Das könnte Ihnen auch gefallen
- GM Automatic Overdrive Transmission Builder's and Swapper's GuideVon EverandGM Automatic Overdrive Transmission Builder's and Swapper's GuideBewertung: 4.5 von 5 Sternen4.5/5 (8)
- R-2000iA SpecDokument2 SeitenR-2000iA Specvnthong.sdh21Noch keine Bewertungen
- Engineering Service Revenues World Summary: Market Values & Financials by CountryVon EverandEngineering Service Revenues World Summary: Market Values & Financials by CountryNoch keine Bewertungen
- Commercial Aerospace & DefenseDokument20 SeitenCommercial Aerospace & DefenseManju RajagopalNoch keine Bewertungen
- Alpha Advanced Line enDokument355 SeitenAlpha Advanced Line enatanas kolevNoch keine Bewertungen
- Routers - Catalyst 8000 - ArtDokument13 SeitenRouters - Catalyst 8000 - ArtAdithyo DewanggaNoch keine Bewertungen
- Datasheet PDFDokument53 SeitenDatasheet PDFJ Pablo SàezNoch keine Bewertungen
- Catalog D81.1 - July 2011 Preliminary English PDFDokument64 SeitenCatalog D81.1 - July 2011 Preliminary English PDFAhmed Mohamed Hassan100% (1)
- V1000 Catalog PDFDokument57 SeitenV1000 Catalog PDFIchal DafianNoch keine Bewertungen
- R-2000iB Series - 316 PDFDokument4 SeitenR-2000iB Series - 316 PDFSalvador BarrónNoch keine Bewertungen
- Match End-Of-Arm Ecosystem: Any Robot. Any Gripper. Any End EffectorDokument15 SeitenMatch End-Of-Arm Ecosystem: Any Robot. Any Gripper. Any End Effector周威丞Noch keine Bewertungen
- RplusW Serie ST KatalogDokument27 SeitenRplusW Serie ST Katalogalper uzunNoch keine Bewertungen
- Ballscrew CatalogoDokument193 SeitenBallscrew CatalogoAlejandro Sandoval TrianaNoch keine Bewertungen
- Flyer ZAsyn 007xxxxx CH en SCREEN 16-11-18Dokument4 SeitenFlyer ZAsyn 007xxxxx CH en SCREEN 16-11-18Emin HilaliNoch keine Bewertungen
- Diffused - FD & WD & Retail Price List - AW - 01-06-21Dokument56 SeitenDiffused - FD & WD & Retail Price List - AW - 01-06-21IYER RNoch keine Bewertungen
- BS8888 2004 Technical Product Specification PDFDokument8 SeitenBS8888 2004 Technical Product Specification PDFnele_anderthalNoch keine Bewertungen
- MAYR Elevator BrakesDokument8 SeitenMAYR Elevator Brakesgeorge_zouridisNoch keine Bewertungen
- Wireless World 1990 10 PDFDokument108 SeitenWireless World 1990 10 PDFMilton NastNoch keine Bewertungen
- Wireless World 1990 10Dokument108 SeitenWireless World 1990 10Milton Nast0% (1)
- First Generation of Hmi Catalog enDokument20 SeitenFirst Generation of Hmi Catalog enMadhun SickNoch keine Bewertungen
- Tecnotion Torque Motor Brochure Ver 10120150120Dokument16 SeitenTecnotion Torque Motor Brochure Ver 10120150120ElectromateNoch keine Bewertungen
- Wireless SolutionDokument28 SeitenWireless SolutionDidik SudarsonoNoch keine Bewertungen
- Agro Power: Application GuideDokument486 SeitenAgro Power: Application GuideMiguel Alexis Posso ZuñigaNoch keine Bewertungen
- Operator'S Manual: Read and Save This ManualDokument166 SeitenOperator'S Manual: Read and Save This ManualMac KrisNoch keine Bewertungen
- Rcrall (E) 04Dokument4 SeitenRcrall (E) 04pc100xohmNoch keine Bewertungen
- Product Catalog: Alpha Linear SystemsDokument155 SeitenProduct Catalog: Alpha Linear Systemsatanas kolevNoch keine Bewertungen
- NECCO TOOLS - ISO/TS 16949 Certified Manufacturer of Sheet Metal ComponentsDokument55 SeitenNECCO TOOLS - ISO/TS 16949 Certified Manufacturer of Sheet Metal ComponentsVimal V100% (1)
- AC Drive Compact Vector Control Drive YASKAWA V1000 Series CATALOG 280Dokument57 SeitenAC Drive Compact Vector Control Drive YASKAWA V1000 Series CATALOG 280Chiến Bùi HữuNoch keine Bewertungen
- iS5COM - Catalog - Mar-12-2014Dokument60 SeiteniS5COM - Catalog - Mar-12-2014metrofireNoch keine Bewertungen
- All-in-one automation with SIMATIC S7-1200 controllersDokument7 SeitenAll-in-one automation with SIMATIC S7-1200 controllersPLC Điện Công NghiệpNoch keine Bewertungen
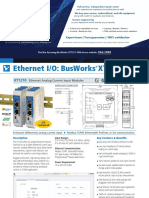
- Acromag BusWorks XT1211 000 Datasheet 20204812281Dokument4 SeitenAcromag BusWorks XT1211 000 Datasheet 20204812281setyo wirawanNoch keine Bewertungen
- Alpha Linear Systems UsDokument155 SeitenAlpha Linear Systems Usatanas kolevNoch keine Bewertungen
- Alpha Advanced Line en PDFDokument357 SeitenAlpha Advanced Line en PDFHryhoriiNoch keine Bewertungen
- AS - Price ListDokument16 SeitenAS - Price ListHimalayNoch keine Bewertungen
- ERKE Group, Soilmec Minipiling Rig SM5Dokument12 SeitenERKE Group, Soilmec Minipiling Rig SM5erkegroupNoch keine Bewertungen
- Lighting Equipment: WWW - Trysome.co - Za - +27 (0) 11 823 5650Dokument28 SeitenLighting Equipment: WWW - Trysome.co - Za - +27 (0) 11 823 5650palasgedoNoch keine Bewertungen
- Sintrones Catalogue 2019Dokument20 SeitenSintrones Catalogue 2019yassine chakirNoch keine Bewertungen
- Bosch Katalog-KonektoruDokument50 SeitenBosch Katalog-KonektoruEdison100Noch keine Bewertungen
- Ecad Chapter 1 Jun2020Dokument18 SeitenEcad Chapter 1 Jun2020Azlan AzizNoch keine Bewertungen
- Control 3-Phase Motors with Digistart Soft StartersDokument15 SeitenControl 3-Phase Motors with Digistart Soft StartersriqkeNoch keine Bewertungen
- Flexible Control. Precise Monitoring. Safe Switch-Off.: Tailored Motor Management - Now Also With Safety IntegratedDokument4 SeitenFlexible Control. Precise Monitoring. Safe Switch-Off.: Tailored Motor Management - Now Also With Safety IntegratedseñorbmxNoch keine Bewertungen
- Free ScaleDokument39 SeitenFree ScaleRavi VarmaNoch keine Bewertungen
- Power Meters - Energy Management SolutionsDokument19 SeitenPower Meters - Energy Management SolutionsIsrael Exporter100% (1)
- TeamTec Incinerator BrochureDokument9 SeitenTeamTec Incinerator BrochureRuslanNoch keine Bewertungen
- 2-Channel Amplifiers Operation & Installation: FanaticsDokument48 Seiten2-Channel Amplifiers Operation & Installation: FanaticsNémeth ÁdámNoch keine Bewertungen
- April 2009Dokument84 SeitenApril 2009Priyesh SinghNoch keine Bewertungen
- Compumotor Step Motor and Servo Motor SyDokument114 SeitenCompumotor Step Motor and Servo Motor SyNawazSatvilkarNoch keine Bewertungen
- Capacity Verification Run at Rate IpaDokument9 SeitenCapacity Verification Run at Rate IpaAnonymous VRspXsmNoch keine Bewertungen
- Abb Cam Switch PDFDokument22 SeitenAbb Cam Switch PDFArvinder SinghNoch keine Bewertungen
- Ac Servos DrivesDokument357 SeitenAc Servos DrivesMario CarmonaNoch keine Bewertungen
- Sigma5Catalog PDFDokument392 SeitenSigma5Catalog PDFAlexander Diaz AlvarezNoch keine Bewertungen
- Daf Ix Achea BlockdiagramDokument46 SeitenDaf Ix Achea BlockdiagramMircea GilcaNoch keine Bewertungen
- Alpha Basic Line Value Line enDokument353 SeitenAlpha Basic Line Value Line en周小安Noch keine Bewertungen
- Bettis™ VOS-PAC™: Preset, Pre-Designed, Pre-Engineered Actuation PackageDokument31 SeitenBettis™ VOS-PAC™: Preset, Pre-Designed, Pre-Engineered Actuation PackageMohd Firdaus Mohd NasirNoch keine Bewertungen
- Product Catalog 2020 FinalDokument40 SeitenProduct Catalog 2020 FinalallopezbNoch keine Bewertungen
- Operational Principle ZX330-5GDokument354 SeitenOperational Principle ZX330-5GNasrul100% (1)
- Com Ap Com Ap Product Guide Power Generation ApplicationsDokument28 SeitenCom Ap Com Ap Product Guide Power Generation ApplicationsAnd jazNoch keine Bewertungen
- R Series: Kawasaki RobotDokument8 SeitenR Series: Kawasaki Robotcusip1Noch keine Bewertungen
- 43-domoreplc-programmable-logic-controllert-t1hDokument41 Seiten43-domoreplc-programmable-logic-controllert-t1hJael ChidNoch keine Bewertungen
- Abr 15Dokument16 SeitenAbr 15Ignacio MarínNoch keine Bewertungen
- Jun 17Dokument24 SeitenJun 17Ignacio MarínNoch keine Bewertungen
- Jun 17Dokument24 SeitenJun 17Ignacio MarínNoch keine Bewertungen
- OilfieldTechnology October 2017 PreviewDokument17 SeitenOilfieldTechnology October 2017 PreviewIgnacio MarínNoch keine Bewertungen
- Digital LM June16Dokument76 SeitenDigital LM June16Ignacio MarínNoch keine Bewertungen
- OilfieldTechnology August 2017 PreviewDokument15 SeitenOilfieldTechnology August 2017 PreviewIgnacio MarínNoch keine Bewertungen
- 9 26 16 - SQF-Edition-8Dokument20 Seiten9 26 16 - SQF-Edition-8Ignacio MarínNoch keine Bewertungen
- 2016 Digital Report Plant EngineeringDokument37 Seiten2016 Digital Report Plant EngineeringIgnacio MarínNoch keine Bewertungen
- Om 1Dokument2 SeitenOm 1Lovemore KasekeNoch keine Bewertungen
- D7fc2ab5 PDFDokument16 SeitenD7fc2ab5 PDFIgnacio MarínNoch keine Bewertungen
- Mar 11Dokument46 SeitenMar 11Ignacio MarínNoch keine Bewertungen
- REO Town: Clean and Efficient: November - December 2013Dokument52 SeitenREO Town: Clean and Efficient: November - December 2013Ignacio MarínNoch keine Bewertungen
- Digital LM July16Dokument76 SeitenDigital LM July16Ignacio MarínNoch keine Bewertungen
- C0aa9407 3 PDFDokument120 SeitenC0aa9407 3 PDFCao Minh TríNoch keine Bewertungen
- Pest Management Professional - August 2016Dokument97 SeitenPest Management Professional - August 2016Ignacio MarínNoch keine Bewertungen
- FM Equipment Change Over White PaperDokument9 SeitenFM Equipment Change Over White PaperIgnacio MarínNoch keine Bewertungen
- PHE Manual de OperaciónDokument46 SeitenPHE Manual de OperaciónIgnacio MarínNoch keine Bewertungen
- RI DIGITAL - Compressed1Dokument44 SeitenRI DIGITAL - Compressed1Ignacio MarínNoch keine Bewertungen
- Preview HydrocarbonEngineering January2014Dokument0 SeitenPreview HydrocarbonEngineering January2014Ignacio MarínNoch keine Bewertungen
- 84521d2e 3Dokument72 Seiten84521d2e 3Ignacio MarínNoch keine Bewertungen
- 425f60f6 1Dokument16 Seiten425f60f6 1Ignacio MarínNoch keine Bewertungen
- A Supplement To PLANT ENGINEERING and Control Engineering Magazines A Supplement To Control Engineering and PLANT ENGINEERING MagazinesDokument16 SeitenA Supplement To PLANT ENGINEERING and Control Engineering Magazines A Supplement To Control Engineering and PLANT ENGINEERING MagazinesIgnacio MarínNoch keine Bewertungen
- A7bdb51b 1Dokument16 SeitenA7bdb51b 1Ignacio MarínNoch keine Bewertungen
- 8e294532 24Dokument96 Seiten8e294532 24Ignacio MarínNoch keine Bewertungen
- 655f3dbd 8Dokument62 Seiten655f3dbd 8Ignacio MarínNoch keine Bewertungen
- CheIng - June 2010 PDFDokument68 SeitenCheIng - June 2010 PDFErvin WatzlawekNoch keine Bewertungen
- 425f60f6 1Dokument16 Seiten425f60f6 1Ignacio MarínNoch keine Bewertungen
- 0d23edd0 3Dokument81 Seiten0d23edd0 3Ignacio MarínNoch keine Bewertungen
- Chemical Engineering Magazine January 2014Dokument64 SeitenChemical Engineering Magazine January 2014NizamMir100% (1)
- ABB Safety HandbookDokument411 SeitenABB Safety HandbookandrademaxNoch keine Bewertungen
- INDUSTRY UPDATE: SAFETY INSTRUMENTED FIRE & GAS SYSTEMS (SI-FGSDokument13 SeitenINDUSTRY UPDATE: SAFETY INSTRUMENTED FIRE & GAS SYSTEMS (SI-FGSjulsaezNoch keine Bewertungen
- Application Examples Overview enDokument26 SeitenApplication Examples Overview enArunagiriNoch keine Bewertungen
- SIL LevelsDokument12 SeitenSIL LevelsM Asad KhanNoch keine Bewertungen
- Using Alarms As A Layer of ProtectionDokument25 SeitenUsing Alarms As A Layer of ProtectionLi QiNoch keine Bewertungen
- Test2 PDFDokument1 SeiteTest2 PDFAnonymous e0Yf8kNoch keine Bewertungen
- SO Safety Manual F300K DLT7663 19 AEN 003Dokument22 SeitenSO Safety Manual F300K DLT7663 19 AEN 003Ali JamaliNoch keine Bewertungen
- En 50126 - RAM ContentsDokument3 SeitenEn 50126 - RAM ContentsGoyal SanjaiNoch keine Bewertungen
- Norwegian Oil and Gas Guidelines 070 Rev 3 June 2018Dokument237 SeitenNorwegian Oil and Gas Guidelines 070 Rev 3 June 2018Emad El Gebesy100% (2)
- D5290 DTS0336Dokument4 SeitenD5290 DTS0336NCNoch keine Bewertungen
- 03-HI Quad-H41qH51q Safety ManualDokument84 Seiten03-HI Quad-H41qH51q Safety ManualIsmail ShahidNoch keine Bewertungen
- ASME-A17.1-CSA-B44 (2013, 2016 and 2019)Dokument169 SeitenASME-A17.1-CSA-B44 (2013, 2016 and 2019)HR DCCON100% (1)
- Process Safety PhilosophyDokument20 SeitenProcess Safety Philosophyvyto100% (2)
- Competence Criteria For SR S PDokument83 SeitenCompetence Criteria For SR S Pmpendleton100% (2)
- Certyfikat Sil Na Zawory z1b Z Silownikami Pir I P1ir1Dokument2 SeitenCertyfikat Sil Na Zawory z1b Z Silownikami Pir I P1ir1Ender ZenginobuzNoch keine Bewertungen
- AdolescenteDokument62 SeitenAdolescenteEduardo HuaytaNoch keine Bewertungen
- En-50126 PPT by RambolDokument29 SeitenEn-50126 PPT by Rambolsanjaig83% (6)
- CFSP Exam SampleDokument10 SeitenCFSP Exam Samplezabiruddin786100% (1)
- Fire & Gas System (FGS) Integrity Analysis: KenexisDokument51 SeitenFire & Gas System (FGS) Integrity Analysis: KenexisBaba JohnehNoch keine Bewertungen
- Deltav Sis Fire and Gas Capabilities: Executive SummaryDokument13 SeitenDeltav Sis Fire and Gas Capabilities: Executive SummaryĐặng Trung AnhNoch keine Bewertungen
- 0454 Icpl Ds 009 Tfms EquipmentDokument196 Seiten0454 Icpl Ds 009 Tfms Equipmentvikaspandey0702Noch keine Bewertungen
- Liquiline CM42 LIGAÇÕES TI381CEN PDFDokument32 SeitenLiquiline CM42 LIGAÇÕES TI381CEN PDFAngeloNoch keine Bewertungen
- Example of SILDokument15 SeitenExample of SILChaitrika reddyNoch keine Bewertungen
- 07 en - Fso - 11 - Um - DDokument176 Seiten07 en - Fso - 11 - Um - DKhizar HayatNoch keine Bewertungen
- 3500/25 SIL Enhanced Keyphasor ModuleDokument27 Seiten3500/25 SIL Enhanced Keyphasor ModuleRabah AmidiNoch keine Bewertungen
- Ar 1113 PDFDokument6 SeitenAr 1113 PDFQuick sickNoch keine Bewertungen
- SIL Safety Integrity Level: Tools & ReferencesDokument13 SeitenSIL Safety Integrity Level: Tools & ReferencesSteve Forster100% (1)
- Pss - 2a-1s05a - e Value PerformanceDokument72 SeitenPss - 2a-1s05a - e Value PerformanceschreyarNoch keine Bewertungen
- Mitsubishi ServoDokument117 SeitenMitsubishi ServoNhậtQuangNguyễnNoch keine Bewertungen
- Instruction & Safety Manual: SIL 3 Relay Output Module With Line and Load Diagnostics DIN-Rail Model D1093SDokument8 SeitenInstruction & Safety Manual: SIL 3 Relay Output Module With Line and Load Diagnostics DIN-Rail Model D1093SmbidNoch keine Bewertungen
- From Vision to Version - Step by step guide for crafting and aligning your product vision, strategy and roadmap: Strategy Framework for Digital Product Management RockstarsVon EverandFrom Vision to Version - Step by step guide for crafting and aligning your product vision, strategy and roadmap: Strategy Framework for Digital Product Management RockstarsNoch keine Bewertungen
- Certified Solidworks Professional Advanced Weldments Exam PreparationVon EverandCertified Solidworks Professional Advanced Weldments Exam PreparationBewertung: 5 von 5 Sternen5/5 (1)
- Autodesk Fusion 360: A Power Guide for Beginners and Intermediate Users (3rd Edition)Von EverandAutodesk Fusion 360: A Power Guide for Beginners and Intermediate Users (3rd Edition)Bewertung: 5 von 5 Sternen5/5 (2)
- Fusion 360 | Step by Step: CAD Design, FEM Simulation & CAM for Beginners.Von EverandFusion 360 | Step by Step: CAD Design, FEM Simulation & CAM for Beginners.Noch keine Bewertungen
- SolidWorks 2015 Learn by doing-Part 2 (Surface Design, Mold Tools, and Weldments)Von EverandSolidWorks 2015 Learn by doing-Part 2 (Surface Design, Mold Tools, and Weldments)Bewertung: 4.5 von 5 Sternen4.5/5 (5)
- Mastering Autodesk Inventor 2014 and Autodesk Inventor LT 2014: Autodesk Official PressVon EverandMastering Autodesk Inventor 2014 and Autodesk Inventor LT 2014: Autodesk Official PressBewertung: 5 von 5 Sternen5/5 (1)
- Autodesk Inventor 2020: A Power Guide for Beginners and Intermediate UsersVon EverandAutodesk Inventor 2020: A Power Guide for Beginners and Intermediate UsersNoch keine Bewertungen
- Beginning AutoCAD® 2020 Exercise WorkbookVon EverandBeginning AutoCAD® 2020 Exercise WorkbookBewertung: 2.5 von 5 Sternen2.5/5 (3)