Das könnte Ihnen auch gefallen
- Flow TeeDokument1 SeiteFlow TeeMahesh BhansaliNoch keine Bewertungen
- Buried Pipes and Fittings Painting SpecDokument5 SeitenBuried Pipes and Fittings Painting SpecRohan Sharma50% (2)
- 2 PN40 (WCB)Dokument2 Seiten2 PN40 (WCB)siddhesh_guessNoch keine Bewertungen
- Inspection and Test Paln For LSAWDokument4 SeitenInspection and Test Paln For LSAWkbpatel123Noch keine Bewertungen
- JCM Split Tee and Weld On Outlets For Industrial ServiceDokument1 SeiteJCM Split Tee and Weld On Outlets For Industrial ServiceochableNoch keine Bewertungen
- 02 Samss 006Dokument17 Seiten02 Samss 006inatt101Noch keine Bewertungen
- M PL 033Dokument19 SeitenM PL 033Ali ClubistNoch keine Bewertungen
- Data Sheet - Pipeline Barred Tee: Category Sl. Attribute ValueDokument2 SeitenData Sheet - Pipeline Barred Tee: Category Sl. Attribute ValueYusri Fakhrizal100% (1)
- SBC (Safety Break-Away Couplings) v140630Dokument16 SeitenSBC (Safety Break-Away Couplings) v140630Robert Villavicencio0% (1)
- Pig Launcher Data Sheet 91303 - 8 InchDokument4 SeitenPig Launcher Data Sheet 91303 - 8 InchSinaNoch keine Bewertungen
- Data Sheet For Barred Tee 010719 PDFDokument1 SeiteData Sheet For Barred Tee 010719 PDFkandraNoch keine Bewertungen
- Pms Eil BPCLDokument79 SeitenPms Eil BPCLManjunatha VNoch keine Bewertungen
- Piping Material Specification - Tsmto 99fu M 99 Pt0 001 Rev0!3!65Dokument64 SeitenPiping Material Specification - Tsmto 99fu M 99 Pt0 001 Rev0!3!65epbamdad100% (1)
- Inspection and Test Plan - LR Bends For Onshore Pipelines VCS-PL-ITP-004Dokument6 SeitenInspection and Test Plan - LR Bends For Onshore Pipelines VCS-PL-ITP-004Vidyut UjalaNoch keine Bewertungen
- ET Subsea Ball ValvesDokument9 SeitenET Subsea Ball ValvesAndrew BaileyNoch keine Bewertungen
- Split Tee Technical Data Sheet: NamdaranDokument1 SeiteSplit Tee Technical Data Sheet: NamdaranestudiemosNoch keine Bewertungen
- 4 2500 (F347H)Dokument2 Seiten4 2500 (F347H)siddhesh_guessNoch keine Bewertungen
- Oil and Gas Pipeline Design and MaintenanceDokument27 SeitenOil and Gas Pipeline Design and MaintenanceernmrajaNoch keine Bewertungen
- Datasheet & Specification For Deluge ValveDokument2 SeitenDatasheet & Specification For Deluge ValvechintanNoch keine Bewertungen
- Rock Shield Material Data SheetDokument1 SeiteRock Shield Material Data SheetR.S.Noch keine Bewertungen
- Standard Specification FOR High Frequency Welded (HFW) Line Pipe (Onshore)Dokument31 SeitenStandard Specification FOR High Frequency Welded (HFW) Line Pipe (Onshore)Agniva DuttaNoch keine Bewertungen
- SPBG PLBG - Kalkulasi Tebal Pipa-ASME B31.3 - High PressureDokument1 SeiteSPBG PLBG - Kalkulasi Tebal Pipa-ASME B31.3 - High PressureAris KancilNoch keine Bewertungen
- ANSI-B16.47 Ser B Blind and Welding Neck FlangesDokument7 SeitenANSI-B16.47 Ser B Blind and Welding Neck FlangesRicelles Silveira MartinsNoch keine Bewertungen
- Igat6 D PL Pi SPC 0002 Rev02 Spec For Prefabricated Hot BendDokument22 SeitenIgat6 D PL Pi SPC 0002 Rev02 Spec For Prefabricated Hot Bendamini_mohiNoch keine Bewertungen
- BCD4-000-43-SPC-4-091-00 - rev0-REC Painting & GalvanizingDokument22 SeitenBCD4-000-43-SPC-4-091-00 - rev0-REC Painting & GalvanizingRicardo NapitupuluNoch keine Bewertungen
- Hydro Forming of T-JOINTDokument12 SeitenHydro Forming of T-JOINTSenthamilselvi RamachandranNoch keine Bewertungen
- LiquidDokument2 SeitenLiquidsiddhesh_guessNoch keine Bewertungen
- Catalogo SchulzDokument61 SeitenCatalogo SchulzIsabel PulidoNoch keine Bewertungen
- VAI-ME-SPC-111 Pipe Insulation Technical Specification - Rev ADokument8 SeitenVAI-ME-SPC-111 Pipe Insulation Technical Specification - Rev AAdvis100% (1)
- SP Item DatasheetsDokument21 SeitenSP Item DatasheetsSELVAMANINoch keine Bewertungen
- Hydrostatic Test Pressure Calculation: Pipe DataDokument2 SeitenHydrostatic Test Pressure Calculation: Pipe DataAkram AlhaddadNoch keine Bewertungen
- PIP-Vessel S and T Heat Exchanger Design Criteria ASME Code Section VIII, Div 1 and 2Dokument74 SeitenPIP-Vessel S and T Heat Exchanger Design Criteria ASME Code Section VIII, Div 1 and 2rizaNoch keine Bewertungen
- LPG Blending Facilities - List of Documents For TenderDokument235 SeitenLPG Blending Facilities - List of Documents For TenderManish MehtaNoch keine Bewertungen
- Roc-Master Swivel Ring Flange DatasheetDokument4 SeitenRoc-Master Swivel Ring Flange DatasheetlunloonNoch keine Bewertungen
- Special Pipe SupportsDokument293 SeitenSpecial Pipe Supportsbkm dizaynNoch keine Bewertungen
- Petroleum Development Oman LLC: Appendix-2: Pipe Stress Analysis Checklist-Input/OutputDokument5 SeitenPetroleum Development Oman LLC: Appendix-2: Pipe Stress Analysis Checklist-Input/OutputAbhijeetNoch keine Bewertungen
- Check Valve Nozzle Non - SlamDokument16 SeitenCheck Valve Nozzle Non - SlamPatricio AcuñaNoch keine Bewertungen
- 9273E-300-CN-3531-613 - Attachment 3: About Upheaval and Lateral Buckling of Embedded PipelinesDokument12 Seiten9273E-300-CN-3531-613 - Attachment 3: About Upheaval and Lateral Buckling of Embedded PipelinesAnjani Prabhakar100% (1)
- Gaps in Socket Weld Fittings - ANSI (Standards) Code Issues - Eng-TipsDokument4 SeitenGaps in Socket Weld Fittings - ANSI (Standards) Code Issues - Eng-Tipsdnageshm4n244Noch keine Bewertungen
- UntitledDokument400 SeitenUntitledVeena NageshNoch keine Bewertungen
- Data Sheet For Barred Tee 010719Dokument1 SeiteData Sheet For Barred Tee 010719Heru Agung SetyantoNoch keine Bewertungen
- QuillsDokument4 SeitenQuillsajostosNoch keine Bewertungen
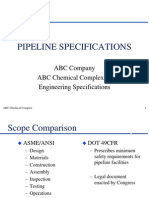
- Standards Scope PDFDokument6 SeitenStandards Scope PDFaravindhcamNoch keine Bewertungen
- Tn-38 Bolt Torque Flanged JointsDokument37 SeitenTn-38 Bolt Torque Flanged Jointshufuents-1Noch keine Bewertungen
- Welding Procedure Specification (WPS) : As Per Attached Joints Detail SheetDokument1 SeiteWelding Procedure Specification (WPS) : As Per Attached Joints Detail SheetMohammed JaveedNoch keine Bewertungen
- VKVC Launcher-Receiver PDFDokument3 SeitenVKVC Launcher-Receiver PDFKRUNAL SHAHNoch keine Bewertungen
- Procedure For Joint CoatingDokument10 SeitenProcedure For Joint CoatingAjit Kumar RoutNoch keine Bewertungen
- Agip-15801 Pip Mec SDSDokument64 SeitenAgip-15801 Pip Mec SDSFAUSTO SAMPIETRONoch keine Bewertungen
- DOT Pipeline SpecificationsDokument20 SeitenDOT Pipeline Specificationssect349Noch keine Bewertungen
- SPC-0804.02-50.08 Rev D2 Pipe Stress AnalysisDokument11 SeitenSPC-0804.02-50.08 Rev D2 Pipe Stress Analysisrajabi_m100% (1)
- Anchor Flange CatalogDokument4 SeitenAnchor Flange CatalogRockny2011Noch keine Bewertungen
- En 13121-3:2008+a1:2010 (E)Dokument1 SeiteEn 13121-3:2008+a1:2010 (E)TIME STAR COMPOSITENoch keine Bewertungen
- PFI ES 24 Pipe Bending and TollerancesDokument12 SeitenPFI ES 24 Pipe Bending and TollerancesArcadio DuranNoch keine Bewertungen
- E1 Technical Data Sheet - ShortDokument2 SeitenE1 Technical Data Sheet - ShortOmaiyio M. SaginiNoch keine Bewertungen
- 26071-100-V1A-MCAG-00315 - Isometric Drawing With BOM For Common Facilities SS-3 341-SS-114 - 002Dokument33 Seiten26071-100-V1A-MCAG-00315 - Isometric Drawing With BOM For Common Facilities SS-3 341-SS-114 - 002ogyriskyNoch keine Bewertungen
- Appendix E1 Ages SP 09 002Dokument13 SeitenAppendix E1 Ages SP 09 002SandeepNBabuNoch keine Bewertungen
- Kpeter PDFDokument3 SeitenKpeter PDFlive4sankarNoch keine Bewertungen
- 76-031 - 2012 Branch FittingsDokument10 Seiten76-031 - 2012 Branch FittingspradeepNoch keine Bewertungen
- Data Sheet For Flow TeeDokument2 SeitenData Sheet For Flow TeeTauqueerAhmadNoch keine Bewertungen
- 6-12-0011 STD Spec For Boiler Quality Cs PlatesDokument7 Seiten6-12-0011 STD Spec For Boiler Quality Cs PlatesMurli ramchandranNoch keine Bewertungen
- 6-15-0091-Rev - 3 - Standard Specification For Hardness Requirement of Static EquipmentsDokument5 Seiten6-15-0091-Rev - 3 - Standard Specification For Hardness Requirement of Static EquipmentsMurli ramchandranNoch keine Bewertungen
- 6-15-0091 STD Spec For Hardness Req of Static EqDokument5 Seiten6-15-0091 STD Spec For Hardness Req of Static EqMurli ramchandranNoch keine Bewertungen
- EDB Static-EIL PDFDokument18 SeitenEDB Static-EIL PDFMurli ramchandranNoch keine Bewertungen
- 6-44-0004 Rev 2Dokument45 Seiten6-44-0004 Rev 2Murli ramchandranNoch keine Bewertungen
- Eil Flanges 18in and Above-058 6-71-0023 Rev 2Dokument7 SeitenEil Flanges 18in and Above-058 6-71-0023 Rev 2Murli ramchandranNoch keine Bewertungen
- 6-79-0013 - r1 Material in Sour ServiceDokument6 Seiten6-79-0013 - r1 Material in Sour ServiceMurli ramchandran100% (1)
- 6-76-002 STD Spec For Application of Torque and Hydraulic Bolt TensionDokument33 Seiten6-76-002 STD Spec For Application of Torque and Hydraulic Bolt TensionMurli ramchandranNoch keine Bewertungen
- EIL Technical Notes For PipesDokument9 SeitenEIL Technical Notes For PipesMurli ramchandran100% (1)
- Eil Skirt Op. Details 7-12-0005Dokument2 SeitenEil Skirt Op. Details 7-12-0005Murli ramchandranNoch keine Bewertungen
- EIL NDT RequirementDokument10 SeitenEIL NDT RequirementMurli ramchandranNoch keine Bewertungen
- EIL Technical Notes For GasketsDokument5 SeitenEIL Technical Notes For GasketsMurli ramchandranNoch keine Bewertungen
- 6-24-0004 Catridge FilterDokument9 Seiten6-24-0004 Catridge FilterMurli ramchandran100% (1)
- Eil Pmi Requirements 6-81-0001 Rev1Dokument7 SeitenEil Pmi Requirements 6-81-0001 Rev1Murli ramchandran100% (1)
- EIL Technical Notes For Pipe FittingsDokument9 SeitenEIL Technical Notes For Pipe FittingsMurli ramchandranNoch keine Bewertungen
- Eil Pipe Leg Support-7!12!0007-Rev4Dokument1 SeiteEil Pipe Leg Support-7!12!0007-Rev4Murli ramchandranNoch keine Bewertungen
- Slug CatcherDokument8 SeitenSlug CatcherMurli ramchandranNoch keine Bewertungen
- Datasheet Pigging Control Systems 0212 Rev1Dokument5 SeitenDatasheet Pigging Control Systems 0212 Rev1Murli ramchandranNoch keine Bewertungen
- EIL Installation StandardsDokument85 SeitenEIL Installation StandardsMurli ramchandran0% (2)
- Scraper Traps: Traditionally DependableDokument6 SeitenScraper Traps: Traditionally DependableMurli ramchandranNoch keine Bewertungen
- Rhino Process Equipment: Product DescriptionDokument2 SeitenRhino Process Equipment: Product DescriptionMurli ramchandranNoch keine Bewertungen
- Pig Launchers Pig ReceiversDokument3 SeitenPig Launchers Pig ReceiversMurli ramchandran0% (1)
- Datasheet - Pig Signallers: Product Description and FunctionsDokument2 SeitenDatasheet - Pig Signallers: Product Description and FunctionsMurli ramchandranNoch keine Bewertungen
- Sagebrush Omni Directional Pig Signal - 2Dokument2 SeitenSagebrush Omni Directional Pig Signal - 2Murli ramchandranNoch keine Bewertungen
- RMA Pipeline EquipmentDokument2 SeitenRMA Pipeline EquipmentMurli ramchandranNoch keine Bewertungen
- Keseimbangan Benda TegarDokument18 SeitenKeseimbangan Benda TegarNur Cholis MajidNoch keine Bewertungen
- Lecture 4 Design of Shallow FoundationDokument43 SeitenLecture 4 Design of Shallow FoundationNadia Alentajan Abduka IINoch keine Bewertungen
- Science & Cooking: From Haute Cuisine To Soft Matter Science (Chemistry)Dokument2 SeitenScience & Cooking: From Haute Cuisine To Soft Matter Science (Chemistry)Truc TranNoch keine Bewertungen
- Beam Number: Project Name: 17-Mar-20 Engr. Mark Christian D. Esguerra Passed Engineer: DateDokument1 SeiteBeam Number: Project Name: 17-Mar-20 Engr. Mark Christian D. Esguerra Passed Engineer: DateMark Christian EsguerraNoch keine Bewertungen
- g484 Physics Newtonian World Notes Ocr Robbie PeckDokument10 Seiteng484 Physics Newtonian World Notes Ocr Robbie Peckapi-236179294Noch keine Bewertungen
- Chapter 70 Multi Mooring Systems 2010Dokument135 SeitenChapter 70 Multi Mooring Systems 2010Araby Gamal GamalNoch keine Bewertungen
- C Programming StringDokument5 SeitenC Programming StringJohn Mark CarpioNoch keine Bewertungen
- Foot AbnormalityDokument23 SeitenFoot AbnormalityKezia PaneNoch keine Bewertungen
- E 1354 - 02 - Rtezntqtmdm - PDFDokument18 SeitenE 1354 - 02 - Rtezntqtmdm - PDFdelta lab sangliNoch keine Bewertungen
- Second Periodical ExamDokument19 SeitenSecond Periodical ExamMaynard Lee Estrada GomintongNoch keine Bewertungen
- Seatex DPS 132 User's ManualDokument96 SeitenSeatex DPS 132 User's ManualilgarNoch keine Bewertungen
- Laboratory Investigations On The Causes of Road Failures Constructed AlongDokument8 SeitenLaboratory Investigations On The Causes of Road Failures Constructed AlongMulugeta DessieNoch keine Bewertungen
- MA5616 AddinitionalDokument16 SeitenMA5616 AddinitionalMostafa A.SalamNoch keine Bewertungen
- Fatigue of MaterialsDokument54 SeitenFatigue of Materialsc_gaspard0% (1)
- Thanh Huyen - Week 5 - Final Test AnswerDokument3 SeitenThanh Huyen - Week 5 - Final Test AnswerNguyễn Sapphire Thanh HuyềnNoch keine Bewertungen
- What Is Generator Efficiency Calculation Formula GuideDokument6 SeitenWhat Is Generator Efficiency Calculation Formula Guidejitender.singh29Noch keine Bewertungen
- Process Pumps - Api-610: Single Stage Volute Casing PumpsDokument5 SeitenProcess Pumps - Api-610: Single Stage Volute Casing Pumpsmehrzad1373Noch keine Bewertungen
- ACC20 Engine Safety UnitDokument2 SeitenACC20 Engine Safety UnitVictor EugenNoch keine Bewertungen
- En Novatop ElementDokument32 SeitenEn Novatop ElementLucian CiprianNoch keine Bewertungen
- Colgate PalmoliveDokument8 SeitenColgate PalmoliveRahul MaddikuntaNoch keine Bewertungen
- Ee 434L Manual (5-12)Dokument45 SeitenEe 434L Manual (5-12)Saleemullah KhanNoch keine Bewertungen
- Certificate: Internal Examiner External ExaminerDokument51 SeitenCertificate: Internal Examiner External ExamineraryanNoch keine Bewertungen
- Visual Basic - Calling Matlab in VBDokument15 SeitenVisual Basic - Calling Matlab in VBSanthosh Kumar BaswaNoch keine Bewertungen
- Manual Xtable EXCEL LinkDokument7 SeitenManual Xtable EXCEL LinkElena Alexandra BeladanNoch keine Bewertungen
- The Azure Dictionary of Pain: A Straightforward Guide To Thorny Cloud TermsDokument27 SeitenThe Azure Dictionary of Pain: A Straightforward Guide To Thorny Cloud TermsDavid M WilliamsNoch keine Bewertungen
- Skewed Bridges: Effect of SkewDokument2 SeitenSkewed Bridges: Effect of SkewArun K RajNoch keine Bewertungen
- Cog Lab - Brain AsymmetryDokument3 SeitenCog Lab - Brain AsymmetryMaharshi Majmundar0% (1)
- Systemmeldungen GBDokument28 SeitenSystemmeldungen GBAhmet0% (1)
- Inductive Sensor NCB2-12GM35-N0-V1: DimensionsDokument3 SeitenInductive Sensor NCB2-12GM35-N0-V1: DimensionsmhaioocNoch keine Bewertungen
- Adr141c PDFDokument11 SeitenAdr141c PDFNamrata Shetti100% (1)