Das könnte Ihnen auch gefallen
- Consumer Behaviour Towards AppleDokument47 SeitenConsumer Behaviour Towards AppleAdnan Yusufzai69% (62)
- SIEMENS Adjustment Instructions Table of ContentsDokument37 SeitenSIEMENS Adjustment Instructions Table of ContentsCosty100% (2)
- ADS+Tutorial SungYooDokument27 SeitenADS+Tutorial SungYooJDTerexNoch keine Bewertungen
- MMANA-GAL Tutorial Covers Wire Antenna Design SoftwareDokument4 SeitenMMANA-GAL Tutorial Covers Wire Antenna Design Softwareorlich1KNoch keine Bewertungen
- Summer Internship Project-NishantDokument80 SeitenSummer Internship Project-Nishantnishant singhNoch keine Bewertungen
- Understanding Culture, Society and PoliticsDokument62 SeitenUnderstanding Culture, Society and PoliticsTeds TV89% (84)
- ADS Tut 3Dokument4 SeitenADS Tut 3Jihong ParkNoch keine Bewertungen
- Numerically Controlled Oscillator With Spur Reduction: Hans-Jörg Pfleiderer Stefan LachowiczDokument4 SeitenNumerically Controlled Oscillator With Spur Reduction: Hans-Jörg Pfleiderer Stefan LachowiczRaffi SkNoch keine Bewertungen
- C Homework #11Dokument3 SeitenC Homework #11Saurabh GuptaNoch keine Bewertungen
- The Laser DiodeDokument10 SeitenThe Laser Dioderavana332710Noch keine Bewertungen
- Estimating gantry crane frequency using MEMS accelerometerDokument7 SeitenEstimating gantry crane frequency using MEMS accelerometerMuhammad Auwal ShehuNoch keine Bewertungen
- Sensor de Toner Ts0524lbDokument5 SeitenSensor de Toner Ts0524lbjaag93Noch keine Bewertungen
- Digital-Controller Parameter-Tuning Application Supply: To Switch-Mode PowerDokument6 SeitenDigital-Controller Parameter-Tuning Application Supply: To Switch-Mode PowermonisivaNoch keine Bewertungen
- SPRESSO User's Manual: Guide to MATLAB-Based Open Source Nonlinear Electrophoresis SolverDokument17 SeitenSPRESSO User's Manual: Guide to MATLAB-Based Open Source Nonlinear Electrophoresis Solvermohit niranjaneNoch keine Bewertungen
- Lab No.2 Modeling A Micro Strip Transmission Line in ADS: Objective: TheoryDokument5 SeitenLab No.2 Modeling A Micro Strip Transmission Line in ADS: Objective: Theorymuhammad jehangirNoch keine Bewertungen
- Robust Computer Control An Inverted Pendulum: Medrano-CerdaDokument10 SeitenRobust Computer Control An Inverted Pendulum: Medrano-CerdaVictor PassosNoch keine Bewertungen
- Agilent Manual 34972ADokument34 SeitenAgilent Manual 34972AValério Lucas GonçalvesNoch keine Bewertungen
- Monte Carlo Simulation With HSPICE - REVDokument4 SeitenMonte Carlo Simulation With HSPICE - REVYicong LiNoch keine Bewertungen
- Design and Analysis of 4Kb Sram Array Cell For The Development of Sram ChipDokument8 SeitenDesign and Analysis of 4Kb Sram Array Cell For The Development of Sram ChipRohit KumarNoch keine Bewertungen
- Simulation Study 5G NR PHYDokument8 SeitenSimulation Study 5G NR PHYgroupe1 stNoch keine Bewertungen
- 5G NR PhyDokument13 Seiten5G NR PhyBrian HabibNoch keine Bewertungen
- Microstrip and CPW Power Divider Design: Keysight Eesof EdaDokument16 SeitenMicrostrip and CPW Power Divider Design: Keysight Eesof Edaمحمد المحمديNoch keine Bewertungen
- Ab 02601460148Dokument3 SeitenAb 02601460148International Journal of computational Engineering research (IJCER)Noch keine Bewertungen
- 1-1 Patch Antenna Design Using Ansoft DesignerDokument53 Seiten1-1 Patch Antenna Design Using Ansoft DesignerAlainN2200Noch keine Bewertungen
- Cktsimlssp PDFDokument20 SeitenCktsimlssp PDFNhat Tran XuanNoch keine Bewertungen
- Design and Simulation of A 4.0 GHZ Low-Noise RF Amplifier With Avago MGA-665P8 MMICDokument3 SeitenDesign and Simulation of A 4.0 GHZ Low-Noise RF Amplifier With Avago MGA-665P8 MMICSahand NoorizadehNoch keine Bewertungen
- MicroCap Info Fall2009Dokument16 SeitenMicroCap Info Fall2009wayan.wandira8122Noch keine Bewertungen
- Session 4Dokument2 SeitenSession 4Manoj GudiNoch keine Bewertungen
- Lab 5Dokument3 SeitenLab 5Vu LeNoch keine Bewertungen
- Benchmark: Analyze 3-Storey Structure's Seismic ResponseDokument17 SeitenBenchmark: Analyze 3-Storey Structure's Seismic ResponseMuscadin MakensonNoch keine Bewertungen
- Digital Controller Tuning Approach for Switch-Mode Power SuppliesDokument6 SeitenDigital Controller Tuning Approach for Switch-Mode Power SuppliesReza GhanavatiNoch keine Bewertungen
- Analog Circuit Sizing Using Adaptive Worst-Case Parameters SetsDokument5 SeitenAnalog Circuit Sizing Using Adaptive Worst-Case Parameters SetswoshisimoxNoch keine Bewertungen
- Sinumerik 1Dokument58 SeitenSinumerik 1Viktor ŽelićNoch keine Bewertungen
- PRC 320 Modifications (V1.5)Dokument13 SeitenPRC 320 Modifications (V1.5)ADRIANSF1100% (1)
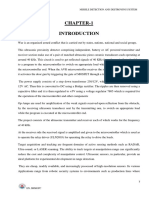
- Seminar Report On Missile Detection SystemDokument26 SeitenSeminar Report On Missile Detection SystemSaurabh SinghNoch keine Bewertungen
- A 160-Mhz, 32-B, 0.5-W Cmos Risc Microprocessor: MH ArmDokument14 SeitenA 160-Mhz, 32-B, 0.5-W Cmos Risc Microprocessor: MH ArmhikarivicNoch keine Bewertungen
- Analysis and Reduction of Power Using Gating Techniques Near Subthreshold RegionDokument7 SeitenAnalysis and Reduction of Power Using Gating Techniques Near Subthreshold RegionIOSRJEN : hard copy, certificates, Call for Papers 2013, publishing of journalNoch keine Bewertungen
- Staad Seminar Notes & ExamplesDokument27 SeitenStaad Seminar Notes & ExamplesMichael Adrian C. YapNoch keine Bewertungen
- Aspen Mho Mho4Dokument12 SeitenAspen Mho Mho4Giovani ScarpatiNoch keine Bewertungen
- Group Project: Designing A Microstrip Low Pass FilterDokument18 SeitenGroup Project: Designing A Microstrip Low Pass FilterMuhammad SharirNoch keine Bewertungen
- Reference of LFSR AesDokument21 SeitenReference of LFSR AesK.KALAISELVI HICET STAFF ECENoch keine Bewertungen
- Stripline or Microstrip: Which is Better for EMCDokument4 SeitenStripline or Microstrip: Which is Better for EMCOana BuzatuNoch keine Bewertungen
- Analyses and Output ControlDokument10 SeitenAnalyses and Output ControlSezai Alper TekinNoch keine Bewertungen
- 03 - Line Distance Protection P44xDokument92 Seiten03 - Line Distance Protection P44xዛላው መናNoch keine Bewertungen
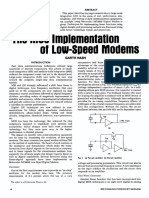
- The Mos of Low-Sdeed: ImdlementationDokument3 SeitenThe Mos of Low-Sdeed: ImdlementationJesusAlbertNoch keine Bewertungen
- NASA Contractor Report 4718 User Guide to AMR1D CodeDokument44 SeitenNASA Contractor Report 4718 User Guide to AMR1D CodeilyesingenieurNoch keine Bewertungen
- ADC Design Guide MicrochipDokument0 SeitenADC Design Guide MicrochipOrlando MartínNoch keine Bewertungen
- Key Photo MetricsDokument4 SeitenKey Photo MetricsSumit VermaNoch keine Bewertungen
- Espesificación de TemposonicsDokument10 SeitenEspesificación de TemposonicsKARYMEN1998Noch keine Bewertungen
- 1210 HFE SimulationProceduresDokument6 Seiten1210 HFE SimulationProceduressuper_lativoNoch keine Bewertungen
- Amil NIS: Department of Radioelectronics Faculty of Electrical Engineering Czech Tech. University in PragueDokument30 SeitenAmil NIS: Department of Radioelectronics Faculty of Electrical Engineering Czech Tech. University in PragueAr FatimzahraNoch keine Bewertungen
- Level 1 IdsDokument46 SeitenLevel 1 IdsDavid Montoya MoralesNoch keine Bewertungen
- 180° Hybrid Ring Coupler SimulationDokument39 Seiten180° Hybrid Ring Coupler Simulationbsbsingh71Noch keine Bewertungen
- Analyze-pulse-width-modulated-signals_ac_en_3608-1117-92_v0100Dokument4 SeitenAnalyze-pulse-width-modulated-signals_ac_en_3608-1117-92_v0100Robert SavulescuNoch keine Bewertungen
- Eldo TutorialDokument9 SeitenEldo TutorialSaurabh ChakravartyNoch keine Bewertungen
- SmoothK40 Guide - Smoothie ProjectDokument1 SeiteSmoothK40 Guide - Smoothie ProjectJhwazkdNoch keine Bewertungen
- Generation of PWM Using Verilog in FPGADokument7 SeitenGeneration of PWM Using Verilog in FPGARajani kant tiwariNoch keine Bewertungen
- Generation of PWM Using Verilog in FPGA PDFDokument7 SeitenGeneration of PWM Using Verilog in FPGA PDFRajani kant tiwariNoch keine Bewertungen
- Matlab, Simulink Building A Direct Sequence Spread Spectrum ModelDokument7 SeitenMatlab, Simulink Building A Direct Sequence Spread Spectrum Modelsir_jon43100% (1)
- Radio Frequency Identification and Sensors: From RFID to Chipless RFIDVon EverandRadio Frequency Identification and Sensors: From RFID to Chipless RFIDNoch keine Bewertungen
- O RingsDokument105 SeitenO Ringsrafaellos19Noch keine Bewertungen
- Welding Drawing SampleDokument1 SeiteWelding Drawing Samplerafaellos19Noch keine Bewertungen
- ElectroluxEFI 60011 60013Dokument16 SeitenElectroluxEFI 60011 60013rafaellos19Noch keine Bewertungen
- Dimensioning and TolerancingDokument94 SeitenDimensioning and TolerancingidontlikeebooksNoch keine Bewertungen
- Industrial DesignDokument20 SeitenIndustrial DesignTanvi KelkarNoch keine Bewertungen
- Product Design Recommended Reading ListDokument3 SeitenProduct Design Recommended Reading ListSai Prasath100% (1)
- Mesopotamia CivilizationDokument56 SeitenMesopotamia CivilizationYashika TharwaniNoch keine Bewertungen
- Hastrof Si Cantril. 1954. The Saw A Game. A Case StudyDokument6 SeitenHastrof Si Cantril. 1954. The Saw A Game. A Case Studylandreea21Noch keine Bewertungen
- Rakpoxy 150 HB PrimerDokument1 SeiteRakpoxy 150 HB Primernate anantathatNoch keine Bewertungen
- SuffrageDokument21 SeitenSuffragejecelyn mae BaluroNoch keine Bewertungen
- Neonatal SepsisDokument87 SeitenNeonatal Sepsisyhanne100% (129)
- Prof. Michael Murray - Some Differential Geometry ExercisesDokument4 SeitenProf. Michael Murray - Some Differential Geometry ExercisesAnonymous 9rJe2lOskxNoch keine Bewertungen
- Week 6Dokument7 SeitenWeek 6Nguyễn HoàngNoch keine Bewertungen
- Jesus - The Creator Unleashes Our Creative PotentialDokument1 SeiteJesus - The Creator Unleashes Our Creative PotentialKear Kyii WongNoch keine Bewertungen
- SOP for Troubleshooting LT ACB IssuesDokument9 SeitenSOP for Troubleshooting LT ACB IssuesAkhilesh Kumar SinghNoch keine Bewertungen
- Crash Cart - General Checklist For Medical Supplies On Crash CartsDokument3 SeitenCrash Cart - General Checklist For Medical Supplies On Crash CartsYassen ManiriNoch keine Bewertungen
- Hotel and Restaurant at Blue Nile FallsDokument26 SeitenHotel and Restaurant at Blue Nile Fallsbig johnNoch keine Bewertungen
- Addition and Subtraction of PolynomialsDokument8 SeitenAddition and Subtraction of PolynomialsPearl AdamosNoch keine Bewertungen
- Analysis of VariancesDokument40 SeitenAnalysis of VariancesSameer MalhotraNoch keine Bewertungen
- AP Euro Unit 2 Study GuideDokument11 SeitenAP Euro Unit 2 Study GuideexmordisNoch keine Bewertungen
- Design and Analysis of Algorithms Prof. Madhavan Mukund Chennai Mathematical Institute Week - 01 Module - 01 Lecture - 01Dokument8 SeitenDesign and Analysis of Algorithms Prof. Madhavan Mukund Chennai Mathematical Institute Week - 01 Module - 01 Lecture - 01SwatiNoch keine Bewertungen
- E Learning: A Student Guide To MoodleDokument16 SeitenE Learning: A Student Guide To MoodleHaytham Abdulla SalmanNoch keine Bewertungen
- Estwani ISO CodesDokument9 SeitenEstwani ISO Codesनिपुण कुमारNoch keine Bewertungen
- EPF Passbook Details for Member ID RJRAJ19545850000014181Dokument3 SeitenEPF Passbook Details for Member ID RJRAJ19545850000014181Parveen SainiNoch keine Bewertungen
- CV Abdalla Ali Hashish-Nursing Specialist.Dokument3 SeitenCV Abdalla Ali Hashish-Nursing Specialist.Abdalla Ali HashishNoch keine Bewertungen
- 256267a1Dokument5.083 Seiten256267a1Елизавета ШепелеваNoch keine Bewertungen
- Av1 OnDokument7 SeitenAv1 OnLê Hà Thanh TrúcNoch keine Bewertungen
- Docking 1Dokument12 SeitenDocking 1Naveen Virendra SinghNoch keine Bewertungen
- Operation Guide For The Mercedes-Benz GLA/CLADokument5 SeitenOperation Guide For The Mercedes-Benz GLA/CLASantosh TalankarNoch keine Bewertungen
- IT SyllabusDokument3 SeitenIT SyllabusNeilKumarNoch keine Bewertungen
- AJK Newslet-1Dokument28 SeitenAJK Newslet-1Syed Raza Ali RazaNoch keine Bewertungen
- D257272 1200 FDD 002 R1 PDFDokument420 SeitenD257272 1200 FDD 002 R1 PDFTap Toan100% (1)
- Accidental PoisoningDokument3 SeitenAccidental PoisoningBRUELIN MELSHIA MNoch keine Bewertungen