Das könnte Ihnen auch gefallen
- !!!destiny MatrixDokument107 Seiten!!!destiny Matrixjuancorraliza0% (2)
- Python Programming ExamplesDokument9 SeitenPython Programming ExamplesAshraf JamalNoch keine Bewertungen
- Combinaciones y PermutacionesDokument19 SeitenCombinaciones y PermutacionesConservación EnergyNoch keine Bewertungen
- Classical and Quantum Mechanics Via Lie AlgebrasDokument503 SeitenClassical and Quantum Mechanics Via Lie AlgebrasSol Ipsis100% (3)
- Database DeadlocksDokument5 SeitenDatabase DeadlocksshadiNoch keine Bewertungen
- Pda Mechatro - Handbook 070226Dokument40 SeitenPda Mechatro - Handbook 070226Paul Galvez100% (6)
- HW4 SolutionsDokument11 SeitenHW4 Solutionsglttcgamer100% (2)
- Notes-Full-Set-Slides Stock Market PDFDokument185 SeitenNotes-Full-Set-Slides Stock Market PDFbijayrNoch keine Bewertungen
- MTAP Math ChallengeDokument5 SeitenMTAP Math ChallengeHaron Abedin100% (1)
- Cnc-200A User Manual Ver. H8681/3Dokument14 SeitenCnc-200A User Manual Ver. H8681/3Cristiano Martinez100% (1)
- Buck/Boost Switch-Mode Regulator: FeaturesDokument30 SeitenBuck/Boost Switch-Mode Regulator: FeaturesErasmo Franco SNoch keine Bewertungen
- Automotive, Programmable Stepper Driver: Features and Benefits DescriptionDokument45 SeitenAutomotive, Programmable Stepper Driver: Features and Benefits DescriptionCHADDOU100% (1)
- Vfds CG Drive SKDokument6 SeitenVfds CG Drive SKmanchem sreeram sanjay67% (3)
- Advanced Motion Controls DPRNLIR-030A800Dokument11 SeitenAdvanced Motion Controls DPRNLIR-030A800Servo2GoNoch keine Bewertungen
- Advanced Motion Controls DZCANTE-012L080Dokument8 SeitenAdvanced Motion Controls DZCANTE-012L080Servo2GoNoch keine Bewertungen
- Advanced Motion Controls DPRAHIR-030A800Dokument11 SeitenAdvanced Motion Controls DPRAHIR-030A800Servo2GoNoch keine Bewertungen
- Advanced Motion Controls DZCANTE-040L080Dokument8 SeitenAdvanced Motion Controls DZCANTE-040L080Servo2GoNoch keine Bewertungen
- EZZ023535Dokument35 SeitenEZZ023535fr946ntyjgNoch keine Bewertungen
- Advanced Motion Controls DZRALTE-012L080Dokument8 SeitenAdvanced Motion Controls DZRALTE-012L080Servo2GoNoch keine Bewertungen
- Manual de Produto 115 2Dokument5 SeitenManual de Produto 115 2Reinel Damian Orrego QuinteroNoch keine Bewertungen
- Tip23 e PDFDokument4 SeitenTip23 e PDFThanh BaronNoch keine Bewertungen
- Separately Excited Electronic Motor Speed Controller: Model 1268 SepexDokument5 SeitenSeparately Excited Electronic Motor Speed Controller: Model 1268 Sepexpavli999Noch keine Bewertungen
- Torque Follower Setup Rev 1Dokument7 SeitenTorque Follower Setup Rev 1NelsonNoch keine Bewertungen
- Features: TPIC74100-Q1 Buck/Boost Switch-Mode RegulatorDokument30 SeitenFeatures: TPIC74100-Q1 Buck/Boost Switch-Mode RegulatorSyah NormanNoch keine Bewertungen
- TB9080FG Web Datasheet en 20111213Dokument5 SeitenTB9080FG Web Datasheet en 20111213vllsNoch keine Bewertungen
- TM G5SW 046Dokument15 SeitenTM G5SW 046phungthNoch keine Bewertungen
- Isolation Product Solution For Motor DriveDokument2 SeitenIsolation Product Solution For Motor DriveIvana PrezimeNoch keine Bewertungen
- Amis 30532 D PDFDokument29 SeitenAmis 30532 D PDFjorge luis guevara martinezNoch keine Bewertungen
- TM Ga800sw 064Dokument28 SeitenTM Ga800sw 064physicudoNoch keine Bewertungen
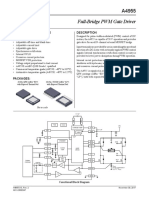
- A4955 DatasheetDokument11 SeitenA4955 DatasheetShah ZaibNoch keine Bewertungen
- Sideos SC: SIDEOS SC Is A Speed Monitoring System That Secures Lifting Operations Controlled by A JoystickDokument2 SeitenSideos SC: SIDEOS SC Is A Speed Monitoring System That Secures Lifting Operations Controlled by A JoystickVINCENT GOGNAUDNoch keine Bewertungen
- 02 02 TRansmissionDokument51 Seiten02 02 TRansmissionKhaerul Ade WiyatnoNoch keine Bewertungen
- An 1397Dokument10 SeitenAn 1397TSNoch keine Bewertungen
- AS5311 DataheetDokument32 SeitenAS5311 DataheetBruno TondinNoch keine Bewertungen
- Motor Control and Diagnostic For Automotive Adaptive Front Lighting SystemDokument6 SeitenMotor Control and Diagnostic For Automotive Adaptive Front Lighting SystemchlisonmailNoch keine Bewertungen
- Sc900a PDFDokument23 SeitenSc900a PDFgoguNoch keine Bewertungen
- Advanced Motion Controls DPRAHIE-060A400Dokument11 SeitenAdvanced Motion Controls DPRAHIE-060A400Servo2GoNoch keine Bewertungen
- DS SG1846 Rev-1.2Dokument17 SeitenDS SG1846 Rev-1.2Yuni MamaNoch keine Bewertungen
- High Voltage Bootstrap High Side Driver Features: FN9087.2 Data Sheet July 25, 2005Dokument6 SeitenHigh Voltage Bootstrap High Side Driver Features: FN9087.2 Data Sheet July 25, 2005Elves MattosNoch keine Bewertungen
- Si-8001ffe Ds enDokument9 SeitenSi-8001ffe Ds enalexNoch keine Bewertungen
- AS5145H/AS5145A/AS5145B: 1 General DescriptionDokument37 SeitenAS5145H/AS5145A/AS5145B: 1 General DescriptionsekoNoch keine Bewertungen
- ATV12 Communication ParametersDokument15 SeitenATV12 Communication ParametersBima Dwi Priya SNoch keine Bewertungen
- Advanced Motion Controls DPRAHIS-060A400Dokument11 SeitenAdvanced Motion Controls DPRAHIS-060A400Servo2GoNoch keine Bewertungen
- High Performance, Triple-Output, Auto-Tracking Combo ControllerDokument15 SeitenHigh Performance, Triple-Output, Auto-Tracking Combo ControllerrolandseNoch keine Bewertungen
- An 11483Dokument31 SeitenAn 11483cahpmasterNoch keine Bewertungen
- 4-Wheel Drive System Outline: 4Wd Warning Light Differential Oil Temperature SensorDokument3 Seiten4-Wheel Drive System Outline: 4Wd Warning Light Differential Oil Temperature SensorAhmad setiadiNoch keine Bewertungen
- MC33977 783737Dokument38 SeitenMC33977 783737renimoNoch keine Bewertungen
- High Voltage Bootstrap High Side Driver Features: FN9087.1 Data Sheet October 2002Dokument7 SeitenHigh Voltage Bootstrap High Side Driver Features: FN9087.1 Data Sheet October 2002Joil AlvesNoch keine Bewertungen
- data/ftp/PLC/FBs Manual/Manual 2/chapter 11 PDFDokument60 Seitendata/ftp/PLC/FBs Manual/Manual 2/chapter 11 PDFwijanarkoNoch keine Bewertungen
- Logix 3000MD Series: Technical BulletinDokument16 SeitenLogix 3000MD Series: Technical BulletinSathishkumar VeluNoch keine Bewertungen
- NDC96 NDC 96 24-75VDC 1.9-6.0a Stepping Motor Drive Boxed Rta Pavia ManualDokument9 SeitenNDC96 NDC 96 24-75VDC 1.9-6.0a Stepping Motor Drive Boxed Rta Pavia Manualrenato vitaliNoch keine Bewertungen
- Abs-Sls Slabs Diagnostic Functions (Discoveryii)Dokument4 SeitenAbs-Sls Slabs Diagnostic Functions (Discoveryii)Richard Andrianjaka LuckyNoch keine Bewertungen
- FDA-Series Manual (영문)Dokument30 SeitenFDA-Series Manual (영문)Inbanesan Ak100% (1)
- Mazda 6 FL Mps Wiring DiagramDokument20 SeitenMazda 6 FL Mps Wiring Diagramfredrick100% (55)
- AC Servo Drive: Operation ManualDokument116 SeitenAC Servo Drive: Operation ManualjassemNoch keine Bewertungen
- ComandosDokument503 SeitenComandosAlexander DíazNoch keine Bewertungen
- Basic Setup Start-Up Process: Quick-Start Guide Check Drive ConnectionsDokument4 SeitenBasic Setup Start-Up Process: Quick-Start Guide Check Drive ConnectionskinenNoch keine Bewertungen
- PFC Boost Calculation TI PDFDokument15 SeitenPFC Boost Calculation TI PDFshawn liNoch keine Bewertungen
- Stepper Motor InterfacingDokument5 SeitenStepper Motor InterfacingShobanraj Letchumanan100% (1)
- Advanced Motion Controls DPCANIR-100A400Dokument11 SeitenAdvanced Motion Controls DPCANIR-100A400Servo2GoNoch keine Bewertungen
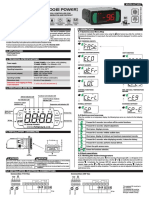
- TC-900 Power: 6. Operations 1. DescriptionDokument5 SeitenTC-900 Power: 6. Operations 1. DescriptionReinel Damian Orrego Quintero100% (1)
- 28f102 Flashable Replacement For 27C1024 or 27C210 PDFDokument14 Seiten28f102 Flashable Replacement For 27C1024 or 27C210 PDFfedeNoch keine Bewertungen
- Páginas Desde Programacion-2Dokument26 SeitenPáginas Desde Programacion-2Franz Gómez VásquezNoch keine Bewertungen
- SMC™ Dialog Plus Specifications: Additional ResourcesDokument14 SeitenSMC™ Dialog Plus Specifications: Additional ResourcessimbamikeNoch keine Bewertungen
- Sensored Hall Effect Sensor Based Field Oriented Control of Three Phase BLDC Motor Using dsPIC33CK DS00004064Dokument24 SeitenSensored Hall Effect Sensor Based Field Oriented Control of Three Phase BLDC Motor Using dsPIC33CK DS000040641 Mech Tejas JapeNoch keine Bewertungen
- Anais Do Workshop De Micro-ondasVon EverandAnais Do Workshop De Micro-ondasNoch keine Bewertungen
- SQL Server OperationsDokument5 SeitenSQL Server OperationsshadiNoch keine Bewertungen
- Petabytes Terabytes (9) : Discontinued EditionsDokument5 SeitenPetabytes Terabytes (9) : Discontinued EditionsshadiNoch keine Bewertungen
- Machine Learning ServicesDokument7 SeitenMachine Learning ServicesshadiNoch keine Bewertungen
- Petabytes Terabytes (9) : Discontinued EditionsDokument5 SeitenPetabytes Terabytes (9) : Discontinued EditionsshadiNoch keine Bewertungen
- Petabytes Terabytes (9) : Discontinued EditionsDokument5 SeitenPetabytes Terabytes (9) : Discontinued EditionsshadiNoch keine Bewertungen
- Architecture: Discontinued EditionsDokument5 SeitenArchitecture: Discontinued EditionsshadiNoch keine Bewertungen
- Mainstream Editions: Petabytes TerabytesDokument5 SeitenMainstream Editions: Petabytes TerabytesshadiNoch keine Bewertungen
- Database BasisDokument5 SeitenDatabase BasisshadiNoch keine Bewertungen
- Petabytes Terabytes (9) : Discontinued EditionsDokument5 SeitenPetabytes Terabytes (9) : Discontinued EditionsshadiNoch keine Bewertungen
- Discontinued Editions: Microsoft SQL ServerDokument5 SeitenDiscontinued Editions: Microsoft SQL ServershadiNoch keine Bewertungen
- Locks Can Be AppliedDokument5 SeitenLocks Can Be AppliedshadiNoch keine Bewertungen
- HistoryDokument1 SeiteHistoryshadiNoch keine Bewertungen
- Concurrency and Locking: Pessimistic Concurrency Optimistic ConcurrencyDokument6 SeitenConcurrency and Locking: Pessimistic Concurrency Optimistic ConcurrencyshadiNoch keine Bewertungen
- Pessimistic Concurrency Optimistic Concurrency: Microsoft SQL ServerDokument6 SeitenPessimistic Concurrency Optimistic Concurrency: Microsoft SQL ServershadiNoch keine Bewertungen
- Analytics Platform SystemDokument5 SeitenAnalytics Platform SystemshadiNoch keine Bewertungen
- Fast Track ArchitectureDokument6 SeitenFast Track ArchitectureshadiNoch keine Bewertungen
- Con CurrencyDokument6 SeitenCon CurrencyshadiNoch keine Bewertungen
- Discontinued Editions: Multiversion Concurrency ControlDokument6 SeitenDiscontinued Editions: Multiversion Concurrency ControlshadiNoch keine Bewertungen
- Concurrency and LockingDokument6 SeitenConcurrency and LockingshadiNoch keine Bewertungen
- Buffer ManagementDokument5 SeitenBuffer ManagementshadiNoch keine Bewertungen
- Microsoft SQL ServerDokument5 SeitenMicrosoft SQL ServershadiNoch keine Bewertungen
- Architecture: Discontinued EditionsDokument4 SeitenArchitecture: Discontinued EditionsshadiNoch keine Bewertungen
- How To Connect Python Programs To MariaDBDokument6 SeitenHow To Connect Python Programs To MariaDBshadiNoch keine Bewertungen
- New Tools PDFDokument1 SeiteNew Tools PDFshadiNoch keine Bewertungen
- New Polaris Office DOCX DocumentDokument1 SeiteNew Polaris Office DOCX DocumentshadiNoch keine Bewertungen
- Automation of Database AdministrationDokument1 SeiteAutomation of Database AdministrationshadiNoch keine Bewertungen
- Using Big Data For Analytics and Decision Support: Ais Electronic Library (Aisel)Dokument5 SeitenUsing Big Data For Analytics and Decision Support: Ais Electronic Library (Aisel)shadiNoch keine Bewertungen
- Fluke - Motor Drive Troubleshooting: Once You Upload An Approved Document, You Will Be Able To Download The DocumentDokument1 SeiteFluke - Motor Drive Troubleshooting: Once You Upload An Approved Document, You Will Be Able To Download The DocumentshadiNoch keine Bewertungen
- Criteria For Land LevelingDokument12 SeitenCriteria For Land LevelingtizazuNoch keine Bewertungen
- ADA Lab Manual - AnujJain ITM Universe VadodaraDokument74 SeitenADA Lab Manual - AnujJain ITM Universe VadodaraanujgitNoch keine Bewertungen
- Electric Field Mapping: Experiment 1Dokument5 SeitenElectric Field Mapping: Experiment 1Pi PoliNoch keine Bewertungen
- Sampling Theorem: - Presented By., - S.ShanmatheeDokument16 SeitenSampling Theorem: - Presented By., - S.ShanmatheeSarah Kadhim MohsenNoch keine Bewertungen
- Sample Project Report StructureDokument5 SeitenSample Project Report StructureRodrigo FarruguiaNoch keine Bewertungen
- 1.4: Quadratic Equations: Section OutlineDokument4 Seiten1.4: Quadratic Equations: Section OutlineAHMED ALSHAMMARINoch keine Bewertungen
- MA202 Probability Distributions, Transforms and Numerical MethodsDokument3 SeitenMA202 Probability Distributions, Transforms and Numerical MethodsSáçhìñDêvNoch keine Bewertungen
- DIFTDokument3 SeitenDIFTUnknown LiteNoch keine Bewertungen
- ANSYS Turbomachinery CFD System - 14.5 UpdateDokument39 SeitenANSYS Turbomachinery CFD System - 14.5 UpdatePrabhuMurugesanNoch keine Bewertungen
- ASCCDokument2 SeitenASCCBorja JessaNoch keine Bewertungen
- Find The Positive Root of The Equation Correct To Five Decimal PlacesDokument5 SeitenFind The Positive Root of The Equation Correct To Five Decimal PlacesPramod GowdaNoch keine Bewertungen
- All in One Prof EdDokument65 SeitenAll in One Prof EdJhanina Apdua100% (1)
- Choosing A SolverDokument12 SeitenChoosing A SolversnthejNoch keine Bewertungen
- Spe 184865 MSDokument30 SeitenSpe 184865 MSSSNoch keine Bewertungen
- SimulatedTrain Energy Consumption STECDokument20 SeitenSimulatedTrain Energy Consumption STECCarlos Redondo BenitezNoch keine Bewertungen
- HTML Symbols PDFDokument3 SeitenHTML Symbols PDFSaisri KNoch keine Bewertungen
- Pairsof Angles LinesDokument16 SeitenPairsof Angles LinesSero ArtsNoch keine Bewertungen
- Mixing-A Detailed Look at The Factors That Influence Mix UniformityDokument19 SeitenMixing-A Detailed Look at The Factors That Influence Mix UniformityreyesdavidNoch keine Bewertungen
- Low Power Logic StyleDokument12 SeitenLow Power Logic Stylergangadhar049236Noch keine Bewertungen
- P P Multiplied by 7 P Divided by 7 M: 7 Added ToDokument8 SeitenP P Multiplied by 7 P Divided by 7 M: 7 Added Tonagaraja h iNoch keine Bewertungen
- Audit Sampling (ACP323)Dokument16 SeitenAudit Sampling (ACP323)Aeyjay ManangaranNoch keine Bewertungen
- The Mapping of Space - Perspective, Radar, and 3-D Computer Graphics Lev Manovich PDFDokument14 SeitenThe Mapping of Space - Perspective, Radar, and 3-D Computer Graphics Lev Manovich PDFDudley DeuxWriteNoch keine Bewertungen
- Surveying II O18 R15 3012Dokument3 SeitenSurveying II O18 R15 3012Sufaira ShahadiyaNoch keine Bewertungen