Das könnte Ihnen auch gefallen
- Plate 1 Portal FrmaesDokument1 SeitePlate 1 Portal FrmaesMAHAK GUPTANoch keine Bewertungen
- Landscape Design Consultant Material & Finishes LegendDokument1 SeiteLandscape Design Consultant Material & Finishes Legendvin ssNoch keine Bewertungen
- Important Information: Naphtha Fractionation UnitDokument1 SeiteImportant Information: Naphtha Fractionation UnitTouseef HaiderNoch keine Bewertungen
- New IPCamDokument1 SeiteNew IPCamChandra KiranaNoch keine Bewertungen
- D3K, D4K, and D5K Track-Type Tractor Hydraulic and Power Train SystemDokument2 SeitenD3K, D4K, and D5K Track-Type Tractor Hydraulic and Power Train Systemjulio peña limaNoch keine Bewertungen
- Porte Cochere Repair SetDokument10 SeitenPorte Cochere Repair SetjavierjimenezcholletNoch keine Bewertungen
- XLP Pre L15 El15w04Dokument3 SeitenXLP Pre L15 El15w04ariNoch keine Bewertungen
- Aa 036142 010Dokument1 SeiteAa 036142 010Mohamed RamadanNoch keine Bewertungen
- Notes: Equipment List Item No DescriptionDokument6 SeitenNotes: Equipment List Item No DescriptionKonge ThethtunaungNoch keine Bewertungen
- Euro-West Plaza-PohonDokument1 SeiteEuro-West Plaza-Pohonindra allureNoch keine Bewertungen
- Pages From Issued For Con Interior r1Dokument1 SeitePages From Issued For Con Interior r1ahm3dmaxNoch keine Bewertungen
- Three-Storey Residential Building: Technical DescriptionDokument1 SeiteThree-Storey Residential Building: Technical DescriptionPrinces Jecyvhel De LeonNoch keine Bewertungen
- Tramo ParqueDokument1 SeiteTramo ParqueelgatogusNoch keine Bewertungen
- ArchitecturalDokument11 SeitenArchitecturalROWENA SOLISNoch keine Bewertungen
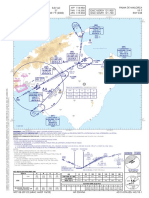
- LE AD 2 LEPA LESJ IAC 13 enDokument2 SeitenLE AD 2 LEPA LESJ IAC 13 enGaston IceNoch keine Bewertungen
- 01 Culvert 1.2 - SAND2 - HANIDokument1 Seite01 Culvert 1.2 - SAND2 - HANIAndri Prima RayendraNoch keine Bewertungen
- C15 and C18 Electrical System Industrial and Petroleum EngineDokument4 SeitenC15 and C18 Electrical System Industrial and Petroleum EngineLhsan Rajawi0% (1)
- 966M and 972M Wheel Loader 966mDokument2 Seiten966M and 972M Wheel Loader 966mF Labio AlexNoch keine Bewertungen
- 17MC-UL-DMH07-00 (P&ID System 1.1) - ModelDokument1 Seite17MC-UL-DMH07-00 (P&ID System 1.1) - Modelkhilifi chaoukiNoch keine Bewertungen
- Drp001-Puc-330000-P-Gad-010-1 (Y)Dokument1 SeiteDrp001-Puc-330000-P-Gad-010-1 (Y)John AlmasNoch keine Bewertungen
- 01 02 ADMINISTRATIVE BUILDING FURNITURE LAYOUT-ModelDokument1 Seite01 02 ADMINISTRATIVE BUILDING FURNITURE LAYOUT-Modelvishal bhiseNoch keine Bewertungen
- New 3 Story Building Logistics PlanDokument1 SeiteNew 3 Story Building Logistics PlanMuhammadMursaleenNoch keine Bewertungen
- NTS DWG El GR 20116Dokument1 SeiteNTS DWG El GR 20116janNoch keine Bewertungen
- 320D Forest Machine Hydraulic System - AttachmentDokument2 Seiten320D Forest Machine Hydraulic System - AttachmentdkjiofcdcdkxxkzlxzxzNoch keine Bewertungen
- 2nd Floor & 3rd FloorDokument1 Seite2nd Floor & 3rd FloorRekha TanpureNoch keine Bewertungen
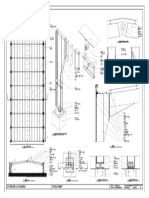
- Translucent Roof Sheeting InstallationDokument1 SeiteTranslucent Roof Sheeting InstallationariNoch keine Bewertungen
- LAY OUT2 Ijin Lantai KerjaDokument1 SeiteLAY OUT2 Ijin Lantai KerjaUnggul Cipta Kasea KaseaNoch keine Bewertungen
- Dallas: Dallas/Fort Worth Area MapDokument2 SeitenDallas: Dallas/Fort Worth Area MapLivin XaviNoch keine Bewertungen
- Site Development Plan Site Location Map: 6.00m. 1.63m. 1.48m. 2.90mDokument1 SeiteSite Development Plan Site Location Map: 6.00m. 1.63m. 1.48m. 2.90mVerna Balang MartinezNoch keine Bewertungen
- Plumbing Plan 1Dokument1 SeitePlumbing Plan 1Dialyn San Jose MangcoyNoch keine Bewertungen
- Floorplan Hall A PKR 1Dokument1 SeiteFloorplan Hall A PKR 1Reksadana SAMNoch keine Bewertungen
- JP AD 2.24.1 RJAA en JPDokument1 SeiteJP AD 2.24.1 RJAA en JPmetro752Noch keine Bewertungen
- Implement Control Valve and Cylinder Circuit: Hydraulic System 16M Motor GraderDokument4 SeitenImplement Control Valve and Cylinder Circuit: Hydraulic System 16M Motor GraderFabricio Soria0% (1)
- A 0 PDFDokument1 SeiteA 0 PDFSketch UpNoch keine Bewertungen
- 750 DWT GA-ModelDokument1 Seite750 DWT GA-ModelHanzalah NaufalNoch keine Bewertungen
- PLANDokument1 SeitePLANOmkara KapareNoch keine Bewertungen
- Drum and Blade Attachment Under Platform: CS56B, CP56B, CS68B, and CP68B Hydraulic System Vibratory Soil CompactorsDokument2 SeitenDrum and Blade Attachment Under Platform: CS56B, CP56B, CS68B, and CP68B Hydraulic System Vibratory Soil CompactorsAndresCorreaNoch keine Bewertungen
- Furniture Plan: Swimming Pool AreaDokument11 SeitenFurniture Plan: Swimming Pool AreaElezer Batcho100% (1)
- NF-SD-FF-NS-001Dokument1 SeiteNF-SD-FF-NS-001Adnan AkhtarNoch keine Bewertungen
- Sistema Eléctrico C7 CaterpillarDokument2 SeitenSistema Eléctrico C7 CaterpillarDana CarvajalNoch keine Bewertungen
- Office Room O2 AreaDokument1 SeiteOffice Room O2 AreaEddy Shaka AMTNoch keine Bewertungen
- Indigo - Admin - 31.03.20-First FLRDokument1 SeiteIndigo - Admin - 31.03.20-First FLRjaisonNoch keine Bewertungen
- Design Data Metering PanelDokument1 SeiteDesign Data Metering PaneladjiNoch keine Bewertungen
- Layout Stop Kontak TelpDokument1 SeiteLayout Stop Kontak TelpBudi CassanovaNoch keine Bewertungen
- 02 02 CYBER TRAINING CENTRE AND CONTROL ROOM - FURNIURE LAYOUT-ModelDokument1 Seite02 02 CYBER TRAINING CENTRE AND CONTROL ROOM - FURNIURE LAYOUT-Modelvishal bhiseNoch keine Bewertungen
- 416 eDokument2 Seiten416 earmando vara chavezNoch keine Bewertungen
- 02 First Floor CYBER TRAINING CENTRE AND CONTROL ROOM - FURNIURE LAYOUT-ModelDokument1 Seite02 First Floor CYBER TRAINING CENTRE AND CONTROL ROOM - FURNIURE LAYOUT-Modelvishal bhiseNoch keine Bewertungen
- Ptte - 1st & 2nd Floor LayoutDokument1 SeitePtte - 1st & 2nd Floor LayoutAndiscribdNoch keine Bewertungen
- Date DrawnDokument1 SeiteDate DrawnMohamad SannanNoch keine Bewertungen
- Pumps and Filters: 345D, 349D, and 349D Excavator Hydraulic SystemDokument2 SeitenPumps and Filters: 345D, 349D, and 349D Excavator Hydraulic SystemTeknik Makina100% (1)
- GF & 1st Floor PlanDokument1 SeiteGF & 1st Floor PlanRekha TanpureNoch keine Bewertungen
- SA04C2-03-WP-D-42013-01-5: 3. FJ - Field Joint 4. SJ - Shop JointDokument4 SeitenSA04C2-03-WP-D-42013-01-5: 3. FJ - Field Joint 4. SJ - Shop JointABAID ULLAHNoch keine Bewertungen
- WFI system design and specificationsDokument1 SeiteWFI system design and specificationsvinay singhNoch keine Bewertungen
- DetailDokument8 SeitenDetailAnkit SenguptaNoch keine Bewertungen
- Quality Control: Elevation Top 3D FF 3D NFDokument2 SeitenQuality Control: Elevation Top 3D FF 3D NFAria NickbakhtNoch keine Bewertungen
- Navistar Manual de Taller DT466 Amp I530eDokument1 SeiteNavistar Manual de Taller DT466 Amp I530eAnonymous 7t2BOJb100% (2)
- Source B Source A: Notes: Contract DrawingDokument1 SeiteSource B Source A: Notes: Contract DrawingjendrikoNoch keine Bewertungen
- 938h Colorido Hidraulico CaterpillarDokument2 Seiten938h Colorido Hidraulico CaterpillarHerrysonn Barros100% (1)
- Up and Away Classroom Labels and OrganizersVon EverandUp and Away Classroom Labels and OrganizersNoch keine Bewertungen
- Contoh Teaching OutlineDokument4 SeitenContoh Teaching OutlineNorazzah AbdullahNoch keine Bewertungen
- Contoh KSKV Modul Eek101 Industrial SafetyDokument11 SeitenContoh KSKV Modul Eek101 Industrial SafetyNorazzah AbdullahNoch keine Bewertungen
- ASMEDokument20 SeitenASMENorazzah AbdullahNoch keine Bewertungen
- Competency Profile Chart (CPC)Dokument1 SeiteCompetency Profile Chart (CPC)Norazzah AbdullahNoch keine Bewertungen
- Residual Stresses in Weld JointsDokument8 SeitenResidual Stresses in Weld Jointshayder1920Noch keine Bewertungen
- 1a2 Plant Loyout PatternsDokument37 Seiten1a2 Plant Loyout PatternsVinu KumarNoch keine Bewertungen
- MC4 CoCU 4 - Welding Activities SupervisionDokument10 SeitenMC4 CoCU 4 - Welding Activities Supervisionnizam1372Noch keine Bewertungen
- Standard Kemahiran Pekerjaan Kebangsaan: Welding Technology ManagementDokument2 SeitenStandard Kemahiran Pekerjaan Kebangsaan: Welding Technology Managementnizam1372Noch keine Bewertungen
- MC4 CoCU E1 - Welding Software ApplicationDokument5 SeitenMC4 CoCU E1 - Welding Software Applicationnizam1372Noch keine Bewertungen
- Standard PracticeDokument12 SeitenStandard Practicenizam1372Noch keine Bewertungen
- Weld Cracking PDFDokument5 SeitenWeld Cracking PDFjuanNoch keine Bewertungen
- Residual Stresses in Metals: Increasing The Probability of Your SuccessDokument4 SeitenResidual Stresses in Metals: Increasing The Probability of Your SuccessNorazzah AbdullahNoch keine Bewertungen
- Dye Penetrant Inspection: Solvent Removable Penetrant: (Colour Contrast Penetrant, Non-Aqueous Developer)Dokument3 SeitenDye Penetrant Inspection: Solvent Removable Penetrant: (Colour Contrast Penetrant, Non-Aqueous Developer)Norazzah AbdullahNoch keine Bewertungen
- Penetrant Flow Chart BMDokument1 SeitePenetrant Flow Chart BMNorazzah AbdullahNoch keine Bewertungen
- Dye Penetrant Inspection: Solvent Removable Penetrant: (Colour Contrast Penetrant, Non-Aqueous Developer)Dokument3 SeitenDye Penetrant Inspection: Solvent Removable Penetrant: (Colour Contrast Penetrant, Non-Aqueous Developer)Norazzah AbdullahNoch keine Bewertungen
- Training ParthwayDokument2 SeitenTraining ParthwayNorazzah AbdullahNoch keine Bewertungen
- Residual Stresses in Metals: Increasing The Probability of Your SuccessDokument4 SeitenResidual Stresses in Metals: Increasing The Probability of Your SuccessNorazzah AbdullahNoch keine Bewertungen
- Penetrant Flow Chart BMDokument1 SeitePenetrant Flow Chart BMNorazzah AbdullahNoch keine Bewertungen
- Noss Matrix: H-024-1 Jurukimpal Arka Logam BerperisaiDokument4 SeitenNoss Matrix: H-024-1 Jurukimpal Arka Logam BerperisaiNorazzah AbdullahNoch keine Bewertungen
- Dye Penetrant Inspection: Solvent Removable Penetrant: (Colour Contrast Penetrant, Non-Aqueous Developer)Dokument3 SeitenDye Penetrant Inspection: Solvent Removable Penetrant: (Colour Contrast Penetrant, Non-Aqueous Developer)Norazzah AbdullahNoch keine Bewertungen
- 2.teras 2.teras: Pembetulan 1. Matapelajaran Pengajian Umum 1. Mata Pelajaran Pengajian UmumDokument1 Seite2.teras 2.teras: Pembetulan 1. Matapelajaran Pengajian Umum 1. Mata Pelajaran Pengajian UmumNorazzah AbdullahNoch keine Bewertungen
- Kolej Vokasional Jabatan Seni RekaDokument6 SeitenKolej Vokasional Jabatan Seni RekaNorazzah AbdullahNoch keine Bewertungen
- Noss Matrix: H-024-1 Jurukimpal Arka Logam BerperisaiDokument4 SeitenNoss Matrix: H-024-1 Jurukimpal Arka Logam BerperisaiNorazzah AbdullahNoch keine Bewertungen
- FRP Pipe BrochureDokument8 SeitenFRP Pipe BrochurecrisjhairNoch keine Bewertungen
- Design & Fabrication of a Solar-Assisted Air DehumidifierDokument17 SeitenDesign & Fabrication of a Solar-Assisted Air DehumidifierSree NairNoch keine Bewertungen
- DBMS Lab ExperimentsDokument45 SeitenDBMS Lab ExperimentsMad Man100% (1)
- H2S ScavengerDokument7 SeitenH2S ScavengerRizwan FaridNoch keine Bewertungen
- Basic Principles and Functions of Electrical MachinesDokument8 SeitenBasic Principles and Functions of Electrical MachinesAymen LpizraNoch keine Bewertungen
- Operating Systems Concepts and ComponentsDokument42 SeitenOperating Systems Concepts and ComponentsgtaclubNoch keine Bewertungen
- Distance Measurement Methods & CalculationsDokument16 SeitenDistance Measurement Methods & CalculationsAlfonso John AnthonyNoch keine Bewertungen
- Centerline Alfa Catalog13Dokument53 SeitenCenterline Alfa Catalog13sisonco100% (1)
- Installation & Maintenance Instructions Pressure Regulator With Integral Pilot Regulator R18Dokument2 SeitenInstallation & Maintenance Instructions Pressure Regulator With Integral Pilot Regulator R18luis ivanNoch keine Bewertungen
- Super PaveDokument20 SeitenSuper PaveHashem EL-MaRimeyNoch keine Bewertungen
- Contact Inform 2002 PDFDokument24 SeitenContact Inform 2002 PDFFrank AlmeidaNoch keine Bewertungen
- Denison Hydraulics Goldcup Digital Hi-Iq Control: Electronic Control Card User Manual Software Version 2.2BDokument62 SeitenDenison Hydraulics Goldcup Digital Hi-Iq Control: Electronic Control Card User Manual Software Version 2.2BHassan Haghighi TajvarNoch keine Bewertungen
- Fengine S4800 Switch Datasheet-V30R203 PDFDokument7 SeitenFengine S4800 Switch Datasheet-V30R203 PDFAriston SitanggangNoch keine Bewertungen
- Plate Girder DesignDokument109 SeitenPlate Girder Designhasib100% (3)
- 2755 22 (G78A) Milwaukee PBDokument2 Seiten2755 22 (G78A) Milwaukee PBZeckNoch keine Bewertungen
- MacBook Pro (13-Inch, Mid 2009) - Technical SpecificationsDokument4 SeitenMacBook Pro (13-Inch, Mid 2009) - Technical SpecificationsIndianOnRunNoch keine Bewertungen
- Revue Des Études Juives. 1880. Volumes 71-73.Dokument706 SeitenRevue Des Études Juives. 1880. Volumes 71-73.Patrologia Latina, Graeca et OrientalisNoch keine Bewertungen
- Design Diesel-Photovoltaic Hybrid Power PlantDokument93 SeitenDesign Diesel-Photovoltaic Hybrid Power PlantDaniel Okere100% (1)
- Diagrama A Honda Civid Hybrid 2009Dokument1 SeiteDiagrama A Honda Civid Hybrid 2009enio romeroNoch keine Bewertungen
- Objective SAMPLEDokument4 SeitenObjective SAMPLEAnnjen MuliNoch keine Bewertungen
- Iec 61400 Justification: E30/70 PRODokument60 SeitenIec 61400 Justification: E30/70 PROoswalfNoch keine Bewertungen
- Engineering Data Ip5-3600Dokument2 SeitenEngineering Data Ip5-3600CESAR SEGURANoch keine Bewertungen
- D Screenplay DialoguesDokument75 SeitenD Screenplay DialoguesReza GhalibNoch keine Bewertungen
- Solid Mechanics: Amit Sir (M-Tech (STRUCTURE), BE, Diploma in Civil), 7020059691/7385990691Dokument9 SeitenSolid Mechanics: Amit Sir (M-Tech (STRUCTURE), BE, Diploma in Civil), 7020059691/7385990691Nikita GonnadeNoch keine Bewertungen
- AF09-30-01-13 100-250V50/60HZ-DC Contactor: Product-DetailsDokument5 SeitenAF09-30-01-13 100-250V50/60HZ-DC Contactor: Product-DetailsTheo Pozo JNoch keine Bewertungen
- Wire Rope and Material Properties GuideDokument100 SeitenWire Rope and Material Properties GuideReynald de VeraNoch keine Bewertungen
- Millau Viaduct Case Study: World's Tallest BridgeDokument14 SeitenMillau Viaduct Case Study: World's Tallest BridgeDevendra Kumar KumarNoch keine Bewertungen
- Astm B633-23 - Redline Astm B633-23Dokument7 SeitenAstm B633-23 - Redline Astm B633-23somashekar1510Noch keine Bewertungen
- Determine Floating Body StabilityDokument11 SeitenDetermine Floating Body StabilityDember Paul100% (1)
- Advance Diploma For CivilDokument4 SeitenAdvance Diploma For CivilAung Naing Latt AungNoch keine Bewertungen