Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Elliott Wave Theory InterpretationDokument2 SeitenElliott Wave Theory Interpretationjameel babooramNoch keine Bewertungen
- Darul Uloom Halal ListDokument16 SeitenDarul Uloom Halal Listjameel babooramNoch keine Bewertungen
- What Is A FractalDokument1 SeiteWhat Is A Fractaljameel babooramNoch keine Bewertungen
- Basic Bottom Fishing RigDokument2 SeitenBasic Bottom Fishing Rigjameel babooramNoch keine Bewertungen
- ActionLearning PDFDokument62 SeitenActionLearning PDFAbdulkadir JeilaniNoch keine Bewertungen
- Ascent Reference GuideDokument514 SeitenAscent Reference Guidejameel babooram100% (2)
- Understanding Nissan Ignition Systems Lighting The FireDokument6 SeitenUnderstanding Nissan Ignition Systems Lighting The Firejameel babooramNoch keine Bewertungen
- Trainer Guide: Automotive Service TechnicianDokument30 SeitenTrainer Guide: Automotive Service Technicianjameel babooramNoch keine Bewertungen
- E710 ManualDokument156 SeitenE710 Manualjameel babooramNoch keine Bewertungen
- PROJECT STANDARD and SPECIFICATIONS Maintenance Best Practices For Rotating Equipment Rev01webDokument5 SeitenPROJECT STANDARD and SPECIFICATIONS Maintenance Best Practices For Rotating Equipment Rev01webViswanathPvNoch keine Bewertungen
- Sehs 7654 CM20160713 53120 62927 PDFDokument28 SeitenSehs 7654 CM20160713 53120 62927 PDFnasiramzanNoch keine Bewertungen
- ScribdDokument1 SeiteScribdjameel babooramNoch keine Bewertungen
- Manual: EnglishDokument84 SeitenManual: Englishjameel babooramNoch keine Bewertungen
- Machine Tools Guide: Lathes and Milling MachinesDokument70 SeitenMachine Tools Guide: Lathes and Milling Machinesjameel babooramNoch keine Bewertungen
- Root Cause Analysis Corrective ActionDokument12 SeitenRoot Cause Analysis Corrective ActionAbdulrahman Alkhowaiter100% (2)
- Tabla Charlotte - 1Dokument53 SeitenTabla Charlotte - 1Jose G Lopez100% (3)
- Field Alignment RequirementsDokument5 SeitenField Alignment Requirementsjameel babooramNoch keine Bewertungen
- CardanDokument26 SeitenCardanjameel babooram100% (1)
- CardanDokument7 SeitenCardanjameel babooramNoch keine Bewertungen
- 6th Central Pay Commission Salary CalculatorDokument15 Seiten6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Cross Channel Phase: Setting Your Own ParametersDokument5 SeitenCross Channel Phase: Setting Your Own Parametersjameel babooramNoch keine Bewertungen
- Excel II Tiptricks PDFDokument4 SeitenExcel II Tiptricks PDFjameel babooramNoch keine Bewertungen
- Wartsila Guideline Dynamics VibrationsDokument6 SeitenWartsila Guideline Dynamics Vibrationsabm2281999Noch keine Bewertungen
- A Sensor Ground (B/W) B Map Signal (Y) C +5V Supply (O) TerminationsDokument1 SeiteA Sensor Ground (B/W) B Map Signal (Y) C +5V Supply (O) Terminationsjameel babooramNoch keine Bewertungen
- Design of Experiments Via Taguchi Methods21Dokument46 SeitenDesign of Experiments Via Taguchi Methods21Anny OnneNoch keine Bewertungen
- PhaseDokument1 SeitePhasejameel babooramNoch keine Bewertungen
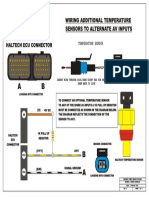
- Wiring Additional Temperature Sensors To Alternate Av InputsDokument1 SeiteWiring Additional Temperature Sensors To Alternate Av Inputsjameel babooramNoch keine Bewertungen
- Haltech Shift Light1Dokument1 SeiteHaltech Shift Light1jameel babooramNoch keine Bewertungen
- Engine Exhaust Flow Rate CalculationDokument8 SeitenEngine Exhaust Flow Rate CalculationMani Kumar50% (2)
- Camshaft AdvanceDokument5 SeitenCamshaft Advancejameel babooramNoch keine Bewertungen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Primal Grow Pro Supplement Review - Does It Work or Scam?Dokument3 SeitenPrimal Grow Pro Supplement Review - Does It Work or Scam?Rakib0% (1)
- Freelance Contract AgreementDokument10 SeitenFreelance Contract AgreementGayathri Prajit100% (1)
- Decisions Made by The DecisionDokument2 SeitenDecisions Made by The Decisionneil arellano mutiaNoch keine Bewertungen
- The Dell Direct Model: What It Means For Customers (Users) : - ProsDokument12 SeitenThe Dell Direct Model: What It Means For Customers (Users) : - ProsAbhinandan MattelaNoch keine Bewertungen
- Programa de Formacion: English Dot Works 2Dokument4 SeitenPrograma de Formacion: English Dot Works 2Juan GuerreroNoch keine Bewertungen
- Donor's Tax Post QuizDokument12 SeitenDonor's Tax Post QuizMichael Aquino0% (1)
- Repair of Small Household Appliances and Power ToolsDokument315 SeitenRepair of Small Household Appliances and Power ToolsahmadnawazjaswalNoch keine Bewertungen
- ESAT FormulaDokument11 SeitenESAT FormulaSKYE LightsNoch keine Bewertungen
- KACE SeDokument63 SeitenKACE SeAbdul RahimNoch keine Bewertungen
- Alabama GOP ResolutionDokument2 SeitenAlabama GOP ResolutionFox News67% (6)
- Types of IndexDokument4 SeitenTypes of IndexKantha EnduriNoch keine Bewertungen
- Conventional and Computed TomographyDokument29 SeitenConventional and Computed TomographyJerome D FlorentinoNoch keine Bewertungen
- Outsourced New Product DevelopmentDokument5 SeitenOutsourced New Product Developmentvinnakota5Noch keine Bewertungen
- Kathrein 739624Dokument2 SeitenKathrein 739624anna.bNoch keine Bewertungen
- I Am Trying To Design A Bus Brace For A 3 Phase Busbar SyatemDokument9 SeitenI Am Trying To Design A Bus Brace For A 3 Phase Busbar SyatemSanjeewa HemaratneNoch keine Bewertungen
- Tia-Eia-Is 801-1 - 2001Dokument148 SeitenTia-Eia-Is 801-1 - 2001John UrdanetaNoch keine Bewertungen
- The History of The Evening NewsDokument14 SeitenThe History of The Evening NewsWaqas MahmoodNoch keine Bewertungen
- 10 BDDDokument39 Seiten10 BDDEliana NaviaNoch keine Bewertungen
- Theories of International TradeDokument33 SeitenTheories of International Tradefrediz79Noch keine Bewertungen
- Week 7 Module 7 TAX2 - Business and Transfer Taxation - PADAYHAGDokument23 SeitenWeek 7 Module 7 TAX2 - Business and Transfer Taxation - PADAYHAGfernan opeliñaNoch keine Bewertungen
- Cover LetterDokument2 SeitenCover LetterSasi Gangadhar BNoch keine Bewertungen
- Roger Rabbit:, Forest Town, CA 90020Dokument3 SeitenRoger Rabbit:, Forest Town, CA 90020Marc TNoch keine Bewertungen
- Ec8691 MPMC Question BankDokument41 SeitenEc8691 MPMC Question BankManimegalaiNoch keine Bewertungen
- Working of Online Trading in Indian Stock MarketDokument81 SeitenWorking of Online Trading in Indian Stock MarketVarad Mhatre100% (1)
- Small Wind Generation 1Dokument60 SeitenSmall Wind Generation 1Satya KrishnaNoch keine Bewertungen
- Top Notch 1, 3° Edicion Workbook Answer KeyDokument14 SeitenTop Notch 1, 3° Edicion Workbook Answer KeyLuis Lopez90% (61)
- Psar Techspec Autologicsoftwaretechspecfor Psarvehicles en PF v2.0Dokument183 SeitenPsar Techspec Autologicsoftwaretechspecfor Psarvehicles en PF v2.0PhatNoch keine Bewertungen
- Guia de Desinstalación de ODOO EN UBUNTUDokument3 SeitenGuia de Desinstalación de ODOO EN UBUNTUjesusgom100% (1)
- Packages: Khidmatul A'WaamDokument4 SeitenPackages: Khidmatul A'WaamAltaaf IzmaheroNoch keine Bewertungen
- Photoshop TheoryDokument10 SeitenPhotoshop TheoryShri BhagwanNoch keine Bewertungen