Das könnte Ihnen auch gefallen
- Temario Fase 1 APQPDokument4 SeitenTemario Fase 1 APQPÑaño MustafatNoch keine Bewertungen
- EQUIPO 1 P-2 Det. Tiempos Con El Método MODAPTSDokument15 SeitenEQUIPO 1 P-2 Det. Tiempos Con El Método MODAPTSMaximiliano Díaz0% (1)
- Manufactura Esbelta y Sus Tipos de HerramientasDokument8 SeitenManufactura Esbelta y Sus Tipos de HerramientasFanny HernándezNoch keine Bewertungen
- Estudios R&RDokument7 SeitenEstudios R&RMario Ivan BacaNoch keine Bewertungen
- Práctica QFDDokument13 SeitenPráctica QFDAldahir Castillo PerezNoch keine Bewertungen
- LocalizacionDokument49 SeitenLocalizacionGiancarlo Lazaro CruzNoch keine Bewertungen
- 9 - Análisis Relacional de Actividades IIDokument25 Seiten9 - Análisis Relacional de Actividades IIBillyBonillaPauloNoch keine Bewertungen
- 3 - La Norma ISO 9000-2000Dokument26 Seiten3 - La Norma ISO 9000-2000alqsarNoch keine Bewertungen
- Final Manual Aplicacion de Los Procedimientos ISO 9000-2000 PDFDokument165 SeitenFinal Manual Aplicacion de Los Procedimientos ISO 9000-2000 PDFBrayan RosasNoch keine Bewertungen
- HERRAMIENTAS de Manufactura EsbeltaDokument2 SeitenHERRAMIENTAS de Manufactura EsbeltaMARIO SILVANoch keine Bewertungen
- F. Exposicion MKT DuckDuckGODokument11 SeitenF. Exposicion MKT DuckDuckGOjoahan100% (1)
- Amfe y QFD de CarteraDokument9 SeitenAmfe y QFD de CarteraPaulaGilUrtecho100% (1)
- CTQ y CTBDokument2 SeitenCTQ y CTBDora Rodriguez GarciaNoch keine Bewertungen
- Hoja de Procesos MecanicosDokument4 SeitenHoja de Procesos MecanicosCarlos RomanNoch keine Bewertungen
- Manufactura Sincronizada y Sistema de Mejoramiento 1.Dokument15 SeitenManufactura Sincronizada y Sistema de Mejoramiento 1.KassandraNoch keine Bewertungen
- Mapeo de La Cadena de ValorDokument31 SeitenMapeo de La Cadena de ValorCA PCNoch keine Bewertungen
- Joseph Moses JuranDokument10 SeitenJoseph Moses JuranjordanNoch keine Bewertungen
- Conceptos Básicos Conceptos Básicos de Manejo de Materiales y Principios Básicode Manejo de Materiales y Principios BásicosDokument2 SeitenConceptos Básicos Conceptos Básicos de Manejo de Materiales y Principios Básicode Manejo de Materiales y Principios BásicosJorge BermeaNoch keine Bewertungen
- Guía de Investigación de Operaciones IDokument130 SeitenGuía de Investigación de Operaciones IelweyyNoch keine Bewertungen
- ISO 9001 y La Información DocumentadaDokument7 SeitenISO 9001 y La Información DocumentadaGabriela Cornejo100% (1)
- UNIDAD 1.-Introducción A Los Sistemas de ProducciónDokument55 SeitenUNIDAD 1.-Introducción A Los Sistemas de ProducciónR Ortega97100% (1)
- Alternativas para Distribuciones de MaquinaDokument26 SeitenAlternativas para Distribuciones de MaquinaLauraSotoNoch keine Bewertungen
- Capitulo 1 Govanni LiberadoDokument11 SeitenCapitulo 1 Govanni LiberadoYonathan SantanaNoch keine Bewertungen
- El Alcance de La Norma ISO 9001 2000Dokument3 SeitenEl Alcance de La Norma ISO 9001 2000Mario BarrientosNoch keine Bewertungen
- Glosario de Terminologia LEANDokument10 SeitenGlosario de Terminologia LEANHector Martinez Rubin CelisNoch keine Bewertungen
- Supervisor de ProduccionDokument459 SeitenSupervisor de ProduccionPablo Enrique Vargas RojasNoch keine Bewertungen
- Manual de Herramientas de Ingenieria IndustrialDokument35 SeitenManual de Herramientas de Ingenieria IndustrialCezar Hdz'PelirrojoNoch keine Bewertungen
- Importancia de Estandarizar ProcesosDokument2 SeitenImportancia de Estandarizar ProcesosMilton RiveraNoch keine Bewertungen
- Heijunka Nivelación de La ProducciónDokument24 SeitenHeijunka Nivelación de La Producciónvaleria quintanillaNoch keine Bewertungen
- Que Es La Ingenieria de La CalidadDokument2 SeitenQue Es La Ingenieria de La CalidadLuz VargasNoch keine Bewertungen
- Temario Ingenieria de CalidadDokument9 SeitenTemario Ingenieria de CalidadAvelardo Diaz Santiago MoraNoch keine Bewertungen
- MEJORAS-ENFOCADAS TPMDokument23 SeitenMEJORAS-ENFOCADAS TPMJairo HernándezNoch keine Bewertungen
- 4.4 Formación Operacional de EquiposDokument3 Seiten4.4 Formación Operacional de Equiposjaqueline MorenoNoch keine Bewertungen
- Analísis Del Sistema de MediciónDokument39 SeitenAnalísis Del Sistema de MediciónMaryLuMorenoNoch keine Bewertungen
- Cartas de Control Gelatina GalloDokument37 SeitenCartas de Control Gelatina GalloDulce Dalia Lopez Aparicio0% (1)
- Distribucion en PlantaDokument117 SeitenDistribucion en PlantaFernando Avila Rivera100% (1)
- Las 5 Fases de La Administración de ProyectoDokument2 SeitenLas 5 Fases de La Administración de ProyectoDiana VazquezNoch keine Bewertungen
- Diseño de Un Nuevo Modelo de Negocio para Una ConstructoraDokument128 SeitenDiseño de Un Nuevo Modelo de Negocio para Una ConstructoraJavier Cornejo AlegriaNoch keine Bewertungen
- Técnicas de Investigación de OperacionesDokument1 SeiteTécnicas de Investigación de OperacionesEdgaar RodriguezzNoch keine Bewertungen
- 7 HerramientasDokument30 Seiten7 HerramientasRN Draco EduardoNoch keine Bewertungen
- 6.formato Carta de Aceptacion Proyecto LSSGBDokument1 Seite6.formato Carta de Aceptacion Proyecto LSSGBLuis Alberto CLNoch keine Bewertungen
- Balance de Línea y Manufactura EsbeltaDokument22 SeitenBalance de Línea y Manufactura EsbeltaFERNANDO AVILANoch keine Bewertungen
- Sintesis Taylorismo, Fordismo, Toyotismo, OPEXDokument4 SeitenSintesis Taylorismo, Fordismo, Toyotismo, OPEXfernando ricoNoch keine Bewertungen
- 1 Metodologia Taguchi U21Dokument65 Seiten1 Metodologia Taguchi U21Germán Alvarez FranciscoNoch keine Bewertungen
- Metodo SLP PDFDokument45 SeitenMetodo SLP PDFJeankarlo Solórzano Valdivia100% (1)
- Los Metodos D Taguchi y El DCFDokument30 SeitenLos Metodos D Taguchi y El DCFDiana MatlalcuatziNoch keine Bewertungen
- Practica-1 CNC MergedDokument36 SeitenPractica-1 CNC MergedChristian CastilloNoch keine Bewertungen
- AMEF TamalesDokument12 SeitenAMEF TamalesDaniela NetzaNoch keine Bewertungen
- FixturasDokument55 SeitenFixturasRAUL RIOS MORALESNoch keine Bewertungen
- Formulacion y Evaluacion de Proyectos....Dokument13 SeitenFormulacion y Evaluacion de Proyectos....Fabricio Ramirez TalamanteNoch keine Bewertungen
- Estrategias Distribución Instalaciones TeoríaDokument24 SeitenEstrategias Distribución Instalaciones TeoríaCamilaNoch keine Bewertungen
- Presentación Lay OutDokument7 SeitenPresentación Lay OutMIRIAM CRUZ HERNANDEZNoch keine Bewertungen
- Expo. Desarrollo de Un NetworkingDokument12 SeitenExpo. Desarrollo de Un NetworkingMaria de Jesus Celaya EstradaNoch keine Bewertungen
- Diagrama de Causa y EfectoDokument14 SeitenDiagrama de Causa y EfectoKamila ANoch keine Bewertungen
- Diagrama Causa EfectoDokument5 SeitenDiagrama Causa EfectoKaren Enith Monterroza AleanNoch keine Bewertungen
- Tema 3 Diagnóstico OrganizacionalDokument8 SeitenTema 3 Diagnóstico OrganizacionalColque Gomez Pamela LisetNoch keine Bewertungen
- Lectura Complementaria Espina de PescadoDokument6 SeitenLectura Complementaria Espina de PescadoCarla UttermanNoch keine Bewertungen
- Gestion Integral de La Calidad Capitulo 2 UcvDokument19 SeitenGestion Integral de La Calidad Capitulo 2 UcvLuis EduardoNoch keine Bewertungen
- IshikawaDokument27 SeitenIshikawaoscarNoch keine Bewertungen
- Ishikawa Diagrama de PescadoDokument4 SeitenIshikawa Diagrama de PescadoSugeyli GarciaNoch keine Bewertungen
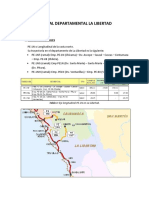
- Red Vial Departamental La LibertadDokument20 SeitenRed Vial Departamental La LibertadAntony Vasquez0% (1)
- Estudio de Vias Saturadas-Tmt PDFDokument55 SeitenEstudio de Vias Saturadas-Tmt PDFAntony Vasquez100% (1)
- Cemento Hidratado PDFDokument9 SeitenCemento Hidratado PDFflavioNoch keine Bewertungen
- Comportamiento CementoDokument27 SeitenComportamiento CementoAntony VasquezNoch keine Bewertungen
- ActaConsejoFacultad 021 20151211 PDFDokument110 SeitenActaConsejoFacultad 021 20151211 PDFCesar Medina100% (1)
- Tarea 1 ARmandoDokument7 SeitenTarea 1 ARmandoArmando J Lopez Resendiz100% (1)
- Logística de Los Negocios Y de La Cadena de SuministrosDokument67 SeitenLogística de Los Negocios Y de La Cadena de SuministrosEmmanuel de Jesús Zavala RiveraNoch keine Bewertungen
- Informe de CorimexoDokument7 SeitenInforme de CorimexoPatricia Cahuasiri NavarroNoch keine Bewertungen
- Medición y Mejoramiento de La Productividad en La Empresa Industria CerDokument4 SeitenMedición y Mejoramiento de La Productividad en La Empresa Industria CeraracelyNoch keine Bewertungen
- Presupuestos de Una Planta de FertilizantesDokument2 SeitenPresupuestos de Una Planta de Fertilizantesjudith100% (1)
- Planta piloto-TPN°5 CorregidoDokument22 SeitenPlanta piloto-TPN°5 CorregidoAgustinaNoch keine Bewertungen
- Montaje y Desmontaje de RodamientosDokument27 SeitenMontaje y Desmontaje de RodamientosJaime Orlando Perez Lopez100% (1)
- Ficha Tecnica 860 Inox PDFDokument3 SeitenFicha Tecnica 860 Inox PDFAndres Posada100% (1)
- Normalizacion y Diseno de PiezasDokument95 SeitenNormalizacion y Diseno de PiezasCarlosSilvaNoch keine Bewertungen
- Diseño de La Red de Alta y Baja Tensión (13800/208/120 V) en La Comunidad de Caigüire, Calle La Marina, Parroquia Valentín Valiente, Municipio Sucre, Cumaná, Estado Sucre, Periodo 2015Dokument71 SeitenDiseño de La Red de Alta y Baja Tensión (13800/208/120 V) en La Comunidad de Caigüire, Calle La Marina, Parroquia Valentín Valiente, Municipio Sucre, Cumaná, Estado Sucre, Periodo 2015Roberto Veltri100% (1)
- CASO Inventario ABC Clase DisautoDokument9 SeitenCASO Inventario ABC Clase DisautoMARIO CESAR GUZMAN DIAZNoch keine Bewertungen
- Transporte de Cítricos en ArgentinaDokument11 SeitenTransporte de Cítricos en ArgentinaSergio SeballosNoch keine Bewertungen
- Plan Gestion Mantenimiento Infraestructura EquiposDokument4 SeitenPlan Gestion Mantenimiento Infraestructura EquiposJairo PadronNoch keine Bewertungen
- Diseno de Un Ventilador Centrifugo PDFDokument9 SeitenDiseno de Un Ventilador Centrifugo PDFHerlan FloresNoch keine Bewertungen
- Lista Precios 2021Dokument236 SeitenLista Precios 2021Raul MayorgaNoch keine Bewertungen
- Catalogo Serie MDT VOGTDokument5 SeitenCatalogo Serie MDT VOGTFernanda VasquezNoch keine Bewertungen
- Catalogo Sack 2020Dokument80 SeitenCatalogo Sack 2020Marcela Salvatierra0% (1)
- Diseño de Vigas Concreto ArmadoDokument20 SeitenDiseño de Vigas Concreto ArmadoIngeniero Raxel QuinteroNoch keine Bewertungen
- Normas FabricacionDokument4 SeitenNormas FabricacionLizbeth Gamarra LazoNoch keine Bewertungen
- Proyecto AutomatizacionDokument98 SeitenProyecto AutomatizacionHeber Anibal Gonzalez PachecoNoch keine Bewertungen
- FUNCIONESDokument3 SeitenFUNCIONESFerchoNoch keine Bewertungen
- Nuggets de Carne de ConejoDokument5 SeitenNuggets de Carne de ConejoKaty Betzabe Aedo ArangoNoch keine Bewertungen
- PETS para Montaje de Tubería HDPE Con TirforDokument5 SeitenPETS para Montaje de Tubería HDPE Con TirforWeslley Apa MuNoch keine Bewertungen
- Reporte de Visita Industrial IDESADokument1 SeiteReporte de Visita Industrial IDESABrendys Sheccid JimenezNoch keine Bewertungen
- SoftwareDokument27 SeitenSoftwareKatherine Leslie Marroquin BeizagaNoch keine Bewertungen
- Contribucion Reembolsable RES 283 2010 OS CDDokument30 SeitenContribucion Reembolsable RES 283 2010 OS CDLuis Brady100% (3)
- HMX Union 2017Dokument24 SeitenHMX Union 2017Chuy LeeNoch keine Bewertungen
- LINCE Formato de Informe de Verificacion Técnica 2023 - n7 OkDokument4 SeitenLINCE Formato de Informe de Verificacion Técnica 2023 - n7 OkHans LinaresNoch keine Bewertungen
- Examen Parcial Final Gerencia de ProduccionDokument20 SeitenExamen Parcial Final Gerencia de ProduccionAnonymous M4HfljI096% (25)