Das könnte Ihnen auch gefallen
- Rotating Machinery Reliability for Technicians and EngineersVon EverandRotating Machinery Reliability for Technicians and EngineersNoch keine Bewertungen
- Monitoring and Analysis of Machine VibrationDokument6 SeitenMonitoring and Analysis of Machine VibrationAvinashNoch keine Bewertungen
- Why Industrial Bearings Fail: Analysis, Maintenance, and PreventionVon EverandWhy Industrial Bearings Fail: Analysis, Maintenance, and PreventionNoch keine Bewertungen
- Diagnosis of Common Vibration Problems: Prof. Dr. Fawkia RamadanDokument13 SeitenDiagnosis of Common Vibration Problems: Prof. Dr. Fawkia Ramadanفرح تامر100% (1)
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisVon EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisBewertung: 4 von 5 Sternen4/5 (2)
- Vibration in Pumps PDFDokument5 SeitenVibration in Pumps PDFonspsnonsNoch keine Bewertungen
- Structural Health MonitoringVon EverandStructural Health MonitoringDaniel BalageasNoch keine Bewertungen
- Solving Motor Vibration Problems On Vertical Pumps ResonanceDokument5 SeitenSolving Motor Vibration Problems On Vertical Pumps Resonancejameel babooramNoch keine Bewertungen
- Case Histories in Vibration Analysis and Metal Fatigue for the Practicing EngineerVon EverandCase Histories in Vibration Analysis and Metal Fatigue for the Practicing EngineerBewertung: 4.5 von 5 Sternen4.5/5 (3)
- ISO 18436 Category IV Vibration Analyst Training TopicsDokument1 SeiteISO 18436 Category IV Vibration Analyst Training TopicsDean LofallNoch keine Bewertungen
- Detection of Ski Slopes in Vibration SpectrumsDokument7 SeitenDetection of Ski Slopes in Vibration SpectrumsjeyaselvanmNoch keine Bewertungen
- ORBIT AnalysisDokument4 SeitenORBIT AnalysisManoj PaneriNoch keine Bewertungen
- AMPLITUDE MODULATION Versus BEATSDokument5 SeitenAMPLITUDE MODULATION Versus BEATSHaitham YoussefNoch keine Bewertungen
- BearingDokument41 SeitenBearingM.IBRAHEEMNoch keine Bewertungen
- Vibration Analysis of Gear Box.5-MilosprokoDokument3 SeitenVibration Analysis of Gear Box.5-MilosprokoRavikiran Hegde100% (2)
- Rotordynamic Stability Case StudiesDokument9 SeitenRotordynamic Stability Case StudiesYong LiNoch keine Bewertungen
- Bypass Screw Conveyor Drive:: MotorDokument2 SeitenBypass Screw Conveyor Drive:: MotorHosam Abd ElkhalekNoch keine Bewertungen
- Chapter 10Dokument63 SeitenChapter 10Hosam Abd Elkhalek100% (1)
- Low Frequency EvaluationDokument13 SeitenLow Frequency EvaluationthrillerxNoch keine Bewertungen
- 20 - Sample Machinery Vibration Analysis ReportDokument12 Seiten20 - Sample Machinery Vibration Analysis ReportBawaInspectorNoch keine Bewertungen
- Article Overall Vibration Values For Reliable Wind Turbines PDFDokument4 SeitenArticle Overall Vibration Values For Reliable Wind Turbines PDFrrNoch keine Bewertungen
- Welcome To Modal Testing and Analysis: From Brüel & KjærDokument20 SeitenWelcome To Modal Testing and Analysis: From Brüel & KjærAhmed AymanNoch keine Bewertungen
- Shock Pulse MethodDokument10 SeitenShock Pulse MethodjavedNoch keine Bewertungen
- MisalignmentDokument13 SeitenMisalignmentZeeshan Sajid100% (1)
- VibMatters Current IssueDokument19 SeitenVibMatters Current IssueUsman JabbarNoch keine Bewertungen
- Basic Training Program On Vibration AnalysisDokument24 SeitenBasic Training Program On Vibration AnalysisMohamed Al-OdatNoch keine Bewertungen
- Basics of VibrationDokument6 SeitenBasics of VibrationChetan PrajapatiNoch keine Bewertungen
- Order Analysis ToolkitDokument16 SeitenOrder Analysis ToolkitManuel Enrique Salas FernándezNoch keine Bewertungen
- Gearbox Vibration Analysis - Analysis Techniques: The Peril of Wall Chart' AnalystsDokument18 SeitenGearbox Vibration Analysis - Analysis Techniques: The Peril of Wall Chart' AnalystsRICARDO OLIVERONoch keine Bewertungen
- Analysis of Fan Excessive Vibration Using Operating Deflection Shape AnalysisDokument11 SeitenAnalysis of Fan Excessive Vibration Using Operating Deflection Shape Analysisbudi_kamilNoch keine Bewertungen
- Vibrationreferenceguide PDFDokument2 SeitenVibrationreferenceguide PDFAngela Cely100% (1)
- Va Cat III - Velosi A4Dokument4 SeitenVa Cat III - Velosi A4shahbaz akramNoch keine Bewertungen
- Methodical Phase AnalysisDokument31 SeitenMethodical Phase Analysisturboconch100% (1)
- VA1901SOGT-01 - OGC Cooler Fan Vibration Analysis Report PDFDokument3 SeitenVA1901SOGT-01 - OGC Cooler Fan Vibration Analysis Report PDFfazzlieNoch keine Bewertungen
- Vibration Field Tehcnician Guide PDFDokument21 SeitenVibration Field Tehcnician Guide PDFadnane adnaneNoch keine Bewertungen
- Identification of Torsional Vibration Features in Electrical Powered Rotating EquipmentDokument9 SeitenIdentification of Torsional Vibration Features in Electrical Powered Rotating EquipmentHasan PashaNoch keine Bewertungen
- CGL02 Blowers Report May 2009Dokument9 SeitenCGL02 Blowers Report May 2009Hosam Abd Elkhalek100% (1)
- CHAPTER 6 Resonance and Critical Speed TestingDokument31 SeitenCHAPTER 6 Resonance and Critical Speed TestingHosam Abd Elkhalek67% (3)
- Vibration Signature of Defected Gear Tooth Using Spectral AnalysisDokument8 SeitenVibration Signature of Defected Gear Tooth Using Spectral AnalysisHURRYSTARNoch keine Bewertungen
- Solving Motor Vibration Problems On Vertical PumpsDokument5 SeitenSolving Motor Vibration Problems On Vertical Pumpsjameel babooramNoch keine Bewertungen
- Using Time Waveform Analysis To Distinguish Looseness From MisalignmentDokument5 SeitenUsing Time Waveform Analysis To Distinguish Looseness From MisalignmentManel Montesinos100% (1)
- Rev.13 VibViewDokument466 SeitenRev.13 VibViewdford8583Noch keine Bewertungen
- CM3141 en Bump Test ModuleDokument2 SeitenCM3141 en Bump Test ModuleLuisSilvaNoch keine Bewertungen
- VibMatters Current Issue PDFDokument20 SeitenVibMatters Current Issue PDFPedada AdityaNoch keine Bewertungen
- Operating Deflection ShapeDokument9 SeitenOperating Deflection ShapeDan-jones TudziNoch keine Bewertungen
- Failure Analysis Case Studies by Using Vibration Analysis TDokument10 SeitenFailure Analysis Case Studies by Using Vibration Analysis TValéria Lima Antônio FilhoNoch keine Bewertungen
- ISO 18436 Category IVDokument2 SeitenISO 18436 Category IVzona amrullohNoch keine Bewertungen
- Machinery Malfuntion Diagnosis and CorretionDokument752 SeitenMachinery Malfuntion Diagnosis and Corretionolivero23100% (2)
- Lesson 01 PDFDokument12 SeitenLesson 01 PDFAbuubakr Abdelwhab HassanNoch keine Bewertungen
- ISO10816 ChartsDokument14 SeitenISO10816 ChartsMeiliana Cendra AsihNoch keine Bewertungen
- Diagnosing Misalignment: Vibration AnalysisDokument5 SeitenDiagnosing Misalignment: Vibration AnalysisTamer EmamNoch keine Bewertungen
- Autocorrelation: 131 CAT IV Part 1 - Signal Processing SlidebookDokument8 SeitenAutocorrelation: 131 CAT IV Part 1 - Signal Processing SlidebookLe Thanh Hai100% (2)
- Orbit ReferenceDokument25 SeitenOrbit ReferenceIlku100% (1)
- SKF - Tech Associates of CharlotteDokument57 SeitenSKF - Tech Associates of Charlotteiatorres100% (4)
- Advanced Vibration Analysis On Gear Box TrainDokument25 SeitenAdvanced Vibration Analysis On Gear Box Trainoded98100% (1)
- The Practical Vibration PrimerDokument35 SeitenThe Practical Vibration PrimerKroya HunNoch keine Bewertungen
- Balancing Without Phase ReadingDokument2 SeitenBalancing Without Phase Readingvirtual_56Noch keine Bewertungen
- Monitoring Gear Boxes With Peakvue: Presentation at Niagara Falls Vibration Institute Chapter January 20, 2005Dokument60 SeitenMonitoring Gear Boxes With Peakvue: Presentation at Niagara Falls Vibration Institute Chapter January 20, 2005eko bagus sunaryo100% (2)
- RBMWizardDokument286 SeitenRBMWizardJesus EspinozaNoch keine Bewertungen
- Reciprocating Compressor Condition Monitoring - GEDokument6 SeitenReciprocating Compressor Condition Monitoring - GEBao-Phuc NguyenNoch keine Bewertungen
- Basic Bottom Fishing RigDokument2 SeitenBasic Bottom Fishing Rigjameel babooramNoch keine Bewertungen
- What Is A FractalDokument1 SeiteWhat Is A Fractaljameel babooramNoch keine Bewertungen
- Elliott Wave Theory InterpretationDokument2 SeitenElliott Wave Theory Interpretationjameel babooramNoch keine Bewertungen
- Ascent Reference GuideDokument514 SeitenAscent Reference Guidejameel babooram100% (2)
- Darul Uloom Halal ListDokument16 SeitenDarul Uloom Halal Listjameel babooramNoch keine Bewertungen
- Understanding Nissan Ignition Systems Lighting The FireDokument6 SeitenUnderstanding Nissan Ignition Systems Lighting The Firejameel babooramNoch keine Bewertungen
- Trainer Guide: Automotive Service TechnicianDokument30 SeitenTrainer Guide: Automotive Service Technicianjameel babooramNoch keine Bewertungen
- CardanDokument7 SeitenCardanjameel babooramNoch keine Bewertungen
- PROJECT STANDARD and SPECIFICATIONS Maintenance Best Practices For Rotating Equipment Rev01webDokument5 SeitenPROJECT STANDARD and SPECIFICATIONS Maintenance Best Practices For Rotating Equipment Rev01webViswanathPvNoch keine Bewertungen
- CardanDokument26 SeitenCardanjameel babooram100% (1)
- Excel II Tiptricks PDFDokument4 SeitenExcel II Tiptricks PDFjameel babooramNoch keine Bewertungen
- Manual: EnglishDokument84 SeitenManual: Englishjameel babooramNoch keine Bewertungen
- Machine Tools Guide: Lathes and Milling MachinesDokument70 SeitenMachine Tools Guide: Lathes and Milling Machinesjameel babooramNoch keine Bewertungen
- Cross Channel Phase: Setting Your Own ParametersDokument5 SeitenCross Channel Phase: Setting Your Own Parametersjameel babooramNoch keine Bewertungen
- Camshaft AdvanceDokument5 SeitenCamshaft Advancejameel babooramNoch keine Bewertungen
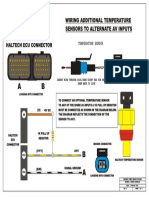
- Wiring Additional Temperature Sensors To Alternate Av InputsDokument1 SeiteWiring Additional Temperature Sensors To Alternate Av Inputsjameel babooramNoch keine Bewertungen
- Haltech Shift Light1Dokument1 SeiteHaltech Shift Light1jameel babooramNoch keine Bewertungen
- A Sensor Ground (B/W) B Map Signal (Y) C +5V Supply (O) TerminationsDokument1 SeiteA Sensor Ground (B/W) B Map Signal (Y) C +5V Supply (O) Terminationsjameel babooramNoch keine Bewertungen
- Technical Information VTEC CrossoverDokument9 SeitenTechnical Information VTEC Crossoverjameel babooramNoch keine Bewertungen
- Tuning AdviceDokument9 SeitenTuning Advicejameel babooramNoch keine Bewertungen
- Back Pressure Vs Delta PressureDokument5 SeitenBack Pressure Vs Delta Pressurejameel babooramNoch keine Bewertungen
- Hondata Tuning GuideDokument11 SeitenHondata Tuning Guidejameel babooram0% (1)
- Prayer Request: Eyesight: Selam Eleke SohbetsDokument1 SeitePrayer Request: Eyesight: Selam Eleke Sohbetsjameel babooramNoch keine Bewertungen
- ABB Water MotorDokument16 SeitenABB Water MotorHenry ChokieNoch keine Bewertungen
- Installation, Operation, Maintenance, Repair and Troubleshooting Instructions For THE ZSE Fire PumpDokument119 SeitenInstallation, Operation, Maintenance, Repair and Troubleshooting Instructions For THE ZSE Fire PumpKashif MasudNoch keine Bewertungen
- Formation Pres TempDokument1 SeiteFormation Pres TempMahmoud Ahmed Ali Abdelrazik0% (1)
- Compressed Air System Gyanendra Sharma Npti DelhiDokument12 SeitenCompressed Air System Gyanendra Sharma Npti DelhiNPTINoch keine Bewertungen
- CFD Analysis On Pulsating Heat Pipe To Improve Heat TransferDokument5 SeitenCFD Analysis On Pulsating Heat Pipe To Improve Heat TransferijripublishersNoch keine Bewertungen
- Foundation EngineeringDokument90 SeitenFoundation EngineeringAnonymous 2R2pCtCDNoch keine Bewertungen
- Lovejoy Tipo CJDokument22 SeitenLovejoy Tipo CJyerandasNoch keine Bewertungen
- ControlFlow GateValveDokument37 SeitenControlFlow GateValveclaudio godinezNoch keine Bewertungen
- X X H H S S: Department of Mechanical EngineeringDokument5 SeitenX X H H S S: Department of Mechanical EngineeringSeila MolinaNoch keine Bewertungen
- Scania CatalogDokument68 SeitenScania Catalogj_hernandez_ch80% (5)
- 6.missile DescriptionDokument31 Seiten6.missile DescriptionJorge Antonio Chávez MirandaNoch keine Bewertungen
- Datasheet (API 610 - 1 Page)Dokument8 SeitenDatasheet (API 610 - 1 Page)Rudin Fahrudin RahmanNoch keine Bewertungen
- Ref. 6.20 - PetytDokument11 SeitenRef. 6.20 - PetytVinicius RupelNoch keine Bewertungen
- PrimeRoyal HPD LE IOMDokument82 SeitenPrimeRoyal HPD LE IOMTadeo FajardoNoch keine Bewertungen
- 4011b PDFDokument46 Seiten4011b PDFlungu mihaiNoch keine Bewertungen
- Motoman Sk6 Service ManualDokument5 SeitenMotoman Sk6 Service Manualellen100% (47)
- "Don't Be A Normie, I Guess": Invisible MechanicsDokument30 Seiten"Don't Be A Normie, I Guess": Invisible Mechanicssameeryad72Noch keine Bewertungen
- Hydraulic Fan System 966Dokument4 SeitenHydraulic Fan System 966Ahmed Rezk100% (2)
- Den Co Close Control Product GuideDokument40 SeitenDen Co Close Control Product GuideJarwantoNoch keine Bewertungen
- Industrial Attachment ReportDokument20 SeitenIndustrial Attachment ReportAlbert OjiamboNoch keine Bewertungen
- HMV 105-02 H2 42559 e 11.10 CDokument9 SeitenHMV 105-02 H2 42559 e 11.10 Cxxsh100% (2)
- PPF Multimedia CatalogDokument24 SeitenPPF Multimedia Catalogalperen52Noch keine Bewertungen
- Engine Manual of WeichaiDokument121 SeitenEngine Manual of Weichaizein zee100% (9)
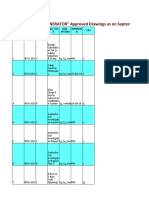
- DRG ListDokument272 SeitenDRG ListVijay PalNoch keine Bewertungen
- Valves. Valves and Fittings Pressure Drop CoefficientsDokument270 SeitenValves. Valves and Fittings Pressure Drop CoefficientsJMV100% (1)
- Facts at Your Fingertips-201104-Hopper Inserts For Improved Solids FlowDokument1 SeiteFacts at Your Fingertips-201104-Hopper Inserts For Improved Solids Flowonizuka-t2263Noch keine Bewertungen
- Installation, Operation and Maintenance Instructions Stainless Steel, Liquid Ring Vacuum PumpsDokument28 SeitenInstallation, Operation and Maintenance Instructions Stainless Steel, Liquid Ring Vacuum PumpspinplataNoch keine Bewertungen
- Stg-1 TDBFP Isolation NormalisationDokument4 SeitenStg-1 TDBFP Isolation Normalisationnetygen1Noch keine Bewertungen
- Screws Self-DrillingDokument22 SeitenScrews Self-DrillingSamra DukićNoch keine Bewertungen
- 5f9accc0f3f8f455bebc45f3 - 94 Shkolnik, Alexander - Final PaperDokument13 Seiten5f9accc0f3f8f455bebc45f3 - 94 Shkolnik, Alexander - Final PaperpeterNoch keine Bewertungen