Das könnte Ihnen auch gefallen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (120)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Torques 3406 CaterpillarDokument3 SeitenTorques 3406 CaterpillarJuan Dolla Jjau90% (48)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Electric Fan RepairDokument12 SeitenElectric Fan RepairYsabelle Tagaruma33% (3)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- ABB SWBD VD4 Brochure PDFDokument6 SeitenABB SWBD VD4 Brochure PDFanand_girgaonkarNoch keine Bewertungen
- Assignment 3 - 2 Microcontrollers With DatasheetsDokument2 SeitenAssignment 3 - 2 Microcontrollers With Datasheetsapi-42328551276% (45)
- Fce Speaking TipsDokument28 SeitenFce Speaking TipsAnonymous fLpGQVv100% (2)
- Manual Yamaha Clavinova P100Dokument69 SeitenManual Yamaha Clavinova P100Nelon Rocha100% (1)
- Toyota 5L Terminales de EcmDokument9 SeitenToyota 5L Terminales de EcmAlfred Nayb Cañoli Ildefonso0% (1)
- Blender 04Dokument38 SeitenBlender 04Ana Maria100% (1)
- VDA Volume 6.3 2016 Chapter 9.1 Process Audit Action PlanDokument8 SeitenVDA Volume 6.3 2016 Chapter 9.1 Process Audit Action PlanYo GoldNoch keine Bewertungen
- Facts at Your Fingertips-201010-MSMPR Crystallization EquipmentDokument1 SeiteFacts at Your Fingertips-201010-MSMPR Crystallization Equipmentonizuka-t2263Noch keine Bewertungen
- Facts at Your Fingertips-201105-Pressure Measurement ConsiderationsDokument1 SeiteFacts at Your Fingertips-201105-Pressure Measurement Considerationsonizuka-t2263Noch keine Bewertungen
- Facts at Your Fingertips-201101-Hansen Solubility Parameters (HSP)Dokument1 SeiteFacts at Your Fingertips-201101-Hansen Solubility Parameters (HSP)onizuka-t2263Noch keine Bewertungen
- Facts at Your Fingertips-201103-Infrared Temperature MeasurementDokument1 SeiteFacts at Your Fingertips-201103-Infrared Temperature Measurementonizuka-t2263Noch keine Bewertungen
- Facts at Your Fingertips-201102-Control Valve Position SensorsDokument1 SeiteFacts at Your Fingertips-201102-Control Valve Position Sensorsonizuka-t2263Noch keine Bewertungen
- Facts at Your Fingertips-201104-Hopper Inserts For Improved Solids FlowDokument1 SeiteFacts at Your Fingertips-201104-Hopper Inserts For Improved Solids Flowonizuka-t2263Noch keine Bewertungen
- CHE Facts 0410Dokument1 SeiteCHE Facts 0410gwinnruNoch keine Bewertungen
- Facts at Your Fingertips-201009-Controlling Membrane FoulingDokument1 SeiteFacts at Your Fingertips-201009-Controlling Membrane Foulingonizuka-t2263Noch keine Bewertungen
- Facts at Your Fingertips-201011-Viscosity MeasurementDokument1 SeiteFacts at Your Fingertips-201011-Viscosity Measurementonizuka-t2263Noch keine Bewertungen
- Facts at Your Fingertips-201006-Fluid MechanicsDokument1 SeiteFacts at Your Fingertips-201006-Fluid Mechanicsonizuka-t2263Noch keine Bewertungen
- Facts at Your Fingertips-201008-Heat Transfer Fluids System FiltrationDokument1 SeiteFacts at Your Fingertips-201008-Heat Transfer Fluids System Filtrationonizuka-t2263Noch keine Bewertungen
- Facts at Your Fingertips-200912-Creating Installed Gain GraphsDokument1 SeiteFacts at Your Fingertips-200912-Creating Installed Gain Graphsonizuka-t2263Noch keine Bewertungen
- Facts at Your Fingertips-201012-Project Design Decision-Making Option ListsDokument1 SeiteFacts at Your Fingertips-201012-Project Design Decision-Making Option Listsonizuka-t2263Noch keine Bewertungen
- Facts at Your Fingertips-201007-Conservation Economics Carbon Pricing ImpactsDokument1 SeiteFacts at Your Fingertips-201007-Conservation Economics Carbon Pricing Impactsonizuka-t2263Noch keine Bewertungen
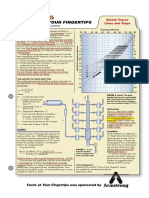
- Facts at Your Fingertips-201003-Steam Tracer Lines and Traps PDFDokument1 SeiteFacts at Your Fingertips-201003-Steam Tracer Lines and Traps PDFonizuka-t2263Noch keine Bewertungen
- Facts at Your Fingertips-201003-Steam Tracer Lines and Traps PDFDokument1 SeiteFacts at Your Fingertips-201003-Steam Tracer Lines and Traps PDFonizuka-t2263Noch keine Bewertungen
- Facts at Your Fingertips-201005-Burner Operating Characteristics PDFDokument1 SeiteFacts at Your Fingertips-201005-Burner Operating Characteristics PDFonizuka-t2263Noch keine Bewertungen
- Facts at Your Fingertips-201005-Burner Operating Characteristics PDFDokument1 SeiteFacts at Your Fingertips-201005-Burner Operating Characteristics PDFonizuka-t2263Noch keine Bewertungen
- Facts at Your Fingertips-201002-Positive Displacement PumpsDokument1 SeiteFacts at Your Fingertips-201002-Positive Displacement Pumpsonizuka-t2263Noch keine Bewertungen
- Facts at Your Fingertips-201001-Low-Pressure MeasurementDokument1 SeiteFacts at Your Fingertips-201001-Low-Pressure Measurementonizuka-t2263Noch keine Bewertungen
- Facts at Your Fingertips-201001-Low-Pressure MeasurementDokument1 SeiteFacts at Your Fingertips-201001-Low-Pressure Measurementonizuka-t2263Noch keine Bewertungen
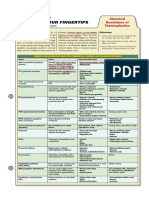
- Facts at Your Fingertips-200910-Chemical Resistance of ThermoplasticsDokument1 SeiteFacts at Your Fingertips-200910-Chemical Resistance of Thermoplasticsonizuka-t2263Noch keine Bewertungen
- Above and Underground Storage Tanks PDFDokument1 SeiteAbove and Underground Storage Tanks PDFrasik.kiraneNoch keine Bewertungen
- Facts at Your Fingertips-201002-Positive Displacement PumpsDokument1 SeiteFacts at Your Fingertips-201002-Positive Displacement Pumpsonizuka-t2263Noch keine Bewertungen
- CHE Facts 0410Dokument1 SeiteCHE Facts 0410gwinnruNoch keine Bewertungen
- Adsorption PDFDokument1 SeiteAdsorption PDFrasik.kiraneNoch keine Bewertungen
- Facts at Your Fingertips-200909-Heat Transfer System Design IIDokument1 SeiteFacts at Your Fingertips-200909-Heat Transfer System Design IIonizuka-t2263Noch keine Bewertungen
- Facts at Your Fingertips-200905-Choosing A Control SystemDokument1 SeiteFacts at Your Fingertips-200905-Choosing A Control Systemonizuka-t2263Noch keine Bewertungen
- Facts at Your Fingertips-200907-Flowmeter SelectionDokument2 SeitenFacts at Your Fingertips-200907-Flowmeter Selectiononizuka-t2263Noch keine Bewertungen
- Facts at Your Fingertips-200906-Specialty MetalsDokument1 SeiteFacts at Your Fingertips-200906-Specialty Metalsonizuka-t2263Noch keine Bewertungen
- Akta Satelit On Astra 4A at 4Dokument6 SeitenAkta Satelit On Astra 4A at 4Amirul AsyrafNoch keine Bewertungen
- A Transactive Energy Future PDFDokument6 SeitenA Transactive Energy Future PDFGilberto CastrejeNoch keine Bewertungen
- IOT SyllabusDokument3 SeitenIOT Syllabuspoojan thakkarNoch keine Bewertungen
- Resume Executive Summary ExampleDokument5 SeitenResume Executive Summary ExampleSathish GunasekarNoch keine Bewertungen
- Reduced Vertical Separation Minimum - RVSM: IVAO HQ Training DepartmentDokument4 SeitenReduced Vertical Separation Minimum - RVSM: IVAO HQ Training DepartmentjesusNoch keine Bewertungen
- Patrick Bernard Resume 2018 ExecutiveDokument3 SeitenPatrick Bernard Resume 2018 ExecutivePatrick BernardNoch keine Bewertungen
- ETG3000 BrochureDokument9 SeitenETG3000 BrochureMayolo MartinezNoch keine Bewertungen
- Harden's Spices Model For Biochemistry in Medical CurriculumDokument10 SeitenHarden's Spices Model For Biochemistry in Medical CurriculumGlobal Research and Development Services100% (1)
- Lecture 1 - Auditing & Internal ControlDokument63 SeitenLecture 1 - Auditing & Internal ControlLei CasipleNoch keine Bewertungen
- 1.5-7 Power Distribution Systems Reference Data: Motor ProtectionDokument1 Seite1.5-7 Power Distribution Systems Reference Data: Motor ProtectionMiguel Augusto Donayre CarbajalNoch keine Bewertungen
- Linear ProgrammingDokument6 SeitenLinear ProgrammingabeerNoch keine Bewertungen
- ASH ReportDokument3 SeitenASH ReportChandra SekharNoch keine Bewertungen
- Safety Integrity Level (SIL) Determination Using LOPA Methods To Comply With IEC 61511 and ISA 84Dokument3 SeitenSafety Integrity Level (SIL) Determination Using LOPA Methods To Comply With IEC 61511 and ISA 84naren_013Noch keine Bewertungen
- Demographic Questions: Imagineh2O'S Water Energy Nexus Prize Competition Younoodle Registration QuestionsDokument3 SeitenDemographic Questions: Imagineh2O'S Water Energy Nexus Prize Competition Younoodle Registration QuestionstmangatNoch keine Bewertungen
- UbnfilelDokument3 SeitenUbnfilelJorge LorenzoNoch keine Bewertungen
- NTS - Math Notes & Mcqs Solved Grade 8thDokument10 SeitenNTS - Math Notes & Mcqs Solved Grade 8thZahid KumailNoch keine Bewertungen
- VLSI Design FlowDokument20 SeitenVLSI Design FlowPranav DarganNoch keine Bewertungen
- PanavisionSVI ELIS 1024A Datasheet PDS0004RevJDokument13 SeitenPanavisionSVI ELIS 1024A Datasheet PDS0004RevJAmarnath M DamodaranNoch keine Bewertungen
- BTD-Final Lesson PlanDokument22 SeitenBTD-Final Lesson PlanSunil BajantriNoch keine Bewertungen
- Glass Stair RailingsDokument1 SeiteGlass Stair RailingsRenz ChuaNoch keine Bewertungen
- Notes On Foam From SFPE HandbookDokument10 SeitenNotes On Foam From SFPE HandbookkdsessionsNoch keine Bewertungen