Das könnte Ihnen auch gefallen
- Unidade VII - Fermentação Álcoolica - Parte IIDokument29 SeitenUnidade VII - Fermentação Álcoolica - Parte IISuelen Rabello100% (1)
- Apostila Açúcar e ÁlcoolDokument125 SeitenApostila Açúcar e Álcoolmarcio_limaNoch keine Bewertungen
- AULA 2 - Microbiologia Da Cárie DentáriaDokument62 SeitenAULA 2 - Microbiologia Da Cárie DentáriaDaniele CastroNoch keine Bewertungen
- Tarefa 1Dokument4 SeitenTarefa 1Ana LuisNoch keine Bewertungen
- DTIB-P0001 - Dicionário de Terminologia IndustrialDokument69 SeitenDTIB-P0001 - Dicionário de Terminologia IndustrialValvite JuniorNoch keine Bewertungen
- Treinamento Hidratado e Anidro Especial Fevereiro 2006 PDFDokument21 SeitenTreinamento Hidratado e Anidro Especial Fevereiro 2006 PDFAdriano BuenoNoch keine Bewertungen
- Polissacarídeos MicrobianosDokument40 SeitenPolissacarídeos MicrobianosCamila MacielNoch keine Bewertungen
- Barreto2 PDFDokument84 SeitenBarreto2 PDFMarcio SilvaNoch keine Bewertungen
- Julia Rodrigues Dib Sêna PDFDokument48 SeitenJulia Rodrigues Dib Sêna PDFJosé SALVATERRANoch keine Bewertungen
- 1 - Ciclos de Potência A Vapor - A 1Dokument26 Seiten1 - Ciclos de Potência A Vapor - A 1Henrique CarvalhoNoch keine Bewertungen
- Tubos Inox PerfiltuboDokument58 SeitenTubos Inox PerfiltuboRicardo MagalhãesNoch keine Bewertungen
- Evaporador Falling FilmDokument5 SeitenEvaporador Falling FilmDGG2010Noch keine Bewertungen
- Barra Grande-São José - DESTILAÇÃODokument73 SeitenBarra Grande-São José - DESTILAÇÃORenato BrancoNoch keine Bewertungen
- Fispq Alcool 70%Dokument4 SeitenFispq Alcool 70%dexsantosNoch keine Bewertungen
- Apostila FermDokument73 SeitenApostila FermJosé Carlos RessoniNoch keine Bewertungen
- CENTRAL ANALITICA - Quantificação de Perdas de Açúcares Nas Águas Industriais Através Da Cromatografia Iônica - José R. C. SilvaDokument31 SeitenCENTRAL ANALITICA - Quantificação de Perdas de Açúcares Nas Águas Industriais Através Da Cromatografia Iônica - José R. C. SilvaMarcio SilvaNoch keine Bewertungen
- Fluxograma de Processos Com Identificação Das Linhas (1) - Diagrama de ProcessosDokument1 SeiteFluxograma de Processos Com Identificação Das Linhas (1) - Diagrama de ProcessosThaissa BritoNoch keine Bewertungen
- Palestra Danilo TostesDokument50 SeitenPalestra Danilo Tostesedu15987Noch keine Bewertungen
- Apresentação Polimero BiosevDokument63 SeitenApresentação Polimero BiosevJavier Arancibia MartinezNoch keine Bewertungen
- Mega BlocDokument12 SeitenMega Blocrodrigoq1Noch keine Bewertungen
- Processo de Destilação AlcoólicaDokument200 SeitenProcesso de Destilação AlcoólicaDiogo Adzgauskas PerucioNoch keine Bewertungen
- Trocadores A PlacasDokument75 SeitenTrocadores A PlacasMinecraft GamerNoch keine Bewertungen
- Compostos Tóxicos Formados No Processamento de AlimentosDokument27 SeitenCompostos Tóxicos Formados No Processamento de Alimentosfake fakeNoch keine Bewertungen
- Multiplicação de Fermento - Rajquim PDFDokument4 SeitenMultiplicação de Fermento - Rajquim PDFReginaldo Antonio JoséNoch keine Bewertungen
- XL - Por - Jan 2009Dokument41 SeitenXL - Por - Jan 2009Rene PadilhaNoch keine Bewertungen
- Fluxograma Processo UCPDokument1 SeiteFluxograma Processo UCPDaniel FernandesNoch keine Bewertungen
- Livro - Lcool de Fazenda PDFDokument164 SeitenLivro - Lcool de Fazenda PDFmrcboNoch keine Bewertungen
- USP - ESALQ LAN1458 Açúcar e Álcool TRATAMENTO DO CALDO. Prof. Dra Sandra H Da CruzDokument58 SeitenUSP - ESALQ LAN1458 Açúcar e Álcool TRATAMENTO DO CALDO. Prof. Dra Sandra H Da CruzMaycon DouglasNoch keine Bewertungen
- DESTILAÇÃODokument25 SeitenDESTILAÇÃOPaula MuradNoch keine Bewertungen
- 22 Procedimentos para FermentacaoDokument61 Seiten22 Procedimentos para FermentacaoWander SilvaNoch keine Bewertungen
- Bombas KSB 1Dokument31 SeitenBombas KSB 1Waldicyr Favoretti FilhoNoch keine Bewertungen
- Curso Sistema de Vácuo1Dokument24 SeitenCurso Sistema de Vácuo1cslourencoNoch keine Bewertungen
- Tabela Espessura Chapas FinasDokument1 SeiteTabela Espessura Chapas FinasAlessandro UrendaNoch keine Bewertungen
- Peneira MolecularDokument8 SeitenPeneira MolecularLeonardo José da CruzNoch keine Bewertungen
- Cópia (2) de APRESENTAÇÃO POLIMERO BPDokument55 SeitenCópia (2) de APRESENTAÇÃO POLIMERO BPJavier Arancibia MartinezNoch keine Bewertungen
- Visão Geral Do Sistema de Vapor e Condensado - SP PDFDokument99 SeitenVisão Geral Do Sistema de Vapor e Condensado - SP PDFravielb9873Noch keine Bewertungen
- VOL3-CAP 19 Fermentação Alcoólica RaízesDokument23 SeitenVOL3-CAP 19 Fermentação Alcoólica RaízesLamar MorenoNoch keine Bewertungen
- Capitulo 04Dokument49 SeitenCapitulo 04UILLIANNoch keine Bewertungen
- Formacao Continuada: NR-35 Trabalho em AlturaDokument149 SeitenFormacao Continuada: NR-35 Trabalho em AlturaMarcioNoch keine Bewertungen
- Reação de MaillardDokument10 SeitenReação de MaillardKássio RenêNoch keine Bewertungen
- Qy 40 KDokument6 SeitenQy 40 KHELIO SANTOS JUNIORNoch keine Bewertungen
- Aspectos Tecnicos e Operacionais Na Evaporacao Do Caldo de CanaDokument41 SeitenAspectos Tecnicos e Operacionais Na Evaporacao Do Caldo de CanaagsbuenoNoch keine Bewertungen
- Clariant - Açucar PDFDokument7 SeitenClariant - Açucar PDFFlavio Jorge Miranda PimentelNoch keine Bewertungen
- Tratamento AratropDokument52 SeitenTratamento Aratroppopota_rogerioNoch keine Bewertungen
- Bico UltrajetDokument1 SeiteBico UltrajetValter AraujoNoch keine Bewertungen
- Estudo Da Substituição Das Telas Das Centrífugas ContínuasDokument66 SeitenEstudo Da Substituição Das Telas Das Centrífugas Contínuascrisborsoe100% (1)
- Tema 08 - Destruição de Melaço - AlexandreDokument35 SeitenTema 08 - Destruição de Melaço - AlexandreMARCIONoch keine Bewertungen
- Produção e Fabricação de Açúcar e ÁlcoolDokument33 SeitenProdução e Fabricação de Açúcar e ÁlcoolAparecido RodriguesNoch keine Bewertungen
- Produção Industrial de Ácido Citrico Por Yarrowia LipolylicaDokument21 SeitenProdução Industrial de Ácido Citrico Por Yarrowia LipolylicaMariana MichelNoch keine Bewertungen
- Fermentaçao Acetica JuanDokument7 SeitenFermentaçao Acetica Juandcsouza.trabalhoNoch keine Bewertungen
- Via Ferm. p2Dokument11 SeitenVia Ferm. p2Elias JúniorNoch keine Bewertungen
- Ácido CítricoDokument5 SeitenÁcido CítricoRafaelAmorimNoch keine Bewertungen
- PB IDokument10 SeitenPB IKauã PedroNoch keine Bewertungen
- Artigo-Aditivos Alimentares-Aminoacidos e Vitaminas PDFDokument11 SeitenArtigo-Aditivos Alimentares-Aminoacidos e Vitaminas PDFPriscilla SuassunaNoch keine Bewertungen
- Aplicação de Microrganismos Na Indústria de AlimentosDokument24 SeitenAplicação de Microrganismos Na Indústria de AlimentosMilanaSilva100% (9)
- Gestão de Insumos Na Indústria Sucroalcooleira 2022 atDokument32 SeitenGestão de Insumos Na Indústria Sucroalcooleira 2022 atDOUGLAS ROBERTONoch keine Bewertungen
- ProcessosDokument2 SeitenProcessosDavi AbrantesNoch keine Bewertungen
- 7 - Fermentação AlcoólicaDokument85 Seiten7 - Fermentação AlcoólicalabaptisNoch keine Bewertungen
- Produção Do AlcoolDokument16 SeitenProdução Do AlcoolemersonsoutofiaNoch keine Bewertungen
- Produção de Ácido CítricoDokument28 SeitenProdução de Ácido Cítricofernandoibalves100% (3)
- Conhecendo O: O Líquido Da Castanha-De-CajúDokument8 SeitenConhecendo O: O Líquido Da Castanha-De-CajúAldenir BraithevNoch keine Bewertungen
- APPCC na Produção Primária de Peixe: Produção Segura de PeixesVon EverandAPPCC na Produção Primária de Peixe: Produção Segura de PeixesNoch keine Bewertungen
- Ácidos e Bases No Meio AmbienteDokument101 SeitenÁcidos e Bases No Meio AmbienteTony Villa NovaNoch keine Bewertungen
- Atividade Química (Exercício Bases)Dokument2 SeitenAtividade Química (Exercício Bases)Mistério NerdNoch keine Bewertungen
- Sais e OxidosDokument2 SeitenSais e OxidosFAGNER GONCALVES LOPESNoch keine Bewertungen
- Bioquímica CelularDokument3 SeitenBioquímica CelularJessica NepomucenoNoch keine Bewertungen
- Simetria e Teoria de GrupoDokument26 SeitenSimetria e Teoria de GrupoWellington SilvaNoch keine Bewertungen
- Lista de Exercicios Acidos e Bases IpadDokument6 SeitenLista de Exercicios Acidos e Bases IpadPatrícia Bernardo VillelaNoch keine Bewertungen
- Catalogo AbraçadeirasDokument69 SeitenCatalogo AbraçadeirasLuis Gustavo Rodrigues PereiraNoch keine Bewertungen
- Anais Godofredo Cesar Vitti 000fizug9hp02wyiv802hvm3j0am3m2kDokument39 SeitenAnais Godofredo Cesar Vitti 000fizug9hp02wyiv802hvm3j0am3m2krodrigohortaNoch keine Bewertungen
- Lista de Exercícios - Haletos e Outras Funções OrgânicasDokument13 SeitenLista de Exercícios - Haletos e Outras Funções OrgânicasLucas GarceteNoch keine Bewertungen
- NR 20 - Manual de Boas Praticas de LaboratorioDokument73 SeitenNR 20 - Manual de Boas Praticas de LaboratorioCPSSTNoch keine Bewertungen
- Classificação PeriódicaDokument3 SeitenClassificação PeriódicaNadia Livia Fagundes CunhaNoch keine Bewertungen
- Exercicios Parte 01Dokument3 SeitenExercicios Parte 01Fale Art'sNoch keine Bewertungen
- NITRATOSDokument15 SeitenNITRATOSJaber Felipe FakerNoch keine Bewertungen
- Guia EstequiometriaDokument3 SeitenGuia EstequiometriaBastian L. Cerpa OlivoNoch keine Bewertungen
- ExercciosDokument4 SeitenExercciosalice.cfsilvaNoch keine Bewertungen
- MacrografiaDokument27 SeitenMacrografiaAliandroNoch keine Bewertungen
- Relatório Aula VI - Obtenção e Propriedades Do BR e IDokument10 SeitenRelatório Aula VI - Obtenção e Propriedades Do BR e INick AllenNoch keine Bewertungen
- Livrode Bioqumica CarboidratosDokument23 SeitenLivrode Bioqumica CarboidratosMaiara MoemeNoch keine Bewertungen
- 1 Prova Bimestral 3 AnoDokument3 Seiten1 Prova Bimestral 3 AnoDaniel ArrudaNoch keine Bewertungen
- 03 - Tabela Periódica Nível 1Dokument2 Seiten03 - Tabela Periódica Nível 1nv77vnmNoch keine Bewertungen
- Anexo IV Do DECRETO N.º 3048-99Dokument5 SeitenAnexo IV Do DECRETO N.º 3048-99AbsolutaNoch keine Bewertungen
- Introdução A Bioquímica - ApostilaDokument106 SeitenIntrodução A Bioquímica - ApostilaEmilly de Aguiar AlvesNoch keine Bewertungen
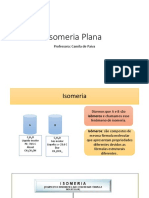
- Isomeria Plana e EspacialDokument31 SeitenIsomeria Plana e EspacialCamila de PaivaNoch keine Bewertungen
- Reações de Oxirredução RelatórioDokument8 SeitenReações de Oxirredução RelatórioLucas PinheiroNoch keine Bewertungen
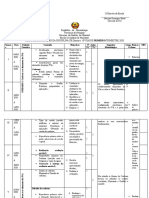
- DOSIFICACAO 10a CLASSEDokument11 SeitenDOSIFICACAO 10a CLASSENito GabrielNoch keine Bewertungen
- Tabela 23Dokument48 SeitenTabela 23165049Noch keine Bewertungen
- Síntese Dos Compostos de Cobalto Nitrato de Tetraamimcarbonatocabalto (Iii) e Cloreto de Pentaamimclorocobalto (Iii)Dokument14 SeitenSíntese Dos Compostos de Cobalto Nitrato de Tetraamimcarbonatocabalto (Iii) e Cloreto de Pentaamimclorocobalto (Iii)Luis ManoNoch keine Bewertungen
- Refratarios 03.ibar PDFDokument18 SeitenRefratarios 03.ibar PDFErica MagnagoNoch keine Bewertungen