Das könnte Ihnen auch gefallen
- Extraction of SilverDokument21 SeitenExtraction of Silversatya100% (1)
- Design of Aluminum Rolling Processes For Foil, Sheet, and PlateDokument46 SeitenDesign of Aluminum Rolling Processes For Foil, Sheet, and Platered_fulcrum2011Noch keine Bewertungen
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelVon EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNoch keine Bewertungen
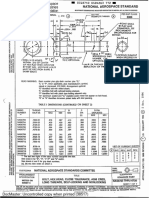
- Nas 6704Dokument7 SeitenNas 6704Konelek AeroNoch keine Bewertungen
- Runner Balancing InjectionMolding2 PDFDokument10 SeitenRunner Balancing InjectionMolding2 PDFLEV JAMARENoch keine Bewertungen
- Lecture 04-CCT and TemperingDokument17 SeitenLecture 04-CCT and TemperingRudy Dwi PrasetyoNoch keine Bewertungen
- Annealing Normalizing QuenchingDokument22 SeitenAnnealing Normalizing QuenchingManish GuptaNoch keine Bewertungen
- Effect of Heat Treatment On Microstructures and Mechanical Prop of Spring SteelDokument7 SeitenEffect of Heat Treatment On Microstructures and Mechanical Prop of Spring SteelMahmood KhanNoch keine Bewertungen
- Heat TreatmentDokument20 SeitenHeat Treatmentعزت عبد المنعمNoch keine Bewertungen
- Manufacturing Process - Module2.0Dokument33 SeitenManufacturing Process - Module2.0Fiza KamaNoch keine Bewertungen
- Heat Treatment: Prepared by Approved byDokument20 SeitenHeat Treatment: Prepared by Approved byBhanu Pratap ChoudhuryNoch keine Bewertungen
- Induction HardeningDokument7 SeitenInduction HardeningJames HoldenNoch keine Bewertungen
- BPM Aris Part2Dokument34 SeitenBPM Aris Part2smallik3Noch keine Bewertungen
- Thermomechanical Processing of High-Strength Low-Alloy SteelsVon EverandThermomechanical Processing of High-Strength Low-Alloy SteelsNoch keine Bewertungen
- TMT Bars Every ThingDokument11 SeitenTMT Bars Every ThingAnmol Malla100% (1)
- Recommended Reading For Level IIIDokument1 SeiteRecommended Reading For Level IIIShankar Gurusamy50% (2)
- Segregation and Banding in Carbon and Alloy SteelDokument2 SeitenSegregation and Banding in Carbon and Alloy Steelmp87_ing100% (3)
- Material Science Cheatsheet For Midterm NewDokument1 SeiteMaterial Science Cheatsheet For Midterm NewDill0% (1)
- The Value of Science in the Smithy and ForgeVon EverandThe Value of Science in the Smithy and ForgeNoch keine Bewertungen
- Physical Metallurgy-18 Heat Treatment of SteelDokument7 SeitenPhysical Metallurgy-18 Heat Treatment of SteelDSGNoch keine Bewertungen
- The TEMPCORE ProcessDokument15 SeitenThe TEMPCORE ProcessShanna Lee100% (1)
- BPM Aris Part1Dokument10 SeitenBPM Aris Part1smallik3Noch keine Bewertungen
- TMTDokument44 SeitenTMTShilpa Singhal100% (2)
- Thermomechanical Processing: 1 ReferencesDokument2 SeitenThermomechanical Processing: 1 ReferencesRajesh YenugulaNoch keine Bewertungen
- Industrial Plant ProcessesDokument3 SeitenIndustrial Plant ProcessesMark Andrew CabaleNoch keine Bewertungen
- High Temperature & Low Temperature Thermo-Mechanical ProcessesDokument24 SeitenHigh Temperature & Low Temperature Thermo-Mechanical Processesnaseema shaikNoch keine Bewertungen
- Tempcore ProcessDokument4 SeitenTempcore Processvikassolanki2010Noch keine Bewertungen
- Heat Treatment (CHAPTER 3)Dokument48 SeitenHeat Treatment (CHAPTER 3)Muhammad AbdullahNoch keine Bewertungen
- Understanding The Jominy End Quench Test: Industrial Heating January 2001Dokument19 SeitenUnderstanding The Jominy End Quench Test: Industrial Heating January 2001faqhrulNoch keine Bewertungen
- Heat Treatment of Metals and AlloysDokument8 SeitenHeat Treatment of Metals and AlloysBalveer CLNoch keine Bewertungen
- Thermo-Mechanically Treated Bars Made From Recycled Steel in UgandaDokument6 SeitenThermo-Mechanically Treated Bars Made From Recycled Steel in UgandaRajesh YenugulaNoch keine Bewertungen
- Tempering Process of BarsDokument9 SeitenTempering Process of BarsHarry SinghNoch keine Bewertungen
- Hardenability and CastingDokument9 SeitenHardenability and CastingFabian ZacipaNoch keine Bewertungen
- Note CHP 3 Material Science 281 Uitm Em110Dokument40 SeitenNote CHP 3 Material Science 281 Uitm Em110bino_ryeNoch keine Bewertungen
- Heat TreatmentsDokument35 SeitenHeat TreatmentssaurabhNoch keine Bewertungen
- Kinetics and Heat Treatments in Metals: The IT TTT Diagram For Eutectoid SteelDokument8 SeitenKinetics and Heat Treatments in Metals: The IT TTT Diagram For Eutectoid Steelkatchani123Noch keine Bewertungen
- A Study On Issues Facing The Steel Re Rolling MillsDokument10 SeitenA Study On Issues Facing The Steel Re Rolling MillsTJPRC PublicationsNoch keine Bewertungen
- Mecanique Comportement PDFDokument19 SeitenMecanique Comportement PDFFarid BenaliNoch keine Bewertungen
- Effects of Temperature On Interfacial Evolution AnDokument23 SeitenEffects of Temperature On Interfacial Evolution AnYvon WongNoch keine Bewertungen
- Heat TreatmentDokument18 SeitenHeat TreatmentReverse Flash100% (1)
- Thermo-Mechanically Treated Bars Made From Recycled Steel in UgandaDokument7 SeitenThermo-Mechanically Treated Bars Made From Recycled Steel in UgandaShilpa H MNoch keine Bewertungen
- 391 1487 1 PB PDFDokument10 Seiten391 1487 1 PB PDFbesinuxafuNoch keine Bewertungen
- Dual PhaseDokument3 SeitenDual Phaseahmed ezwaiNoch keine Bewertungen
- Buet Steel Article On RRMDokument10 SeitenBuet Steel Article On RRMElafanNoch keine Bewertungen
- Unit-Ii Part-ADokument5 SeitenUnit-Ii Part-AParameswara RajaNoch keine Bewertungen
- Heat Treatment ProcessesDokument7 SeitenHeat Treatment ProcessesArjun H NambiarNoch keine Bewertungen
- Annealing, Normalizing, Quenching, Martensitic TransformationDokument22 SeitenAnnealing, Normalizing, Quenching, Martensitic Transformationmukesh_ganganiNoch keine Bewertungen
- Intro and Advantages of Nitinol AlloyDokument3 SeitenIntro and Advantages of Nitinol AlloyAzrul AziemNoch keine Bewertungen
- Lecture 9 - Plain Carbon Steels - 2013Dokument45 SeitenLecture 9 - Plain Carbon Steels - 2013ArunNoch keine Bewertungen
- Purposes and The Procedures For The Following Metal Heat TreatmentsDokument2 SeitenPurposes and The Procedures For The Following Metal Heat TreatmentsAlliah Nicole CaraangNoch keine Bewertungen
- Introduction To Ductile IronDokument8 SeitenIntroduction To Ductile IronNatalino FonsecaNoch keine Bewertungen
- Heat Treatment 8Dokument15 SeitenHeat Treatment 8watersoul.nNoch keine Bewertungen
- Heat Treatment ProcessDokument46 SeitenHeat Treatment ProcessMallappa KomarNoch keine Bewertungen
- TMT BarsDokument13 SeitenTMT BarskavithapolypackNoch keine Bewertungen
- Lecturenote - 1043678988chapter 3 Heat Treatment PDFDokument15 SeitenLecturenote - 1043678988chapter 3 Heat Treatment PDFVarun SinghNoch keine Bewertungen
- Icmset2014 3 023eDokument6 SeitenIcmset2014 3 023eAdo1999Noch keine Bewertungen
- Filip Vanden AbeeleDokument8 SeitenFilip Vanden Abeelewcjjang06078959Noch keine Bewertungen
- Edge Heater Rev4 Jan 03Dokument12 SeitenEdge Heater Rev4 Jan 03Claire HamantNoch keine Bewertungen
- PISTONDokument53 SeitenPISTONJPPL CHENNAINoch keine Bewertungen
- Metals 09 00194 v2Dokument13 SeitenMetals 09 00194 v2Isabel VásquezNoch keine Bewertungen
- Diffusionless Transformations and Martensite: Chapter 17,19 Reed-Hill Mitra L TaheriDokument13 SeitenDiffusionless Transformations and Martensite: Chapter 17,19 Reed-Hill Mitra L TaheriSpeculeNoch keine Bewertungen
- Lab 4 - Heat Treatment of Steels - Quenching & TemperingDokument14 SeitenLab 4 - Heat Treatment of Steels - Quenching & TemperingSarah AkuteyNoch keine Bewertungen
- Shape - Memory - Alloy - Actuators - 1Dokument8 SeitenShape - Memory - Alloy - Actuators - 1numbrNoch keine Bewertungen
- On Heat Tratment ProcessDokument20 SeitenOn Heat Tratment ProcessPravinSharmaNoch keine Bewertungen
- Nanostructures by Severe Plastic Deformation of Steels: Advantages and ProblemsDokument9 SeitenNanostructures by Severe Plastic Deformation of Steels: Advantages and Problemsramonguit9105Noch keine Bewertungen
- Materials: Microstructure and Mechanical Properties of Hot-Rolled and Cold-Rolled Medium-Mn TRIP SteelsDokument12 SeitenMaterials: Microstructure and Mechanical Properties of Hot-Rolled and Cold-Rolled Medium-Mn TRIP SteelsSrihari Babu PeddiNoch keine Bewertungen
- APQP Is Advanced Product Quality PlanningDokument1 SeiteAPQP Is Advanced Product Quality Planningsmallik3Noch keine Bewertungen
- In Automotive Context, There Are 3 Types of FMEADokument1 SeiteIn Automotive Context, There Are 3 Types of FMEAsmallik3Noch keine Bewertungen
- 020 Apqp-3Dokument1 Seite020 Apqp-3smallik3Noch keine Bewertungen
- 018 Dfmea-8Dokument1 Seite018 Dfmea-8smallik3Noch keine Bewertungen
- Automotive Contexts of FMEA: When Is An FMEA Considered Completed?Dokument1 SeiteAutomotive Contexts of FMEA: When Is An FMEA Considered Completed?smallik3Noch keine Bewertungen
- Calibration of Fatigue and Rutting Distress Models For Non Conventional Asphalt Concrete MaterialsDokument11 SeitenCalibration of Fatigue and Rutting Distress Models For Non Conventional Asphalt Concrete Materialssmallik3Noch keine Bewertungen
- 014 Dfmea-4Dokument1 Seite014 Dfmea-4smallik3Noch keine Bewertungen
- T 245 - Similar MethodDokument39 SeitenT 245 - Similar Methodsmallik3Noch keine Bewertungen
- Adhar Centres Navi MumbaiDokument6 SeitenAdhar Centres Navi Mumbaismallik3Noch keine Bewertungen
- FMEA Development, Either Design or Process, Uses A Common Approach To AddressDokument1 SeiteFMEA Development, Either Design or Process, Uses A Common Approach To Addresssmallik3Noch keine Bewertungen
- PT - Providers - Accreditation - Requirements - A2la PDFDokument20 SeitenPT - Providers - Accreditation - Requirements - A2la PDFsmallik3Noch keine Bewertungen
- Drechsel Bottles: Scientific Glass Laboratories LTDDokument2 SeitenDrechsel Bottles: Scientific Glass Laboratories LTDsmallik3Noch keine Bewertungen
- 7 Lab Tests On Aggregate To Check Quality For Use in Road Work - CivilblogDokument11 Seiten7 Lab Tests On Aggregate To Check Quality For Use in Road Work - Civilblogsmallik3Noch keine Bewertungen
- 17agm Accreditation ForumDokument23 Seiten17agm Accreditation Forumsmallik3Noch keine Bewertungen
- Synthetic Gear Oil SelectionDokument9 SeitenSynthetic Gear Oil Selectionsmallik3Noch keine Bewertungen
- Temperature Dependence of The PH of Pure Water - Chemistry LibreTextsDokument1 SeiteTemperature Dependence of The PH of Pure Water - Chemistry LibreTextssmallik3Noch keine Bewertungen
- PT - Providers - Accreditation - Requirements - A2la PDFDokument20 SeitenPT - Providers - Accreditation - Requirements - A2la PDFsmallik3Noch keine Bewertungen
- Welder 1St Sem Practicalwm 1 1Dokument204 SeitenWelder 1St Sem Practicalwm 1 1RNoch keine Bewertungen
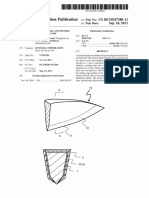
- Patent Application Publication (10) Pub. No.: US 2013/0247388 A1Dokument12 SeitenPatent Application Publication (10) Pub. No.: US 2013/0247388 A1Gregory Mora LlamacponccaNoch keine Bewertungen
- Iso 683 1 2012Dokument13 SeitenIso 683 1 2012Haluk TOKGÖZNoch keine Bewertungen
- MIGINOX 2209 / TIGINOX 2209: Gmaw / Gtaw Duplex Stainless SteelDokument1 SeiteMIGINOX 2209 / TIGINOX 2209: Gmaw / Gtaw Duplex Stainless SteelV U P RaoNoch keine Bewertungen
- Production Engineering Lab VIII SemDokument24 SeitenProduction Engineering Lab VIII Semsunil kumawatNoch keine Bewertungen
- Gee Graphite Technical Datasheet: GEEGRAF Tanged Stainless Steel Reinforced SheetDokument1 SeiteGee Graphite Technical Datasheet: GEEGRAF Tanged Stainless Steel Reinforced SheettempeltonNoch keine Bewertungen
- UYU Cat Apr 2023 - 230323 - 222505Dokument40 SeitenUYU Cat Apr 2023 - 230323 - 222505gabzhaddadNoch keine Bewertungen
- Afr PDFDokument5 SeitenAfr PDFabood mohammadNoch keine Bewertungen
- HSC 7450 8230Dokument2 SeitenHSC 7450 8230HINDUSTHAN SPECIALITY CHEMICAL LTDNoch keine Bewertungen
- Laundry Department PresentationDokument19 SeitenLaundry Department PresentationDestya Putri Amalia100% (1)
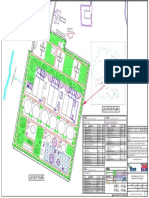
- 01.proposed Layout For 180 MLD STP Pirana - 18.01.22Dokument1 Seite01.proposed Layout For 180 MLD STP Pirana - 18.01.22PremBihariGoswamiNoch keine Bewertungen
- Technical Object First Draft & Peer Reviews (1) .EditedDokument5 SeitenTechnical Object First Draft & Peer Reviews (1) .EditedJohn MainaNoch keine Bewertungen
- 2 - Final - SMAWModule2Grade10 FOR STUDENTDokument16 Seiten2 - Final - SMAWModule2Grade10 FOR STUDENTMarz Agwanta100% (1)
- Sinopec M1010Dokument2 SeitenSinopec M1010Yoong TanNoch keine Bewertungen
- Fourth 3 2 Erosion CorrosionDokument80 SeitenFourth 3 2 Erosion CorrosionNasser AbdNoch keine Bewertungen
- Jurna MetalurgiDokument13 SeitenJurna MetalurgiIsfan Satriyo PramudaniNoch keine Bewertungen
- Dr. Chaitanya Sharma Phd. Iit RoorkeeDokument62 SeitenDr. Chaitanya Sharma Phd. Iit RoorkeeTrung Quoc Le100% (1)
- Daggerz Brand Construction FastenersDokument3 SeitenDaggerz Brand Construction FastenersmurdicksNoch keine Bewertungen
- Anticorodal50 Englisch 01Dokument1 SeiteAnticorodal50 Englisch 01dmalfazNoch keine Bewertungen
- Citrikleen HD Thixotropic: Water-Based, Biodegradable Natural Gel SolventDokument1 SeiteCitrikleen HD Thixotropic: Water-Based, Biodegradable Natural Gel SolventBianca MoraisNoch keine Bewertungen
- Rolling PDFDokument14 SeitenRolling PDFNkongho JohnsonNoch keine Bewertungen
- SiSiB Silicone RubberDokument16 SeitenSiSiB Silicone RubberQuality ControlNoch keine Bewertungen
- 2362 Bobst 102 BMA 1999Dokument4 Seiten2362 Bobst 102 BMA 1999printmag.irNoch keine Bewertungen
- Tigfil 70S-2: Aws A/sfa 5.18 en Iso 636-ADokument1 SeiteTigfil 70S-2: Aws A/sfa 5.18 en Iso 636-AsatnamNoch keine Bewertungen
- Final Roller PrintingDokument16 SeitenFinal Roller PrintingMobbin Ahmed67% (3)
- Two Stroke Diesel Engine AyeshaDokument8 SeitenTwo Stroke Diesel Engine Ayeshaayesha amjadNoch keine Bewertungen