Das könnte Ihnen auch gefallen
- Ejemplo Tabla Contactos GMail para Importación AutomáticaDokument7 SeitenEjemplo Tabla Contactos GMail para Importación AutomáticaXaviera UgarrizaNoch keine Bewertungen
- Sistema de Distribucion Jusepin Criogenico San Joaquin PDFDokument1 SeiteSistema de Distribucion Jusepin Criogenico San Joaquin PDFrebolledojfNoch keine Bewertungen
- Sistema de Distribucion Jusepin Criogenico San Joaquin PDFDokument1 SeiteSistema de Distribucion Jusepin Criogenico San Joaquin PDFrebolledojfNoch keine Bewertungen
- Comparative Analysis of Pressure Drop EquationsDokument17 SeitenComparative Analysis of Pressure Drop EquationsrebolledojfNoch keine Bewertungen
- Peru Look Attractive To Invest in New LNG ProjectsDokument1 SeitePeru Look Attractive To Invest in New LNG ProjectsrebolledojfNoch keine Bewertungen
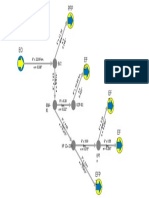
- EsquemaDokument1 SeiteEsquemarebolledojfNoch keine Bewertungen
- EsquemaDokument1 SeiteEsquemarebolledojfNoch keine Bewertungen
- ReciprocatingCompressorPower-US Field UnitsDokument4 SeitenReciprocatingCompressorPower-US Field UnitsrebolledojfNoch keine Bewertungen
- Warranty Installation Checklists: Ariel Reciprocating Compressors JG:A:M:N:P:Q:R:J:H:E:K:T:C:D:FDokument9 SeitenWarranty Installation Checklists: Ariel Reciprocating Compressors JG:A:M:N:P:Q:R:J:H:E:K:T:C:D:FMandava Subrahmanya Sivarama PrasadNoch keine Bewertungen
- Crisis Migracion VenezuelaDokument2 SeitenCrisis Migracion VenezuelarebolledojfNoch keine Bewertungen
- DR Lngo HP System InfographicDokument1 SeiteDR Lngo HP System InfographicrebolledojfNoch keine Bewertungen
- 4290 19496 1 PB PDFDokument22 Seiten4290 19496 1 PB PDFrebolledojfNoch keine Bewertungen
- Cpi Spending Outlook 2020Dokument20 SeitenCpi Spending Outlook 2020NguyễnMinhQuânNoch keine Bewertungen
- Formato Proyecta UNI 2014Dokument4 SeitenFormato Proyecta UNI 2014rebolledojfNoch keine Bewertungen
- Dart LNG BusDokument8 SeitenDart LNG BusrebolledojfNoch keine Bewertungen
- GLD.031 Major Capital Projects (Minerals)Dokument35 SeitenGLD.031 Major Capital Projects (Minerals)rebolledojf100% (3)
- 2016 World LNG ReportDokument92 Seiten2016 World LNG ReportrebolledojfNoch keine Bewertungen
- Cpi Spending Outlook 2020Dokument20 SeitenCpi Spending Outlook 2020NguyễnMinhQuânNoch keine Bewertungen
- WBS Project Management PDFDokument85 SeitenWBS Project Management PDFGilmer Patricio100% (1)
- Cell Cycle Regulation and Neural DifferentiationDokument12 SeitenCell Cycle Regulation and Neural DifferentiationrebolledojfNoch keine Bewertungen
- Validation PDRI PDFDokument95 SeitenValidation PDRI PDFrebolledojfNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Postnatal Assessment: Name Date: Age: D.O.A: Sex: Hospital: Marital Status: IP .NoDokument11 SeitenPostnatal Assessment: Name Date: Age: D.O.A: Sex: Hospital: Marital Status: IP .NoRadha SriNoch keine Bewertungen
- 2016 Mustang WiringDokument9 Seiten2016 Mustang WiringRuben TeixeiraNoch keine Bewertungen
- How To Check PC Full Specs Windows 10 in 5 Ways (Minitool News)Dokument19 SeitenHow To Check PC Full Specs Windows 10 in 5 Ways (Minitool News)hiwot kebedeNoch keine Bewertungen
- Ijimekko To Nakimushi-Kun (The Bully and The Crybaby) MangaDokument1 SeiteIjimekko To Nakimushi-Kun (The Bully and The Crybaby) MangaNguyễn Thị Mai Khanh - MĐC - 11A22Noch keine Bewertungen
- Ryerson EthicsDokument20 SeitenRyerson EthicssinghbabaNoch keine Bewertungen
- SD-SCD-QF75 - Factory Audit Checklist - Rev.1 - 16 Sept.2019Dokument6 SeitenSD-SCD-QF75 - Factory Audit Checklist - Rev.1 - 16 Sept.2019Lawrence PeNoch keine Bewertungen
- SWOT Analysis of Solar Energy in India: Abdul Khader.J Mohamed Idris.PDokument4 SeitenSWOT Analysis of Solar Energy in India: Abdul Khader.J Mohamed Idris.PSuhas VaishnavNoch keine Bewertungen
- Sieve Shaker: Instruction ManualDokument4 SeitenSieve Shaker: Instruction ManualinstrutechNoch keine Bewertungen
- Abinisio GDE HelpDokument221 SeitenAbinisio GDE HelpvenkatesanmuraliNoch keine Bewertungen
- Learning Stations Lesson PlanDokument3 SeitenLearning Stations Lesson Planapi-310100553Noch keine Bewertungen
- Um 0ah0a 006 EngDokument1 SeiteUm 0ah0a 006 EngGaudencio LingamenNoch keine Bewertungen
- Jazan Refinery and Terminal ProjectDokument3 SeitenJazan Refinery and Terminal ProjectkhsaeedNoch keine Bewertungen
- The Sound Collector - The Prepared Piano of John CageDokument12 SeitenThe Sound Collector - The Prepared Piano of John CageLuigie VazquezNoch keine Bewertungen
- Artificial IseminationDokument6 SeitenArtificial IseminationHafiz Muhammad Zain-Ul AbedinNoch keine Bewertungen
- Common Size Analys3esDokument5 SeitenCommon Size Analys3esSaw Mee LowNoch keine Bewertungen
- FALL PROTECTION ON SCISSOR LIFTS PDF 2 PDFDokument3 SeitenFALL PROTECTION ON SCISSOR LIFTS PDF 2 PDFJISHNU TKNoch keine Bewertungen
- Kahveci: OzkanDokument2 SeitenKahveci: OzkanVictor SmithNoch keine Bewertungen
- Environmental Assessment of Sewer ConstructionDokument32 SeitenEnvironmental Assessment of Sewer ConstructionKaleab TadesseNoch keine Bewertungen
- Health Education and Health PromotionDokument4 SeitenHealth Education and Health PromotionRamela Mae SalvatierraNoch keine Bewertungen
- ROM Flashing Tutorial For MTK Chipset PhonesDokument5 SeitenROM Flashing Tutorial For MTK Chipset PhonesAriel RodriguezNoch keine Bewertungen
- MSDS FluorouracilDokument3 SeitenMSDS FluorouracilRita NascimentoNoch keine Bewertungen
- 'K Is Mentally Ill' The Anatomy of A Factual AccountDokument32 Seiten'K Is Mentally Ill' The Anatomy of A Factual AccountDiego TorresNoch keine Bewertungen
- Janome DC6030 Sewing Machine Instruction ManualDokument56 SeitenJanome DC6030 Sewing Machine Instruction ManualiliiexpugnansNoch keine Bewertungen
- ULN2001, ULN2002 ULN2003, ULN2004: DescriptionDokument21 SeitenULN2001, ULN2002 ULN2003, ULN2004: Descriptionjulio montenegroNoch keine Bewertungen
- Give Five Examples Each of Nature Having Reflection Symmetry and Radial Symmetry Reflection Symmetry Radial Symmetry Butterfly StarfishDokument12 SeitenGive Five Examples Each of Nature Having Reflection Symmetry and Radial Symmetry Reflection Symmetry Radial Symmetry Butterfly StarfishANNA MARY GINTORONoch keine Bewertungen
- 2019 May Chronicle AICFDokument27 Seiten2019 May Chronicle AICFRam KrishnaNoch keine Bewertungen
- Recycle Used Motor Oil With Tongrui PurifiersDokument12 SeitenRecycle Used Motor Oil With Tongrui PurifiersRégis Ongollo100% (1)
- TLE8 Q4 Week 8 As Food ProcessingDokument4 SeitenTLE8 Q4 Week 8 As Food ProcessingROSELLE CASELANoch keine Bewertungen
- Yanmar America publication listing for engine parts, service, and operation manualsDokument602 SeitenYanmar America publication listing for engine parts, service, and operation manualsEnrique Murgia50% (2)
- Laws of MotionDokument64 SeitenLaws of MotionArnel A. JulatonNoch keine Bewertungen