Das könnte Ihnen auch gefallen
- Separación Bifásica y TrifásicaDokument25 SeitenSeparación Bifásica y TrifásicaPIDNoch keine Bewertungen
- Separación Bifásica y TrifásicaDokument25 SeitenSeparación Bifásica y TrifásicaPIDNoch keine Bewertungen
- TEST #3 (Produccion I)Dokument64 SeitenTEST #3 (Produccion I)Dayver Pascual LazcanoNoch keine Bewertungen
- Destilacion Por Lotes PDFDokument13 SeitenDestilacion Por Lotes PDFLuis CamposNoch keine Bewertungen
- Diseno y Evaluacion de Separadores TrifasicosDokument98 SeitenDiseno y Evaluacion de Separadores TrifasicosDario LetaNoch keine Bewertungen
- Destilacion Por LotesDokument13 SeitenDestilacion Por Lotesa7mltNoch keine Bewertungen
- Practica Reflujo Total FinalDokument47 SeitenPractica Reflujo Total FinalGustavo Perez AngelesNoch keine Bewertungen
- Rectifiacion Continua LuisDokument26 SeitenRectifiacion Continua LuisLuis Alberto Domínguez MendozaNoch keine Bewertungen
- Desempeños Columna de Platos para Separación de Metanol, Etanol y AguaDokument8 SeitenDesempeños Columna de Platos para Separación de Metanol, Etanol y AguaAndrés SánchezNoch keine Bewertungen
- Columnas de AbsorciónDokument42 SeitenColumnas de AbsorciónjoagomezroNoch keine Bewertungen
- Diseno y Evaluacion de Separadores TrifasicosDokument97 SeitenDiseno y Evaluacion de Separadores TrifasicosCarlos Mauricio Nin CorralesNoch keine Bewertungen
- SEIDER Product and Process Design PriDokument30 SeitenSEIDER Product and Process Design PriGersonHarrimanNoch keine Bewertungen
- Modelo MatemáticoDokument15 SeitenModelo MatemáticoRocio Maria A rojasNoch keine Bewertungen
- PRACTICA NO 1 Unidad 2 MEZCLADOR EN ESTADO DINAMICODokument17 SeitenPRACTICA NO 1 Unidad 2 MEZCLADOR EN ESTADO DINAMICOErika PerezNoch keine Bewertungen
- Reporte Destilacion Lopu 2Dokument52 SeitenReporte Destilacion Lopu 2Salazar SalazarNoch keine Bewertungen
- Capitulo 1 SeparadoresDokument5 SeitenCapitulo 1 SeparadorescesarNoch keine Bewertungen
- Actividad 7 - PsiDokument17 SeitenActividad 7 - PsiLEONARDO V�CTOR EUGENIO PACHAS QUISPENoch keine Bewertungen
- Diseño y Evaluación de Separadores TrifásicosDokument98 SeitenDiseño y Evaluación de Separadores TrifásicosIvan CruzNoch keine Bewertungen
- Fraccionamiento Del Gas Natural Def - 2Dokument44 SeitenFraccionamiento Del Gas Natural Def - 2Fernando Marquez Zubieta100% (1)
- Scrubbers - Depuradores de GasDokument8 SeitenScrubbers - Depuradores de GasjesuselviseleNoch keine Bewertungen
- Parámetros Requeridos en El Diseño de Separadores para Manejar Mezclas Gas PDFDokument6 SeitenParámetros Requeridos en El Diseño de Separadores para Manejar Mezclas Gas PDFJuanNoch keine Bewertungen
- Grupo 1 (Final)Dokument71 SeitenGrupo 1 (Final)Vanessa Colque ChoqueNoch keine Bewertungen
- PreflashDokument18 SeitenPreflashmayatefyNoch keine Bewertungen
- Diseño y Configuración de Separadores de HidrocarburosDokument44 SeitenDiseño y Configuración de Separadores de HidrocarburosGerardoMoscosoMoreno100% (1)
- Trabajo Final Masa 2Dokument51 SeitenTrabajo Final Masa 2Valia TixeNoch keine Bewertungen
- Unidad II Separacion de FluidosDokument6 SeitenUnidad II Separacion de FluidosFabián Magaña JiménezNoch keine Bewertungen
- 2023-01-LOTM #5 Destilación Diferencial PDFDokument2 Seiten2023-01-LOTM #5 Destilación Diferencial PDFValerie Cordoba TeranNoch keine Bewertungen
- 6 Separacion de HCB - SDokument19 Seiten6 Separacion de HCB - SVentasdeOcasionNoch keine Bewertungen
- DestilaciónDokument15 SeitenDestilaciónJuan Camilo Montaño VillegasNoch keine Bewertungen
- 2023-01-LOTM #5 Destilación DiferencialDokument2 Seiten2023-01-LOTM #5 Destilación DiferencialValerie Cordoba TeranNoch keine Bewertungen
- Separacion de FluidosDokument20 SeitenSeparacion de FluidosNely SanchezNoch keine Bewertungen
- ACONDICIONAMIENTO DEL GAS NATURALespañolDokument11 SeitenACONDICIONAMIENTO DEL GAS NATURALespañolHumberto CruizNoch keine Bewertungen
- Importancia de La Caracterización Del Fluido y El Efecto de La TemperaturaDokument22 SeitenImportancia de La Caracterización Del Fluido y El Efecto de La TemperaturaMarcelo PresendaNoch keine Bewertungen
- Fraccionamiento de LGNDokument16 SeitenFraccionamiento de LGNAstrid Marilia100% (1)
- DestilaciónDokument16 SeitenDestilaciónRaiza Vera Cantos100% (1)
- SeparadoresDokument81 SeitenSeparadoreswilmy_21Noch keine Bewertungen
- Bashbush Modificado MetodoDokument27 SeitenBashbush Modificado MetodokuzapNoch keine Bewertungen
- Fraccionamiento Del Gas Natural Def 2Dokument44 SeitenFraccionamiento Del Gas Natural Def 2Marcos Polo YucraNoch keine Bewertungen
- SAEQDokument56 SeitenSAEQRolando CallejasNoch keine Bewertungen
- MÓDULO 1 Cap 2 SEPARACION DE FLUIDOSDokument39 SeitenMÓDULO 1 Cap 2 SEPARACION DE FLUIDOSMarco Antonio Torrez IbarraNoch keine Bewertungen
- Calculo Del Coste de Una Colmna de Destilacion - 2Dokument25 SeitenCalculo Del Coste de Una Colmna de Destilacion - 2Maria GM0% (1)
- Columna de DestilaciónDokument13 SeitenColumna de DestilaciónAxel Eduardo Carrasco MedinaNoch keine Bewertungen
- Sintesis de Estireno DyCDokument21 SeitenSintesis de Estireno DyCGerardo RicardezNoch keine Bewertungen
- Diseño de SeparadoresDokument36 SeitenDiseño de SeparadoresJorjelina Castillo CanteroNoch keine Bewertungen
- Marco Teorico DESTILACION FINALDokument2 SeitenMarco Teorico DESTILACION FINALJuan DiegoNoch keine Bewertungen
- Burbuja y RocioDokument82 SeitenBurbuja y RocioMiguel Angel Ruiz PérezNoch keine Bewertungen
- Separadores Liquido GasDokument10 SeitenSeparadores Liquido GasjuanchaloNoch keine Bewertungen
- Proyecto de Explotacion Del GasDokument29 SeitenProyecto de Explotacion Del GasChelo ParrillaNoch keine Bewertungen
- 4 Destilacion DiscontinuaDokument29 Seiten4 Destilacion DiscontinuaLadhiJaniraDextreMartinezNoch keine Bewertungen
- Separadores Trifasicos Horizontal y VerticalDokument50 SeitenSeparadores Trifasicos Horizontal y VerticalSantiagoCadena100% (1)
- Teoría Del Diseño de Una Batería de SeparaciónDokument25 SeitenTeoría Del Diseño de Una Batería de SeparaciónAlberto Vázquez ContrerasNoch keine Bewertungen
- Normas para El Diseño de SeparadoresDokument21 SeitenNormas para El Diseño de SeparadoresLuis Fernando Valdivia Baldiviezo100% (1)
- Unidad 2 Separacion de FluidosDokument14 SeitenUnidad 2 Separacion de FluidosRJ Christhian Alondra75% (4)
- DestilacionDokument242 SeitenDestilacionJvson Vens SanceNoch keine Bewertungen
- Destilación de MulticomponentesDokument13 SeitenDestilación de MulticomponentesMichael GuerreroNoch keine Bewertungen
- Plantas piloto de tratamiento de agua potable y agua residualVon EverandPlantas piloto de tratamiento de agua potable y agua residualBewertung: 5 von 5 Sternen5/5 (1)
- Recirculación de gases de escape mediante sistemas de baja presión en motores diésel sobrealimentadosVon EverandRecirculación de gases de escape mediante sistemas de baja presión en motores diésel sobrealimentadosBewertung: 3 von 5 Sternen3/5 (3)
- Diseño de sistemas termofluidos: Una visión integradoraVon EverandDiseño de sistemas termofluidos: Una visión integradoraNoch keine Bewertungen
- Eficiencia energética en las instalaciones de calefacción y acs en los edificios. ENAC0108Von EverandEficiencia energética en las instalaciones de calefacción y acs en los edificios. ENAC0108Noch keine Bewertungen
- Tesis DocensiaDokument44 SeitenTesis DocensiaeduardoNoch keine Bewertungen
- Control de RelaciónDokument8 SeitenControl de Relacióneduardo100% (1)
- Criterios de Selección de Solventes Mediante Una Matriz de Evaluación TécnicaDokument7 SeitenCriterios de Selección de Solventes Mediante Una Matriz de Evaluación TécnicaeduardoNoch keine Bewertungen
- Eficiencia de PlatosDokument36 SeitenEficiencia de PlatoseduardoNoch keine Bewertungen
- Negocio Del GasDokument36 SeitenNegocio Del GaseduardoNoch keine Bewertungen
- Fsg-019 Inspeccion Vehicular Carro Rev1Dokument1 SeiteFsg-019 Inspeccion Vehicular Carro Rev1eduardo0% (1)
- Ejercicios NomenclaturaDokument1 SeiteEjercicios NomenclaturaeduardoNoch keine Bewertungen
- Paso A Paso Del ControladorDokument13 SeitenPaso A Paso Del ControladoreduardoNoch keine Bewertungen
- Unidad 8Dokument156 SeitenUnidad 8ester01ph100% (1)
- Cartel de Competencias, Capacidades Y Desempeños Del MatemáticaDokument4 SeitenCartel de Competencias, Capacidades Y Desempeños Del MatemáticaJuanjo Mayo AtocNoch keine Bewertungen
- Repaso Unidad 3 (Sexto Año)Dokument3 SeitenRepaso Unidad 3 (Sexto Año)Karin Aguayo MelgarejoNoch keine Bewertungen
- Metodologia de La Investigacion en SALUDDokument123 SeitenMetodologia de La Investigacion en SALUDordoezmartinezNoch keine Bewertungen
- Guia Sobre Razones de CambioDokument2 SeitenGuia Sobre Razones de CambioMario MedinaNoch keine Bewertungen
- PerspectivasDokument40 SeitenPerspectivasRosanaMastrandreaNoch keine Bewertungen
- Ejercicios de Integracion Multiple Con RespuestasDokument3 SeitenEjercicios de Integracion Multiple Con RespuestasAlejandro Miguel Zegarra YufraNoch keine Bewertungen
- Transcad Curso Final General123 PDFDokument109 SeitenTranscad Curso Final General123 PDFJuan TolentinoNoch keine Bewertungen
- Metodos Numericos - Quiz 1 45 de 60 - Intento 2Dokument6 SeitenMetodos Numericos - Quiz 1 45 de 60 - Intento 2Alex MejiaNoch keine Bewertungen
- Evaluacion Geometria 3°Dokument4 SeitenEvaluacion Geometria 3°salinasruizNoch keine Bewertungen
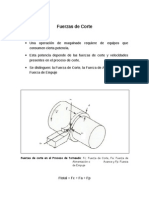
- Fuerzas de CorteDokument9 SeitenFuerzas de CorteDiana CarrilloNoch keine Bewertungen
- 2009 Inst2 4°Dokument3 Seiten2009 Inst2 4°Escuela 105, Salto - UruguayNoch keine Bewertungen
- RarefaccionDokument7 SeitenRarefaccionVictor PascuNoch keine Bewertungen
- Medidas de Tendencia CentralDokument7 SeitenMedidas de Tendencia CentralEvelyn EspinozaNoch keine Bewertungen
- Saul Cabañas, Ejercicio 2 64Dokument3 SeitenSaul Cabañas, Ejercicio 2 64SAULNoch keine Bewertungen
- Practica MCM-MCDDokument2 SeitenPractica MCM-MCDHARRYS SEBASTIAN VALDERRAMA GUZMANNoch keine Bewertungen
- Cuaderno Ejerc. Tec. IDokument16 SeitenCuaderno Ejerc. Tec. IMaría Jesús Caballero SánchezNoch keine Bewertungen
- Correccion de Curvas de Bombas Por Leyes de AfinidadDokument34 SeitenCorreccion de Curvas de Bombas Por Leyes de Afinidadantonio gutierrezNoch keine Bewertungen
- Guía Práctica 03 - Lógica Proposicional IDokument22 SeitenGuía Práctica 03 - Lógica Proposicional ICESAR HIPOLITO MANAYAY REYESNoch keine Bewertungen
- 1er Exámen Parcial Electrónica Diseño Digital 2020-IIDokument1 Seite1er Exámen Parcial Electrónica Diseño Digital 2020-IIWASHINGTON MARCO BUSTAMANTE MAMANINoch keine Bewertungen
- Diseño de HangarDokument5 SeitenDiseño de HangarMaryeli Alejandra OSORIO BERMUDEZ0% (1)
- Manual Excel Avanzado Ingenieros (Solver Examples)Dokument105 SeitenManual Excel Avanzado Ingenieros (Solver Examples)HumbertoEnriqueRamosCaicedoNoch keine Bewertungen
- LDokument6 SeitenLMaria Isabel Arizola SalesNoch keine Bewertungen
- Caso Práctico - PH para Media y ProporciónDokument10 SeitenCaso Práctico - PH para Media y ProporciónDALESKA BRIGHITE VILCAMANGO ACHANoch keine Bewertungen
- Segundo Parcial Estadística DescriptivaDokument6 SeitenSegundo Parcial Estadística DescriptivaCursos ZapapaNoch keine Bewertungen
- Tarea de Cuadro de Notas y Cuadro de Ventas Con Base de DatosDokument5 SeitenTarea de Cuadro de Notas y Cuadro de Ventas Con Base de DatosLeonel Yeferson Apaza SupoNoch keine Bewertungen
- Colegio Politecnico Taller 1Dokument14 SeitenColegio Politecnico Taller 1Jorge Enrique Ordoñez GarciaNoch keine Bewertungen
- ES - Tarea 4Dokument6 SeitenES - Tarea 4Lexi Noel Gutiérrez MéndezNoch keine Bewertungen
- Capitulo III (Marco Metodologico)Dokument10 SeitenCapitulo III (Marco Metodologico)francisco lopezNoch keine Bewertungen
- Ejercicios para Repasar de Fracciones y Decimales Kpacito.Dokument4 SeitenEjercicios para Repasar de Fracciones y Decimales Kpacito.Pank YouNoch keine Bewertungen