Das könnte Ihnen auch gefallen
- Análise do custo logístico de alternativas para aumento da competitividade de uma cadeia logística portuáriaVon EverandAnálise do custo logístico de alternativas para aumento da competitividade de uma cadeia logística portuáriaNoch keine Bewertungen
- Oficina-Aula 01 - Introdução Aos Processos de ConformaçãoDokument38 SeitenOficina-Aula 01 - Introdução Aos Processos de ConformaçãoGabriel MNoch keine Bewertungen
- História e conceitos da indústria químicaDokument30 SeitenHistória e conceitos da indústria químicaLevi GenuínoNoch keine Bewertungen
- Conformação Mecânica PDFDokument40 SeitenConformação Mecânica PDFDiego Fernandes do NascimentoNoch keine Bewertungen
- Processos de Conformação Mecânica e MetalúrgicaDokument67 SeitenProcessos de Conformação Mecânica e MetalúrgicaPedro ViniciusNoch keine Bewertungen
- 3 4 FuncionaisDokument40 Seiten3 4 FuncionaisJoão Vítor Guedes de AraujoNoch keine Bewertungen
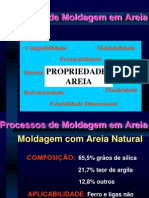
- Processos de Moldagem em Areia para FundiçãoDokument34 SeitenProcessos de Moldagem em Areia para Fundiçãokeke51Noch keine Bewertungen
- Metalurgia Do PóDokument62 SeitenMetalurgia Do PóClaudio Thayner Lopes0% (1)
- Propriedades Dos MateriaisDokument27 SeitenPropriedades Dos MateriaisRoberto Henrique NevesNoch keine Bewertungen
- Arranjos físicos e impactos em indústria de máquinas de costuraDokument58 SeitenArranjos físicos e impactos em indústria de máquinas de costuraGuilherme MenenguciNoch keine Bewertungen
- Desenho de ConjuntoDokument16 SeitenDesenho de ConjuntoROBSON CRUZ STOCCONoch keine Bewertungen
- Bombas centrífugas: classificação, funcionamento e aplicaçõesDokument78 SeitenBombas centrífugas: classificação, funcionamento e aplicaçõesLarissa Ganz100% (1)
- Apresentacao CascaduraDokument29 SeitenApresentacao CascaduraGabriel YudyNoch keine Bewertungen
- Estrutura de metais, cerâmicas e plásticosDokument64 SeitenEstrutura de metais, cerâmicas e plásticosChristianne G. Rodrigues100% (1)
- SENAI TAG cliente obra procedimento notasDokument1 SeiteSENAI TAG cliente obra procedimento notasWillNoch keine Bewertungen
- FRESAGEM: MÁQUINAS E FERRAMENTASDokument32 SeitenFRESAGEM: MÁQUINAS E FERRAMENTASpaulomarquesNoch keine Bewertungen
- Bombas de parafuso simples e um só rotor: classificação, características e aplicaçõesDokument11 SeitenBombas de parafuso simples e um só rotor: classificação, características e aplicaçõesGeisonNoch keine Bewertungen
- Aula 02 LayoutsDokument21 SeitenAula 02 LayoutsJoão HenriqueNoch keine Bewertungen
- Processo de fundição por areia verdeDokument11 SeitenProcesso de fundição por areia verdeHenrique CamposNoch keine Bewertungen
- Aula 1 - Processos de Fabricação 1Dokument55 SeitenAula 1 - Processos de Fabricação 1JonathanFelipeCamargoNoch keine Bewertungen
- Classificação Das BombasDokument20 SeitenClassificação Das BombasAlexandre Alcides Lifanico100% (1)
- BAT 0603 PTDokument436 SeitenBAT 0603 PTJoão Francisco Botura MontanhaniNoch keine Bewertungen
- 3P - Processo de Preparação Da ProduçãoDokument4 Seiten3P - Processo de Preparação Da ProduçãoangelamrogerioNoch keine Bewertungen
- Processos de Fabricação em FundiçãoDokument53 SeitenProcessos de Fabricação em FundiçãolucasNoch keine Bewertungen
- Processos de Usinagem com Ferramentas Não DefinidasDokument63 SeitenProcessos de Usinagem com Ferramentas Não DefinidasJonas Matheus Sardena PeresNoch keine Bewertungen
- Geometria das Ferramentas de CorteDokument16 SeitenGeometria das Ferramentas de CorteFagner MagriNoch keine Bewertungen
- Aula 1 PneumáticaDokument20 SeitenAula 1 PneumáticaAndré LuisNoch keine Bewertungen
- Soldagem a arco elétrico com eletrodo revestidoDokument37 SeitenSoldagem a arco elétrico com eletrodo revestidoClaudio RibasNoch keine Bewertungen
- Ensaios de tração determinam resistência de materiaisDokument23 SeitenEnsaios de tração determinam resistência de materiaisMatheus NFTNoch keine Bewertungen
- Ligações ParafusadasDokument52 SeitenLigações Parafusadassermi27Noch keine Bewertungen
- DFMA conceitos projeto montagemDokument5 SeitenDFMA conceitos projeto montagemgarbazzaNoch keine Bewertungen
- Aula 5 - Lubrificantes Classificação ÓleosDokument23 SeitenAula 5 - Lubrificantes Classificação ÓleosAndre RodriguesNoch keine Bewertungen
- Fundição em casca - Processo de Shell MouldingDokument40 SeitenFundição em casca - Processo de Shell MouldingGuilherme SchenkelNoch keine Bewertungen
- Exercícios Traçagem, Brocas e FuradeirasDokument4 SeitenExercícios Traçagem, Brocas e FuradeirasTecmecânicoNoch keine Bewertungen
- Compósitos de matriz metálica: processos e aplicaçõesDokument16 SeitenCompósitos de matriz metálica: processos e aplicaçõesGeraldo ThiesenNoch keine Bewertungen
- Revista Nei Marco Abril 2018 Final PDFDokument84 SeitenRevista Nei Marco Abril 2018 Final PDFFlavio SoNoch keine Bewertungen
- Problema Da DesignaçãoDokument18 SeitenProblema Da DesignaçãoWederson XavierNoch keine Bewertungen
- Introdução à TribologiaDokument56 SeitenIntrodução à TribologiaGustavo PeixotoNoch keine Bewertungen
- Estratégia de Produção: Objetivos e DecisõesDokument14 SeitenEstratégia de Produção: Objetivos e DecisõesValter LimaNoch keine Bewertungen
- Módulo 3 Processos de SoldagemDokument139 SeitenMódulo 3 Processos de SoldagemLuciano AlvesNoch keine Bewertungen
- Estudo de contaminação em sistema de lubrificação de turbina a vaporDokument90 SeitenEstudo de contaminação em sistema de lubrificação de turbina a vaporlcesarmcostaNoch keine Bewertungen
- Projeto de Mancal com Flange para Engenharia MecânicaDokument13 SeitenProjeto de Mancal com Flange para Engenharia MecânicaJuninho AnaniasNoch keine Bewertungen
- Ensaios Mecânicos: Tipos e PropriedadesDokument40 SeitenEnsaios Mecânicos: Tipos e PropriedadesMikhail Tibes SoaresNoch keine Bewertungen
- Estudo sobre retorno elástico em conformação de chapasDokument6 SeitenEstudo sobre retorno elástico em conformação de chapasJair De Oliveira PereiraNoch keine Bewertungen
- UsinabilidadeDokument14 SeitenUsinabilidadevictorNoch keine Bewertungen
- 4 MassalotesDokument10 Seiten4 Massalotes07lipee100% (1)
- Processo seletivo para engenheiro(a) de equipamentos júnior na PetrobrasDokument17 SeitenProcesso seletivo para engenheiro(a) de equipamentos júnior na PetrobrasKatia SouzaNoch keine Bewertungen
- Processos não convencionais de usinagemDokument84 SeitenProcessos não convencionais de usinagemismaelcrudelesNoch keine Bewertungen
- Apostila - UnigranrioDokument22 SeitenApostila - UnigranrioBrunoFelipeNoch keine Bewertungen
- Fluxo Abrasivo 2Dokument12 SeitenFluxo Abrasivo 2Renan Maier FerreiraNoch keine Bewertungen
- Funções Da LubrificaçãoDokument4 SeitenFunções Da LubrificaçãoFabricio LimaNoch keine Bewertungen
- Corte Com Jato de ÁguaDokument51 SeitenCorte Com Jato de ÁguaLatícia AraujoNoch keine Bewertungen
- Aula 16 DTM Cotagem - 2022-2Dokument53 SeitenAula 16 DTM Cotagem - 2022-2Vinícius Aquino de Oliveira Pimentel MunizNoch keine Bewertungen
- Cerâmica avançada: propriedades e aplicaçõesDokument19 SeitenCerâmica avançada: propriedades e aplicaçõesAllan CiceroNoch keine Bewertungen
- Seleção de Fluidos de CorteDokument16 SeitenSeleção de Fluidos de CorteCarlos Eduardo Polatschek KopperschmidtNoch keine Bewertungen
- Resolução 1010 - Atribuições Engenheiro CivilDokument98 SeitenResolução 1010 - Atribuições Engenheiro CivilMatheusNoch keine Bewertungen
- RCM e AvariasDokument28 SeitenRCM e AvariasAnisio ManhiçaNoch keine Bewertungen
- Disc. Ciência dos Materiais, 2a avaliaçãoDokument2 SeitenDisc. Ciência dos Materiais, 2a avaliaçãoNicolas Araujo da Silva100% (1)
- Logistica EmpresarialDokument65 SeitenLogistica EmpresarialJuan LiraNoch keine Bewertungen
- Desenho de Máquinas - IndicaçõesDokument16 SeitenDesenho de Máquinas - IndicaçõesRafael GalassiNoch keine Bewertungen
- Aula 3: Análise de Dados e HistogramaDokument42 SeitenAula 3: Análise de Dados e HistogramaNorimar De Melo VerticchioNoch keine Bewertungen
- Aula 4 - MASP - Estatística DescritivaDokument30 SeitenAula 4 - MASP - Estatística DescritivaNorimar De Melo VerticchioNoch keine Bewertungen
- ATR e Marketing Na Administração 2018 PDFDokument14 SeitenATR e Marketing Na Administração 2018 PDFromulojosfNoch keine Bewertungen
- Elementos de Máquinas - Aula 7 - Dimensionamento de EngrenagensDokument9 SeitenElementos de Máquinas - Aula 7 - Dimensionamento de EngrenagensNorimar De Melo VerticchioNoch keine Bewertungen
- Análise estatística de pacotes de açúcar para escolher máquina de produçãoDokument2 SeitenAnálise estatística de pacotes de açúcar para escolher máquina de produçãoNorimar De Melo VerticchioNoch keine Bewertungen
- Elementos de Máquinas - Aula 3 - EixosDokument5 SeitenElementos de Máquinas - Aula 3 - EixosNorimar De Melo VerticchioNoch keine Bewertungen
- Ebook Educacao4.0 PlannetaDokument20 SeitenEbook Educacao4.0 PlannetaDouglas GomesNoch keine Bewertungen
- Desgaste FerramentaDokument25 SeitenDesgaste FerramentaNorimar De Melo VerticchioNoch keine Bewertungen
- Atividades de Campo e Steam Possíveis InteraçõesDokument20 SeitenAtividades de Campo e Steam Possíveis Interaçõesddd013Noch keine Bewertungen
- Rosca técnica mecânicaDokument16 SeitenRosca técnica mecânicaNorimar De Melo VerticchioNoch keine Bewertungen
- Elementos de Máquinas - Aula 2 - Fadiga - Versão 3Dokument14 SeitenElementos de Máquinas - Aula 2 - Fadiga - Versão 3Norimar De Melo VerticchioNoch keine Bewertungen
- EngrenagensDokument10 SeitenEngrenagensNorimar De Melo VerticchioNoch keine Bewertungen
- Elementos de Máquinas - Aula 4 - ParafusosDokument13 SeitenElementos de Máquinas - Aula 4 - ParafusosNorimar De Melo Verticchio100% (2)
- Elementos de Máquinas - Aula 1 - Critérios de FalhasDokument5 SeitenElementos de Máquinas - Aula 1 - Critérios de FalhasNorimar De Melo VerticchioNoch keine Bewertungen
- Apostila de Desenho Mecânico - Newton Paiva - 4 - FormatosDokument3 SeitenApostila de Desenho Mecânico - Newton Paiva - 4 - FormatosNorimar De Melo VerticchioNoch keine Bewertungen
- Apostila de Desenho Mecânico - Newton Paiva - 2 - Projeção OrtogonalDokument10 SeitenApostila de Desenho Mecânico - Newton Paiva - 2 - Projeção OrtogonalNorimar De Melo VerticchioNoch keine Bewertungen
- Representação de Tolerâncias Dimensionais - Desenho MecânicoDokument7 SeitenRepresentação de Tolerâncias Dimensionais - Desenho MecânicoNorimar De Melo VerticchioNoch keine Bewertungen
- Apostila de Desenho Mecânico - Newton Paiva - 1 - CaligrafiaDokument11 SeitenApostila de Desenho Mecânico - Newton Paiva - 1 - CaligrafiaNorimar De Melo VerticchioNoch keine Bewertungen
- Livro de Estatística - Larson - Cap 7 - 3Dokument14 SeitenLivro de Estatística - Larson - Cap 7 - 3Norimar De Melo VerticchioNoch keine Bewertungen
- Livro Do Larson - Cap 7 - 2Dokument14 SeitenLivro Do Larson - Cap 7 - 2Norimar De Melo VerticchioNoch keine Bewertungen
- Estatística I - AULA 1 - 2011 - NEWTON - Office 2007Dokument17 SeitenEstatística I - AULA 1 - 2011 - NEWTON - Office 2007Norimar De Melo VerticchioNoch keine Bewertungen
- Livro Do Larson - Cap 7 - 1Dokument12 SeitenLivro Do Larson - Cap 7 - 1Norimar De Melo VerticchioNoch keine Bewertungen
- Fisica ModernaDokument30 SeitenFisica ModernaNorimar De Melo VerticchioNoch keine Bewertungen
- Aula 5 - Usinagem - 2011 - Slide de ForçasDokument7 SeitenAula 5 - Usinagem - 2011 - Slide de ForçasNorimar De Melo VerticchioNoch keine Bewertungen
- Conformação - Aula 4 - 2011 - TrefilaçãoDokument6 SeitenConformação - Aula 4 - 2011 - TrefilaçãoNorimar De Melo VerticchioNoch keine Bewertungen
- Física quântica e efeito fotoelétricoDokument3 SeitenFísica quântica e efeito fotoelétricoNorimar De Melo VerticchioNoch keine Bewertungen
- Condutividade Termica de Um IsolanteDokument6 SeitenCondutividade Termica de Um IsolanteCarlos VieiraNoch keine Bewertungen
- Biologia 3 ano - Cruzamento de ervilhas e leis de MendelDokument13 SeitenBiologia 3 ano - Cruzamento de ervilhas e leis de MendelLucilo C S CamposNoch keine Bewertungen
- CATÁLOGO DE PRODUTOS REIMOLDDokument12 SeitenCATÁLOGO DE PRODUTOS REIMOLDkaemoreraNoch keine Bewertungen
- Química - Teórico - VOLUME2Dokument94 SeitenQuímica - Teórico - VOLUME2Gerusa RodriguesNoch keine Bewertungen
- Bioquimica Aplicada A Enfermagem PDFDokument5 SeitenBioquimica Aplicada A Enfermagem PDFpatrfrf100% (1)
- Tratamento Térmico em AlumínioDokument5 SeitenTratamento Térmico em AlumínioRafael BelinattiNoch keine Bewertungen
- Relatório 1 - CaioDokument12 SeitenRelatório 1 - CaioCaio SimõesNoch keine Bewertungen
- Detergente glicerina fórmulaDokument4 SeitenDetergente glicerina fórmulaGilvan NóbregaNoch keine Bewertungen
- Sobre o Desenvolvimento Da Análise Volumétrica e Algumas Aplicações Atuais PDFDokument6 SeitenSobre o Desenvolvimento Da Análise Volumétrica e Algumas Aplicações Atuais PDFElieidy GomesNoch keine Bewertungen
- Processos redox químicosDokument14 SeitenProcessos redox químicosDaniel Bicicgo0% (1)
- INSTITUTO DE ENGENHARIA E TECNOLOGIA Cad PDFDokument45 SeitenINSTITUTO DE ENGENHARIA E TECNOLOGIA Cad PDFAbiude Felix Fundice SinamundaNoch keine Bewertungen
- Forjamento-técnicaDokument19 SeitenForjamento-técnicaWilton OliveiraNoch keine Bewertungen
- Manual Call Points ISO 7240-11Dokument52 SeitenManual Call Points ISO 7240-11nelsobedin50% (2)
- NBR 13478 - Mangueiras Flexiveis para Freios Hidraulicos de Veiculos Rodoviarios - EnsaiosDokument8 SeitenNBR 13478 - Mangueiras Flexiveis para Freios Hidraulicos de Veiculos Rodoviarios - EnsaiosTHIAGONoch keine Bewertungen
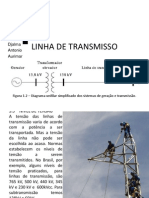
- Linha de TransmissaoDokument78 SeitenLinha de Transmissaosabft100% (4)
- Colégio UnigrauDokument11 SeitenColégio Unigraugilssito3835Noch keine Bewertungen
- Porque São Importantes As Plantas para o Ser Humano PDFDokument4 SeitenPorque São Importantes As Plantas para o Ser Humano PDFscarlinhaNoch keine Bewertungen
- Sedimentos e Rochas SedimentaresDokument35 SeitenSedimentos e Rochas SedimentaresFABIO JOSE DA SILVANoch keine Bewertungen
- Beatrizfracaro Turmaa Lista4 PDFDokument4 SeitenBeatrizfracaro Turmaa Lista4 PDFBeatriz FracaroNoch keine Bewertungen
- Determinação da massa aparenteDokument7 SeitenDeterminação da massa aparenteViniciusBaldocchiNoch keine Bewertungen
- Tipos de Controle - FortecDokument7 SeitenTipos de Controle - FortecRenato De Azevedo FroesNoch keine Bewertungen
- Conceito de Mol. Massa Molar. Constante de AvogadroDokument25 SeitenConceito de Mol. Massa Molar. Constante de Avogadroallan lanNoch keine Bewertungen
- 03 - Química - Pss2Dokument20 Seiten03 - Química - Pss2profciroteixeiraNoch keine Bewertungen
- Calor NeutralizaçãoDokument5 SeitenCalor NeutralizaçãoGuilherme MirandaNoch keine Bewertungen
- Janeiro PDFDokument13 SeitenJaneiro PDFJosNoch keine Bewertungen
- Chef Flexível PDFDokument129 SeitenChef Flexível PDFGabriel AlcantaraNoch keine Bewertungen
- Medição de pH de soluções químicasDokument4 SeitenMedição de pH de soluções químicasThaysa LimaNoch keine Bewertungen
- Instalações elétricas de detecção de intrusão e incêndioDokument16 SeitenInstalações elétricas de detecção de intrusão e incêndioLuis Miguel Dias PereiraNoch keine Bewertungen
- Estrutura e função da membrana celularDokument9 SeitenEstrutura e função da membrana celularjosiane_fasou825Noch keine Bewertungen
- Função Renal MarcadorDokument11 SeitenFunção Renal MarcadorEloi Menezes100% (1)