Das könnte Ihnen auch gefallen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Vendor Selection MatrixDokument5 SeitenVendor Selection MatrixGaurav BansalNoch keine Bewertungen
- Democracy and Government Test AnswersDokument1 SeiteDemocracy and Government Test AnswersMarlynNoch keine Bewertungen
- MTCH102/5/8: 2, 5 and 8-Channel Proximity/Touch Controller Data SheetDokument37 SeitenMTCH102/5/8: 2, 5 and 8-Channel Proximity/Touch Controller Data SheetYiannis PapadopoulosNoch keine Bewertungen
- Installing SATA Drivers Without A Floppy DiskDokument4 SeitenInstalling SATA Drivers Without A Floppy DiskSumitra CvNoch keine Bewertungen
- Aerodynamics of f1 Racing Car1Dokument25 SeitenAerodynamics of f1 Racing Car1Pallavi Kanungo Uprit100% (1)
- Data Alamat Dan Nomor Telephone IIFPG 1419 Up DatedDokument28 SeitenData Alamat Dan Nomor Telephone IIFPG 1419 Up DatedRahmat Nofiardi83% (6)
- Modified IDOT Pile LengthDokument4 SeitenModified IDOT Pile LengthPaco OzïlNoch keine Bewertungen
- Pipelaying and InstallationDokument31 SeitenPipelaying and InstallationDaniel Inemugha100% (6)
- Re - 1978-06Dokument156 SeitenRe - 1978-06Anonymous kdqf49qb100% (1)
- EDS 01-0045 Overhead Line Ratings PDFDokument10 SeitenEDS 01-0045 Overhead Line Ratings PDFRajendra Prasad ShuklaNoch keine Bewertungen
- P.E Third QuarterDokument3 SeitenP.E Third QuarterJessemar Solante Jaron Wao100% (1)
- Label Everything with One Softwareling and operation. The MurrplastikACS software package enables alltypes of labelling to be performedwith a single systemDokument198 SeitenLabel Everything with One Softwareling and operation. The MurrplastikACS software package enables alltypes of labelling to be performedwith a single systemJederVieiraNoch keine Bewertungen
- The Power of A Pre-Linked ArchiCAD Template, Part 3Dokument13 SeitenThe Power of A Pre-Linked ArchiCAD Template, Part 3shpkvirage100% (1)
- Career Objective: Sony Varghese ChelateDokument4 SeitenCareer Objective: Sony Varghese ChelateSony VargheseNoch keine Bewertungen
- Institute of Distance Learning Knust: Executive Mba/Mpa Cemba/Cempa 557 Operations ManagementDokument110 SeitenInstitute of Distance Learning Knust: Executive Mba/Mpa Cemba/Cempa 557 Operations ManagementfiifimensahNoch keine Bewertungen
- Reasoning - Puzzles and Arrangements Set 46 - AspirantsZoneDokument8 SeitenReasoning - Puzzles and Arrangements Set 46 - AspirantsZoneSowmiyiaNoch keine Bewertungen
- Callas/Kingsley Electrical Sales, IncDokument1 SeiteCallas/Kingsley Electrical Sales, IncAnonymous aDTr9SpSaNoch keine Bewertungen
- MPD Alibaba Group8 SectionBDokument4 SeitenMPD Alibaba Group8 SectionBRajeev P TibarewalNoch keine Bewertungen
- Sampling and Sampling MethodsDokument26 SeitenSampling and Sampling MethodsChirag Patil50% (2)
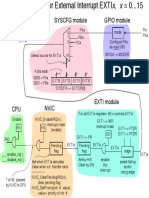
- Configuring External Interrupts using the SYSCFG and EXTI ModulesDokument1 SeiteConfiguring External Interrupts using the SYSCFG and EXTI Moduleskeyboard2014Noch keine Bewertungen
- By:-Piyush Malviya (172090013)Dokument19 SeitenBy:-Piyush Malviya (172090013)pankaj pNoch keine Bewertungen
- EDU 241 Final Exam: Evaluate Lesson Plans and Tech IntegrationDokument2 SeitenEDU 241 Final Exam: Evaluate Lesson Plans and Tech IntegrationAlbert Magno CaoileNoch keine Bewertungen
- Animated films' character values for childrenDokument8 SeitenAnimated films' character values for childrenfirda lanovaNoch keine Bewertungen
- MemoQ PDFDokument77 SeitenMemoQ PDFMelan CholicNoch keine Bewertungen
- BS EN-1401-1-1998 Gravity Sewer PipesDokument34 SeitenBS EN-1401-1-1998 Gravity Sewer PipesSunil Devdutt Thakore100% (1)
- Caterpillar Cat 245B SERIES II EXCAVATOR (Prefix 6MF) Service Repair Manual (6MF00513 and Up)Dokument27 SeitenCaterpillar Cat 245B SERIES II EXCAVATOR (Prefix 6MF) Service Repair Manual (6MF00513 and Up)rpoy9396615Noch keine Bewertungen
- Learning: Powered by TechnologyDokument125 SeitenLearning: Powered by Technologykristin purbaNoch keine Bewertungen
- ETABS 2016 Concrete Frame Design: ETABS 2016 16.0.0 License # 1L4NYHW6GDTZBRADokument2 SeitenETABS 2016 Concrete Frame Design: ETABS 2016 16.0.0 License # 1L4NYHW6GDTZBRARajib MaharjanNoch keine Bewertungen
- Mass Storage StructureDokument35 SeitenMass Storage Structureapi-25906715100% (1)
- District Primary Education Programme GuidelinesDokument48 SeitenDistrict Primary Education Programme GuidelinesSerazNoch keine Bewertungen