Das könnte Ihnen auch gefallen
- Shell ConfigurationDokument6 SeitenShell Configurationhirenpatel_62Noch keine Bewertungen
- Shell ConfigurationDokument6 SeitenShell Configurationhirenpatel_62Noch keine Bewertungen
- Shell ConfigurationDokument6 SeitenShell Configurationhirenpatel_62Noch keine Bewertungen
- U-Tube Heat ExchangerDokument9 SeitenU-Tube Heat Exchangerhirenpatel_62Noch keine Bewertungen
- U-Tube Heat ExchangerDokument9 SeitenU-Tube Heat Exchangerhirenpatel_62Noch keine Bewertungen
- U-Tube Heat ExchangerDokument9 SeitenU-Tube Heat Exchangerhirenpatel_62Noch keine Bewertungen
- Issn (Online) 2321-3051Dokument14 SeitenIssn (Online) 2321-3051hirenpatel_62Noch keine Bewertungen
- Design of Shell & Tube Heat ExchangersDokument19 SeitenDesign of Shell & Tube Heat Exchangershirenpatel_62Noch keine Bewertungen
- Basics of Exchanger Thermal DesignDokument23 SeitenBasics of Exchanger Thermal Designhirenpatel_62Noch keine Bewertungen
- Issn (Online) 2321-3051Dokument14 SeitenIssn (Online) 2321-3051hirenpatel_62Noch keine Bewertungen
- Design of Shell & Tube Heat ExchangersDokument19 SeitenDesign of Shell & Tube Heat Exchangershirenpatel_62Noch keine Bewertungen
- Design of Shell & Tube Heat ExchangersDokument19 SeitenDesign of Shell & Tube Heat Exchangershirenpatel_62Noch keine Bewertungen
- Issn (Online) 2321-3051Dokument14 SeitenIssn (Online) 2321-3051hirenpatel_62Noch keine Bewertungen
- Issn (Online) 2321-3051Dokument14 SeitenIssn (Online) 2321-3051hirenpatel_62Noch keine Bewertungen
- Design of Shell & Tube Heat ExchangersDokument19 SeitenDesign of Shell & Tube Heat Exchangershirenpatel_62Noch keine Bewertungen
- Basics of Exchanger Thermal DesignDokument23 SeitenBasics of Exchanger Thermal Designhirenpatel_62Noch keine Bewertungen
- Basics of Exchanger Thermal DesignDokument23 SeitenBasics of Exchanger Thermal Designhirenpatel_62Noch keine Bewertungen
- MATERIALS WITH Welding Rod Selection PDFDokument1 SeiteMATERIALS WITH Welding Rod Selection PDFhirenpatel_62Noch keine Bewertungen
- Job Scope & Notes To VendorsDokument21 SeitenJob Scope & Notes To Vendorshirenpatel_62Noch keine Bewertungen
- HeatExchanger ReportDokument5 SeitenHeatExchanger ReportNur Izzati KamrulnizamNoch keine Bewertungen
- API 510 Corrosion Rate and Remaining Life CalculationsDokument2 SeitenAPI 510 Corrosion Rate and Remaining Life Calculationshirenpatel_6233% (6)
- Welding Rod Selection PDFDokument1 SeiteWelding Rod Selection PDFhirenpatel_62Noch keine Bewertungen
- Htri 105 PDFDokument1 SeiteHtri 105 PDFhirenpatel_62Noch keine Bewertungen
- Article - Bolted Joint DesignDokument15 SeitenArticle - Bolted Joint DesignPiyush YardiNoch keine Bewertungen
- Pipe Schedule PDFDokument1 SeitePipe Schedule PDFMehmet YılmazNoch keine Bewertungen
- View TendDokument21 SeitenView Tendhirenpatel_62Noch keine Bewertungen
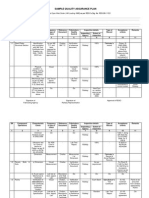
- Sample QAP of Steel Bridge GirderDokument5 SeitenSample QAP of Steel Bridge Girderuday64668Noch keine Bewertungen
- VSJE InstructionsDokument2 SeitenVSJE InstructionsRahul KananiNoch keine Bewertungen
- Bolted JointsDokument24 SeitenBolted JointsPaul ColbertNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- 1.6 Surface Tension and Capillarity - CE 309-CE22S2 - Fluid MechanicsDokument4 Seiten1.6 Surface Tension and Capillarity - CE 309-CE22S2 - Fluid MechanicsRusselNoch keine Bewertungen
- Mubarok and Zarrouk (2017)Dokument21 SeitenMubarok and Zarrouk (2017)Nevada Saga SusenoNoch keine Bewertungen
- Year 4 Science States of Matter SlidesDokument27 SeitenYear 4 Science States of Matter SlidesNurrahmi HandayaniNoch keine Bewertungen
- DJJ30113 CHAPTER 2 Material Structure and Interatomic BondingDokument30 SeitenDJJ30113 CHAPTER 2 Material Structure and Interatomic BondingPraveen NaiduNoch keine Bewertungen
- Robinson Applications of The Peng-Robinson Equation of State 1977Dokument21 SeitenRobinson Applications of The Peng-Robinson Equation of State 1977pedroNoch keine Bewertungen
- 590307-1 Chill DG Days BC P4 PDFDokument4 Seiten590307-1 Chill DG Days BC P4 PDFKwan YiuNoch keine Bewertungen
- Experiment 5: Flow Measurement Using Venturi Meter (Flow Through A Venturi Meter)Dokument6 SeitenExperiment 5: Flow Measurement Using Venturi Meter (Flow Through A Venturi Meter)Cece SesNoch keine Bewertungen
- AE - Thrust and PressureDokument23 SeitenAE - Thrust and PressureAesha ChalishazarNoch keine Bewertungen
- The Saturation ProcessDokument12 SeitenThe Saturation ProcessJeff YauNoch keine Bewertungen
- New IffcoDokument48 SeitenNew IffcoDiliptiwariNoch keine Bewertungen
- Manhours & Method Statement - Pump ManualDokument5 SeitenManhours & Method Statement - Pump ManualbecpavanNoch keine Bewertungen
- Technical English Project: Saad Dahlab University of Blida 1 Faculty of Technology Mechanics DepartmentDokument9 SeitenTechnical English Project: Saad Dahlab University of Blida 1 Faculty of Technology Mechanics DepartmentRyad GuiraNoch keine Bewertungen
- Kaoyambataur (Ipalaamaozu) (E) : Jalavaayavai Saarnai Jalavaayavai Saarnai Jalavaayavai Saarnai Jalavaayavai SaarnaiDokument2 SeitenKaoyambataur (Ipalaamaozu) (E) : Jalavaayavai Saarnai Jalavaayavai Saarnai Jalavaayavai Saarnai Jalavaayavai SaarnaiAr Nizya NoushadNoch keine Bewertungen
- Unit 6 PsychrometryDokument140 SeitenUnit 6 PsychrometrybansodevhNoch keine Bewertungen
- Vertical Separator SizingDokument4 SeitenVertical Separator SizingnemprrNoch keine Bewertungen
- Introduction To Fluid MechanicsDokument63 SeitenIntroduction To Fluid Mechanicsposhan lalNoch keine Bewertungen
- Collogative Properties: Vapor Pressure LoweringDokument3 SeitenCollogative Properties: Vapor Pressure LoweringJunell TadinaNoch keine Bewertungen
- Tut-Sheet - 04 - NewDokument1 SeiteTut-Sheet - 04 - NewAditi GoyalNoch keine Bewertungen
- Test On Fluid MechanicsDokument11 SeitenTest On Fluid MechanicsJonathan GreenNoch keine Bewertungen
- Chapter 6. Measurement of PressureDokument18 SeitenChapter 6. Measurement of PressureNguyen NguyenNoch keine Bewertungen
- This Paper Reviews The Standard Experiments Performed in Laboratories About Constant Composition ExpansionDokument5 SeitenThis Paper Reviews The Standard Experiments Performed in Laboratories About Constant Composition Expansionyayay yayayaNoch keine Bewertungen
- Ethylbenzene Production From Ethylene and Benzene: Presentation by Group 9Dokument5 SeitenEthylbenzene Production From Ethylene and Benzene: Presentation by Group 9SouravmeenaNoch keine Bewertungen
- Practical Column Design GuideDokument404 SeitenPractical Column Design Guidelaminars100% (3)
- 2dm Plant OprDokument25 Seiten2dm Plant OprAbhishek Prakash SrivastavaNoch keine Bewertungen
- Fluid Surfaces: Free SurfaceDokument4 SeitenFluid Surfaces: Free SurfacelisaNoch keine Bewertungen
- Class 10 p1 Thermal PhysicsDokument10 SeitenClass 10 p1 Thermal PhysicsSameer Abu MunsharNoch keine Bewertungen
- IPE Plate 3Dokument29 SeitenIPE Plate 3Lee Anthony ChingNoch keine Bewertungen
- Purification of Organic CompoundsDokument57 SeitenPurification of Organic CompoundsNor Azila100% (1)
- MOT Part 2Dokument24 SeitenMOT Part 2suka11blyatNoch keine Bewertungen
- What Causes LightningDokument3 SeitenWhat Causes LightningCamille ComiaNoch keine Bewertungen