keine Bewertungen
- Distribution and WarehousingDokument5 SeitenDistribution and Warehousingjoansada23Noch keine Bewertungen
- Cooperating Hundereds of Robots in A Waehouse: Related PapersDokument14 SeitenCooperating Hundereds of Robots in A Waehouse: Related PapersPranav choudharyNoch keine Bewertungen
- 12-Decision Rules For RMFS-2018Dokument37 Seiten12-Decision Rules For RMFS-2018archan renNoch keine Bewertungen
- ANURAG R KANOJIYA PROJECT - Anurag KanojiyaDokument44 SeitenANURAG R KANOJIYA PROJECT - Anurag Kanojiyadipak tighareNoch keine Bewertungen
- Development of RFID Based Automatic Warehouse Management System: A Case Study of ROK Industries Limited KenyaDokument15 SeitenDevelopment of RFID Based Automatic Warehouse Management System: A Case Study of ROK Industries Limited KenyaEditor IjasreNoch keine Bewertungen
- Using Computer Simulation To Reduce Supply Chain Cycle Time: Executive SummaryDokument10 SeitenUsing Computer Simulation To Reduce Supply Chain Cycle Time: Executive SummaryAmrik SinghNoch keine Bewertungen
- Warehouse Management System Literature ReviewDokument7 SeitenWarehouse Management System Literature Reviewzufehil0l0s2Noch keine Bewertungen
- Order Picking and Order AccumulationDokument4 SeitenOrder Picking and Order Accumulationschool chelcie100% (1)
- Ipm01 - (Guardian&barrios) Industrial Planning and Material HandlingDokument124 SeitenIpm01 - (Guardian&barrios) Industrial Planning and Material HandlingEllen Jane Cantuba GuardianNoch keine Bewertungen
- Decision Rules For Robotic Mobile Fulfillmen - 2019 - Operations Research PerspeDokument15 SeitenDecision Rules For Robotic Mobile Fulfillmen - 2019 - Operations Research PerspeEtetu AbeshaNoch keine Bewertungen
- The Effect of Picking Congestion in Manual Order Picking EnvironmentsDokument8 SeitenThe Effect of Picking Congestion in Manual Order Picking EnvironmentsMohammad BatainehNoch keine Bewertungen
- Stock and InventoryDokument13 SeitenStock and InventoryajextopeNoch keine Bewertungen
- Impact of Warehouse Management SystemDokument7 SeitenImpact of Warehouse Management SystemEnggar CesariniNoch keine Bewertungen
- Design and Control of Warehouse PickingDokument23 SeitenDesign and Control of Warehouse Pickingasadmukhtar0% (1)
- The Implementation of Barcode On Warehouse ManagemDokument7 SeitenThe Implementation of Barcode On Warehouse ManagemArip Nomer1Noch keine Bewertungen
- Literature Review On Warehouse Management SystemDokument8 SeitenLiterature Review On Warehouse Management SystemafmzweybsyajeqNoch keine Bewertungen
- Implementation Class Based StorageDokument15 SeitenImplementation Class Based StorageHard GainsNoch keine Bewertungen
- Westside Replenishment StrategiesDokument32 SeitenWestside Replenishment StrategiesManvi Taneja100% (2)
- Development of A Design Methodology For Warehousing Systems: Hierarchical FrameworkDokument6 SeitenDevelopment of A Design Methodology For Warehousing Systems: Hierarchical FrameworkGilangRisangNoch keine Bewertungen
- IMS Documentation (AutoRecovered)Dokument47 SeitenIMS Documentation (AutoRecovered)Rushikesh BallalNoch keine Bewertungen
- Topic 10Dokument7 SeitenTopic 10Abigail SalasNoch keine Bewertungen
- Smart WarehouseccccDokument15 SeitenSmart WarehouseccccAsser Safwat HussienNoch keine Bewertungen
- Study of Smart Inventory Management System Based On The Internet of Things (Iot)Dokument8 SeitenStudy of Smart Inventory Management System Based On The Internet of Things (Iot)ferdyanta_sitepuNoch keine Bewertungen
- Swarm IntelliginceDokument17 SeitenSwarm IntelliginceTu LienNoch keine Bewertungen
- Current Order and Inventory Models in Manufacturing Environments: A Review From 2008 To 2018Dokument10 SeitenCurrent Order and Inventory Models in Manufacturing Environments: A Review From 2008 To 2018TJPRC PublicationsNoch keine Bewertungen
- Inventory ManagementDokument5 SeitenInventory Managementmickaellacson5Noch keine Bewertungen
- Chapter 7 Material Requirement Planning (MRP)Dokument18 SeitenChapter 7 Material Requirement Planning (MRP)opio james100% (1)
- An Intelligent Model For Sales and Inventory Management: Sylvanus O. Anigbogu, PH.DDokument7 SeitenAn Intelligent Model For Sales and Inventory Management: Sylvanus O. Anigbogu, PH.DPhuong NhungNoch keine Bewertungen
- A Flexsim-Based Optimization For The Operation Process of Cold-Chain Logistics Distribution CentreDokument9 SeitenA Flexsim-Based Optimization For The Operation Process of Cold-Chain Logistics Distribution CentreGopinath GangadhariNoch keine Bewertungen
- ElMehdi EMINESUM6PMorocco ResearchArticleDokument17 SeitenElMehdi EMINESUM6PMorocco ResearchArticleLộc Cao XuânNoch keine Bewertungen
- Chapter 1Dokument7 SeitenChapter 1Julius PerezNoch keine Bewertungen
- Berg - 1999 - Models For Warehouse Management Classification and ExamplesDokument10 SeitenBerg - 1999 - Models For Warehouse Management Classification and ExamplesHallan MarquesNoch keine Bewertungen
- Just-In-Time: Study Unit Six Operational Efficiency and Business Process PerformanceDokument21 SeitenJust-In-Time: Study Unit Six Operational Efficiency and Business Process PerformanceAhmed Mostafa ElmowafyNoch keine Bewertungen
- Ware House ManagementDokument4 SeitenWare House ManagementIndu Jayaraman100% (1)
- Supply Chain Design and Analysis: Models and MethodsDokument22 SeitenSupply Chain Design and Analysis: Models and MethodssankofakanianNoch keine Bewertungen
- Thesis Warehouse Management SystemDokument4 SeitenThesis Warehouse Management Systemmvlnfvfig100% (2)
- Design of An Intelligent Warehouse Management SystemDokument6 SeitenDesign of An Intelligent Warehouse Management SystemNovael MaidahNoch keine Bewertungen
- Review of Related LiteratureDokument9 SeitenReview of Related LiteratureNoel San MiguelNoch keine Bewertungen
- Computerized Inventory System Thesis PDFDokument4 SeitenComputerized Inventory System Thesis PDFdnrssvyt100% (2)
- Progressive KaizenDokument216 SeitenProgressive Kaizendinhlap237100% (4)
- 2009 LEX4 - EbookDokument136 Seiten2009 LEX4 - Ebooknoe_rodriguez6804100% (11)
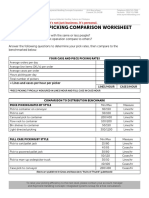
- Picking Comparison WorksheetDokument1 SeitePicking Comparison WorksheetgaloNoch keine Bewertungen
- Producciön Jit PDFDokument32 SeitenProducciön Jit PDFJhonny Ismael Chungandro NacazaNoch keine Bewertungen
- Glo Roodbergen MinDokument194 SeitenGlo Roodbergen MingaloNoch keine Bewertungen
- Gemba Walks: What WHY HOWDokument17 SeitenGemba Walks: What WHY HOWgalo100% (2)
- Picking Up PerlDokument66 SeitenPicking Up PerlRaluca DobreNoch keine Bewertungen
- Perishable Distribution Systems With TitleDokument45 SeitenPerishable Distribution Systems With TitlegaloNoch keine Bewertungen
- Xiaolong Guo Auth. Storage Policies and Maintenance Support Strategies in Warehousing SystemsDokument118 SeitenXiaolong Guo Auth. Storage Policies and Maintenance Support Strategies in Warehousing SystemsgaloNoch keine Bewertungen
- Glo Roodbergen MinDokument194 SeitenGlo Roodbergen MingaloNoch keine Bewertungen
- PLT Songs ST HappybdayDokument1 SeitePLT Songs ST HappybdaygaloNoch keine Bewertungen
- Picking Up PerlDokument66 SeitenPicking Up PerlRaluca DobreNoch keine Bewertungen
- VideoXpert OpsCenter V 2.5 User GuideDokument55 SeitenVideoXpert OpsCenter V 2.5 User GuideMichael QuesadaNoch keine Bewertungen
- Bai Tap Grammar 12Dokument67 SeitenBai Tap Grammar 12Hai Hoang0% (1)
- Mizotech Resume Doc NormalDokument3 SeitenMizotech Resume Doc NormalMohammed Akram AliNoch keine Bewertungen
- Transistor DesignDokument51 SeitenTransistor DesignJohn GentileNoch keine Bewertungen
- Oracle® Fusion Middleware Application Security GuideDokument898 SeitenOracle® Fusion Middleware Application Security GuideamitvohraNoch keine Bewertungen
- Introduction To VLSI Design EEE 416: Dr. Mohammad Al HakimDokument23 SeitenIntroduction To VLSI Design EEE 416: Dr. Mohammad Al HakimMizanur Rahman SujanNoch keine Bewertungen
- Ipremier CaseDokument29 SeitenIpremier CaseRam Singh100% (1)
- 74LS640 641 642 645 Bus-Transceiver-8bitsDokument4 Seiten74LS640 641 642 645 Bus-Transceiver-8bitshuvillamilNoch keine Bewertungen
- Manual EncoderDokument4 SeitenManual EncoderDoc_LACNoch keine Bewertungen
- Riello 40 FsDokument7 SeitenRiello 40 FsNebojsaNoch keine Bewertungen
- Curriculam Vitae: Nakkana SaikumarDokument3 SeitenCurriculam Vitae: Nakkana SaikumarRam BabuNoch keine Bewertungen
- Block 1Dokument57 SeitenBlock 1riya guptaNoch keine Bewertungen
- Digital Maturity White PaperDokument9 SeitenDigital Maturity White PaperAnaLuManoleNoch keine Bewertungen
- A6V10444410 - Multi-Sensor Fire Detector - enDokument8 SeitenA6V10444410 - Multi-Sensor Fire Detector - enRoman DebkovNoch keine Bewertungen
- How Robots and AI Are Creating The 21stDokument3 SeitenHow Robots and AI Are Creating The 21stHung DoNoch keine Bewertungen
- The Evolution of Project ManagementDokument5 SeitenThe Evolution of Project Managementcrib85Noch keine Bewertungen
- What Is A Digital Strategy?: What Is It About, and How Can It Be Laid Out?Dokument24 SeitenWhat Is A Digital Strategy?: What Is It About, and How Can It Be Laid Out?api-290841500Noch keine Bewertungen
- Skybox Security Best Practices Migrating Next-Gen Firewalls EN PDFDokument3 SeitenSkybox Security Best Practices Migrating Next-Gen Firewalls EN PDFsysdhanabalNoch keine Bewertungen
- CivicrmDokument361 SeitenCivicrmmandohNoch keine Bewertungen
- Personnel Protection Unit Test/Charge Systems: Technical Specification Collision Awareness SystemDokument3 SeitenPersonnel Protection Unit Test/Charge Systems: Technical Specification Collision Awareness SystemAbhinandan PadhaNoch keine Bewertungen
- Article by NSHIMIYIMANA GASTON & GERMAINDokument12 SeitenArticle by NSHIMIYIMANA GASTON & GERMAINngaston2020Noch keine Bewertungen
- A320 70 cfm56Dokument18 SeitenA320 70 cfm56morteeza1986100% (2)
- Heat IncroperaDokument43 SeitenHeat IncroperaAnonymous rEpAAK0iNoch keine Bewertungen
- Acer Veriton S661 QSDokument3 SeitenAcer Veriton S661 QSAspurlah Mohamed Jidi INoch keine Bewertungen
- Lifting Points Brochure E1Dokument108 SeitenLifting Points Brochure E1tintucinbNoch keine Bewertungen
- 990k HidraulicDokument15 Seiten990k Hidraulichitler morales gavidiaNoch keine Bewertungen
- Spotify Vs Wynk MusicDokument18 SeitenSpotify Vs Wynk MusicBoopathi KalaiNoch keine Bewertungen
- 14JE000423-Rajat Kumar Jain - B.Tech (Computer Science and Engineering)Dokument2 Seiten14JE000423-Rajat Kumar Jain - B.Tech (Computer Science and Engineering)AshNoch keine Bewertungen