Das könnte Ihnen auch gefallen
- Avesta 2205-Pw Ac DC de eDokument10 SeitenAvesta 2205-Pw Ac DC de eKara WhiteNoch keine Bewertungen
- Avesta 248 SV DE GDokument7 SeitenAvesta 248 SV DE GKara WhiteNoch keine Bewertungen
- Sicherheitsdatenblatt: ABS CHNITT 1: Be Zeic Hnung Des Stoffs Bzw. Des Gemis Chs Und Des UnternehmensDokument9 SeitenSicherheitsdatenblatt: ABS CHNITT 1: Be Zeic Hnung Des Stoffs Bzw. Des Gemis Chs Und Des UnternehmensKara WhiteNoch keine Bewertungen
- B - Boehler EMK 6 - Ss - de - 5 PDFDokument1 SeiteB - Boehler EMK 6 - Ss - de - 5 PDFKara WhiteNoch keine Bewertungen
- Avesta 309 AC/DC: Stabelektrode, Hochlegiert, Nichtrostend, Besondere AnwendungenDokument1 SeiteAvesta 309 AC/DC: Stabelektrode, Hochlegiert, Nichtrostend, Besondere AnwendungenKara WhiteNoch keine Bewertungen
- ELO - 97920 - AD 2000-Bestellschein - (D, E) - 2016-09 PDFDokument4 SeitenELO - 97920 - AD 2000-Bestellschein - (D, E) - 2016-09 PDFKara WhiteNoch keine Bewertungen
- A Avesta 308H de de 5Dokument1 SeiteA Avesta 308H de de 5Kara WhiteNoch keine Bewertungen
- Avesta 248 SV DE GDokument7 SeitenAvesta 248 SV DE GKara WhiteNoch keine Bewertungen
- Avesta 308L MVR DE E PDFDokument10 SeitenAvesta 308L MVR DE E PDFKara WhiteNoch keine Bewertungen
- Böhler HL 51 L-MCDokument1 SeiteBöhler HL 51 L-MCKara WhiteNoch keine Bewertungen
- Avesta 2507/P100-HFDokument1 SeiteAvesta 2507/P100-HFKara WhiteNoch keine Bewertungen
- A Avesta 316L-Si SKR-Si de de 5Dokument1 SeiteA Avesta 316L-Si SKR-Si de de 5Kara WhiteNoch keine Bewertungen
- L1 353 de A Avesta 2507 P100 HF CuW Se deDokument1 SeiteL1 353 de A Avesta 2507 P100 HF CuW Se deKara WhiteNoch keine Bewertungen
- A Avesta 2304 de de 5Dokument1 SeiteA Avesta 2304 de de 5Kara WhiteNoch keine Bewertungen
- A Avesta 308L-Si MVR-Si de de 5Dokument1 SeiteA Avesta 308L-Si MVR-Si de de 5Kara WhiteNoch keine Bewertungen
- A Avesta 248 SV de deDokument1 SeiteA Avesta 248 SV de deKara WhiteNoch keine Bewertungen
- A Avesta 248 SV de deDokument1 SeiteA Avesta 248 SV de deKara WhiteNoch keine Bewertungen
- 2205Dokument1 Seite2205Kara WhiteNoch keine Bewertungen
- Aws A 5.8 Bcu1f Bvcu1xDokument1 SeiteAws A 5.8 Bcu1f Bvcu1xKara WhiteNoch keine Bewertungen
- L1 34347 de B Boehler AWS ER316LSi de de 2Dokument1 SeiteL1 34347 de B Boehler AWS ER316LSi de de 2Kara WhiteNoch keine Bewertungen
- A Avesta FCW 316l SKR-PW Fde deDokument1 SeiteA Avesta FCW 316l SKR-PW Fde deKara WhiteNoch keine Bewertungen
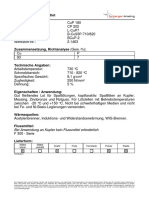
- Fontargen A 2003 Kupfer-Phosphor-Hartlot: Bei Anwendung An Kupfer Kein Flussmittel ErforderlichDokument1 SeiteFontargen A 2003 Kupfer-Phosphor-Hartlot: Bei Anwendung An Kupfer Kein Flussmittel ErforderlichKara WhiteNoch keine Bewertungen
- Fontargen A 200 L 58: ReinkupferlotDokument1 SeiteFontargen A 200 L 58: ReinkupferlotKara WhiteNoch keine Bewertungen
- A Avesta 2205 Ss de 5Dokument1 SeiteA Avesta 2205 Ss de 5Kara WhiteNoch keine Bewertungen
- A Avesta 2304 de de 5Dokument1 SeiteA Avesta 2304 de de 5Kara WhiteNoch keine Bewertungen
- AbdichtungsnormenDokument48 SeitenAbdichtungsnormenMajaNoch keine Bewertungen
- Prisma GradusDokument20 SeitenPrisma GradusjuanmaprocainNoch keine Bewertungen
- At Roof Bro Begeh 2008Dokument40 SeitenAt Roof Bro Begeh 2008stilpgNoch keine Bewertungen
- Entwurfs LV Holzbauarbeiten Hb020Dokument137 SeitenEntwurfs LV Holzbauarbeiten Hb020nictNoch keine Bewertungen