Das könnte Ihnen auch gefallen
- Poetry UnitDokument212 SeitenPoetry Unittrovatore48100% (2)
- Retail Banking Black BookDokument95 SeitenRetail Banking Black Bookomprakash shindeNoch keine Bewertungen
- Toh MFS8B 98B 003-11114-3AG1 PDFDokument92 SeitenToh MFS8B 98B 003-11114-3AG1 PDFDmitry NemtsoffNoch keine Bewertungen
- 02 Hot Air GeneratorDokument60 Seiten02 Hot Air Generatorsk314650% (2)
- Pulmonary EmbolismDokument48 SeitenPulmonary Embolismganga2424100% (3)
- Advanced Gear Manufacturing and Finishing: Classical and Modern ProcessesVon EverandAdvanced Gear Manufacturing and Finishing: Classical and Modern ProcessesBewertung: 3.5 von 5 Sternen3.5/5 (2)
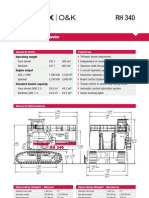
- Hydraulic Mining ExcavatorDokument8 SeitenHydraulic Mining Excavatorasditia_07100% (1)
- Industrial Training ReportDokument76 SeitenIndustrial Training ReportNuwan Bandara70% (10)
- Pulper ProjectDokument45 SeitenPulper ProjectImtiaz AhamedNoch keine Bewertungen
- Detailed Project Report ON Temperature Indicator Controller (Mangalore Tile Cluster)Dokument38 SeitenDetailed Project Report ON Temperature Indicator Controller (Mangalore Tile Cluster)abhianand123Noch keine Bewertungen
- Draft - Guideline For Development of Utility Scale PV ProjectDokument230 SeitenDraft - Guideline For Development of Utility Scale PV ProjectRoshan ChhetriNoch keine Bewertungen
- Pantalla MTA 100Dokument84 SeitenPantalla MTA 100dariocontrolNoch keine Bewertungen
- VFD For Compresor Motor 75 HP Bhimavrm IMCDokument35 SeitenVFD For Compresor Motor 75 HP Bhimavrm IMCVivek SinghNoch keine Bewertungen
- Vehicle Gearbox Noise and Vibration: Measurement, Signal Analysis, Signal Processing and Noise Reduction MeasuresVon EverandVehicle Gearbox Noise and Vibration: Measurement, Signal Analysis, Signal Processing and Noise Reduction MeasuresNoch keine Bewertungen
- Fabric Comparison of Rapier and Power LoomDokument40 SeitenFabric Comparison of Rapier and Power LoomYogesh Balar100% (1)
- Blower Speed Optimization in StenterDokument54 SeitenBlower Speed Optimization in StenterRahul Trivedi100% (2)
- Economizer BoilerDokument38 SeitenEconomizer BoilerKvvPrasad0% (1)
- Detailed Project Report ON Waste Heat Recovery Through Economizer (Boiler) (Solapur Textile Cluster)Dokument41 SeitenDetailed Project Report ON Waste Heat Recovery Through Economizer (Boiler) (Solapur Textile Cluster)Inzamamul haqueNoch keine Bewertungen
- Detailed Project Report ON (Solapur Textile Cluster) : Energy Efficient BoilerDokument51 SeitenDetailed Project Report ON (Solapur Textile Cluster) : Energy Efficient BoilerVijay BhemalNoch keine Bewertungen
- Detailed Project Report ON Stenter Machine (7 Chamber) (Surat Textile Cluster)Dokument44 SeitenDetailed Project Report ON Stenter Machine (7 Chamber) (Surat Textile Cluster)DEVANG MISTRINoch keine Bewertungen
- Detailed Project Report ON Variable Frequency Drives For FD & Id Fan (Solapur Textile Cluster)Dokument46 SeitenDetailed Project Report ON Variable Frequency Drives For FD & Id Fan (Solapur Textile Cluster)Er Mahendra KeshriNoch keine Bewertungen
- Detailed Project Report ON Stenter Machine (6 Chamber) (Surat Textile Cluster)Dokument45 SeitenDetailed Project Report ON Stenter Machine (6 Chamber) (Surat Textile Cluster)nimeshraoNoch keine Bewertungen
- Pal TXT10Dokument64 SeitenPal TXT10AshutoshNoch keine Bewertungen
- 09 Solar Water Heater 1000Dokument43 Seiten09 Solar Water Heater 1000Lakhan Singh RajputNoch keine Bewertungen
- Detailed Project Report ON Provision of Insulation On Dust Collector in Thermopak (Pali Textile Cluster)Dokument48 SeitenDetailed Project Report ON Provision of Insulation On Dust Collector in Thermopak (Pali Textile Cluster)KrishnaDuttPandeyKdpNoch keine Bewertungen
- 04 100TR Vapour Compression System LNG Vapour Absorption System KochiDokument54 Seiten04 100TR Vapour Compression System LNG Vapour Absorption System Kochiraviraj gaikwadNoch keine Bewertungen
- 13 Autoloom 08Dokument40 Seiten13 Autoloom 08Prabhuti ChauhanNoch keine Bewertungen
- 14 EE Motor For Crushers 10HP Godavari Refract ClusterDokument36 Seiten14 EE Motor For Crushers 10HP Godavari Refract Clustervarun2860Noch keine Bewertungen
- Conventional Cutting Machine With CNC Laser Cutting Machine BNG MTCDokument75 SeitenConventional Cutting Machine With CNC Laser Cutting Machine BNG MTCrahulkumavat252Noch keine Bewertungen
- Detailed Project Report ON (Bhimavaram Ice Making Cluster) : Energy Efficient Pump For Raw Water - 2 HPDokument36 SeitenDetailed Project Report ON (Bhimavaram Ice Making Cluster) : Energy Efficient Pump For Raw Water - 2 HPAshokNoch keine Bewertungen
- Detailed Project Report ON Tunnel Kiln - 20 TPD: (East & West Godavari Refractories Cluster)Dokument55 SeitenDetailed Project Report ON Tunnel Kiln - 20 TPD: (East & West Godavari Refractories Cluster)Senthilkumar PragasamNoch keine Bewertungen
- Waste Heat Recovery Power Plant 2mw 100tpd OrissaDokument84 SeitenWaste Heat Recovery Power Plant 2mw 100tpd OrissaEdgardo Chavez BelloNoch keine Bewertungen
- Energy Efficient Tray DryerDokument47 SeitenEnergy Efficient Tray Dryerdevang asherNoch keine Bewertungen
- Raw Material Pre Heating 100 TPD OrissaDokument46 SeitenRaw Material Pre Heating 100 TPD OrissaNareshNoch keine Bewertungen
- SRT - TXT - EnergyEfficientPum inJetMachine (250 KG) - SRT - TXT - EEP - 09 PDFDokument43 SeitenSRT - TXT - EnergyEfficientPum inJetMachine (250 KG) - SRT - TXT - EEP - 09 PDFDarshan HandeNoch keine Bewertungen
- BOP KhurjaDokument40 SeitenBOP KhurjaAzeemuddinNoch keine Bewertungen
- Detailed Project Report ON Energy Conservation Turbine (40 KW) (Surat Textile Cluster)Dokument39 SeitenDetailed Project Report ON Energy Conservation Turbine (40 KW) (Surat Textile Cluster)ramakantinamdarNoch keine Bewertungen
- Detailed Project Report ON: Hybrid Solar Tray Dryer - 96 TraysDokument47 SeitenDetailed Project Report ON: Hybrid Solar Tray Dryer - 96 Trayskanchan boneNoch keine Bewertungen
- 06 Energy Efficient Motor of 15 KW in Hot Air Blower of Drier JorhatDokument43 Seiten06 Energy Efficient Motor of 15 KW in Hot Air Blower of Drier JorhatVijay KNoch keine Bewertungen
- Energy Audit Methodology of Thermic Fluid HeaterDokument57 SeitenEnergy Audit Methodology of Thermic Fluid HeaterMilind KshirsagarNoch keine Bewertungen
- Detailed Project Report ON Auto Loom / Rapier Loom (4 Nos) (Solapur Textile Cluster)Dokument46 SeitenDetailed Project Report ON Auto Loom / Rapier Loom (4 Nos) (Solapur Textile Cluster)Umesh KumarNoch keine Bewertungen
- DPR On Energy Efficient Thermal Storage System 300 TRH PDFDokument62 SeitenDPR On Energy Efficient Thermal Storage System 300 TRH PDFsarathNoch keine Bewertungen
- EnergyEfficientGasFiredReheatingFurnace1200Kg PDFDokument45 SeitenEnergyEfficientGasFiredReheatingFurnace1200Kg PDFazhar athif fNoch keine Bewertungen
- Waste Heat Recovery in Thermic Fluid HeaterDokument41 SeitenWaste Heat Recovery in Thermic Fluid HeaterMilind KshirsagarNoch keine Bewertungen
- Igbt 3 PDFDokument42 SeitenIgbt 3 PDFŞtãÿfïã Päs PlůsNoch keine Bewertungen
- 170440M - Industrial Training ReportDokument71 Seiten170440M - Industrial Training ReportDilan MadusankaNoch keine Bewertungen
- SVKM's Narsee Monjee Institute of Management StudiesDokument45 SeitenSVKM's Narsee Monjee Institute of Management StudiesHemannk JoshiNoch keine Bewertungen
- BOP IndoreDokument52 SeitenBOP IndoreUma KoduriNoch keine Bewertungen
- Water ReportDokument26 SeitenWater ReportMohammed100% (3)
- Divided Blast Cupola Furnace Batala JLNDR Ludh Fdry ClusterDokument40 SeitenDivided Blast Cupola Furnace Batala JLNDR Ludh Fdry Clustertallents ShokoNoch keine Bewertungen
- Jaikara BEA Report Final DraftDokument45 SeitenJaikara BEA Report Final DraftAmit KeshriNoch keine Bewertungen
- Detailed Project Report ON Waste Heat Recovery in Roller Kiln (Morbi Ceramic Cluster)Dokument47 SeitenDetailed Project Report ON Waste Heat Recovery in Roller Kiln (Morbi Ceramic Cluster)Assure TurbinesNoch keine Bewertungen
- L004 - Ritik Jain - Final ReportDokument39 SeitenL004 - Ritik Jain - Final ReportritikNoch keine Bewertungen
- 06 en Saving by Incorporation of Eff Lighting Systems MangaloreDokument37 Seiten06 en Saving by Incorporation of Eff Lighting Systems MangaloremohdshadabNoch keine Bewertungen
- 07 Energy Efficient Motor of 185 KW in Hot Air Blower of DrierDokument44 Seiten07 Energy Efficient Motor of 185 KW in Hot Air Blower of DrierVijay KNoch keine Bewertungen
- Bogies Brass Anneling Funace36kwDokument44 SeitenBogies Brass Anneling Funace36kwdhawalm9120Noch keine Bewertungen
- Case Study 1 Ent 600Dokument14 SeitenCase Study 1 Ent 600Hazim SanusiNoch keine Bewertungen
- Internship Report: Energy Meter Plant, Pak Elektron LimitedDokument46 SeitenInternship Report: Energy Meter Plant, Pak Elektron Limitedmajid aliNoch keine Bewertungen
- Detailed Project Report ON Provision of Insulation On Dust Collector in Thermopak (Pali Textile Cluster)Dokument48 SeitenDetailed Project Report ON Provision of Insulation On Dust Collector in Thermopak (Pali Textile Cluster)Naveenbabu SoundararajanNoch keine Bewertungen
- FMS FinalDokument35 SeitenFMS FinalMasresha TasewNoch keine Bewertungen
- Draft Report Building Audit Dining ParkDokument24 SeitenDraft Report Building Audit Dining Parkaashish100% (1)
- 2015 Preparation of Monitoring Verification Protocols For Street LightingDokument80 Seiten2015 Preparation of Monitoring Verification Protocols For Street LightingChandra KumarNoch keine Bewertungen
- Group 1Dokument20 SeitenGroup 1Adnan AsefNoch keine Bewertungen
- NTPC Project ReportDokument46 SeitenNTPC Project ReportAnkush AroraNoch keine Bewertungen
- Detailed Project Report Detailed Project Report ONDokument50 SeitenDetailed Project Report Detailed Project Report ONemnptn2667Noch keine Bewertungen
- Training ReportDokument78 SeitenTraining Reporttiranuom100% (5)
- 613 1062 1 SMDokument12 Seiten613 1062 1 SMfransiscaNoch keine Bewertungen
- Biohydrogen Production From Palm Oil Mill Effluent Pretreated by Chemical Methods Using Thermoanaerobacterium-Rich SludgeDokument8 SeitenBiohydrogen Production From Palm Oil Mill Effluent Pretreated by Chemical Methods Using Thermoanaerobacterium-Rich SludgefransiscaNoch keine Bewertungen
- Mechanism of Cellobiose Inhibition in Cellulose Hydrolysis by CellobiohydrolaseDokument2 SeitenMechanism of Cellobiose Inhibition in Cellulose Hydrolysis by CellobiohydrolasefransiscaNoch keine Bewertungen
- Relative Sweetness Values For Various Sweeteners: Owl SoftwareDokument1 SeiteRelative Sweetness Values For Various Sweeteners: Owl SoftwarefransiscaNoch keine Bewertungen
- Ratio Scales of Sugar SweetnessDokument7 SeitenRatio Scales of Sugar SweetnessfransiscaNoch keine Bewertungen
- Simultaneous Synthesis of Heat Exchanger Networks With Operability Considerations: Flexibility and ControllabilityDokument52 SeitenSimultaneous Synthesis of Heat Exchanger Networks With Operability Considerations: Flexibility and ControllabilityfransiscaNoch keine Bewertungen
- 05b Sweeteners Reading20161228 ENGDokument10 Seiten05b Sweeteners Reading20161228 ENGfransiscaNoch keine Bewertungen
- 10 1016@j Ijdrr 2017 09 016Dokument35 Seiten10 1016@j Ijdrr 2017 09 016fransiscaNoch keine Bewertungen
- Latihan Soal 1 - U2Dokument4 SeitenLatihan Soal 1 - U2fransiscaNoch keine Bewertungen
- Amendments To The PPDA Law: Execution of Works by Force AccountDokument2 SeitenAmendments To The PPDA Law: Execution of Works by Force AccountIsmail A Ismail100% (1)
- Civ Beyond Earth HotkeysDokument1 SeiteCiv Beyond Earth HotkeysExirtisNoch keine Bewertungen
- Production of Bioethanol From Empty Fruit Bunch (Efb) of Oil PalmDokument26 SeitenProduction of Bioethanol From Empty Fruit Bunch (Efb) of Oil PalmcelestavionaNoch keine Bewertungen
- Water Pump 250 Hrs Service No Unit: Date: HM: ShiftDokument8 SeitenWater Pump 250 Hrs Service No Unit: Date: HM: ShiftTLK ChannelNoch keine Bewertungen
- E-Versuri Ro - Rihana - UmbrelaDokument2 SeitenE-Versuri Ro - Rihana - Umbrelaanon-821253100% (1)
- Manual E07ei1Dokument57 SeitenManual E07ei1EiriHouseNoch keine Bewertungen
- Beyond "The Arc of Freedom and Prosperity": Debating Universal Values in Japanese Grand StrategyDokument9 SeitenBeyond "The Arc of Freedom and Prosperity": Debating Universal Values in Japanese Grand StrategyGerman Marshall Fund of the United StatesNoch keine Bewertungen
- Design and Analysis of Modified Front Double Wishbone Suspension For A Three Wheel Hybrid VehicleDokument4 SeitenDesign and Analysis of Modified Front Double Wishbone Suspension For A Three Wheel Hybrid VehicleRima AroraNoch keine Bewertungen
- 1 Bacterial DeseaseDokument108 Seiten1 Bacterial DeseasechachaNoch keine Bewertungen
- Morfologi Dan Citra Kota Kawasan Kauman, Kecamatan Juwana, Kabupaten Pati The Morphology and Image of Kauman Town, Juwana Sub District, Pati RegencyDokument16 SeitenMorfologi Dan Citra Kota Kawasan Kauman, Kecamatan Juwana, Kabupaten Pati The Morphology and Image of Kauman Town, Juwana Sub District, Pati RegencyRABIAH ARDIANTI TUM TOMAGOLANoch keine Bewertungen
- Grade 9 Science Biology 1 DLPDokument13 SeitenGrade 9 Science Biology 1 DLPManongdo AllanNoch keine Bewertungen
- Conservation Assignment 02Dokument16 SeitenConservation Assignment 02RAJU VENKATANoch keine Bewertungen
- Chapter 2Dokument8 SeitenChapter 2Fahmia MidtimbangNoch keine Bewertungen
- Native VLAN and Default VLANDokument6 SeitenNative VLAN and Default VLANAaliyah WinkyNoch keine Bewertungen
- WHO Guidelines For Drinking Water: Parameters Standard Limits As Per WHO Guidelines (MG/L)Dokument3 SeitenWHO Guidelines For Drinking Water: Parameters Standard Limits As Per WHO Guidelines (MG/L)114912Noch keine Bewertungen
- How To Launch Remix OS For PCDokument2 SeitenHow To Launch Remix OS For PCfloapaaNoch keine Bewertungen
- Maritime Academy of Asia and The Pacific-Kamaya Point Department of AcademicsDokument7 SeitenMaritime Academy of Asia and The Pacific-Kamaya Point Department of Academicsaki sintaNoch keine Bewertungen
- Types of Water Pump and Applications in Power Plant.Dokument6 SeitenTypes of Water Pump and Applications in Power Plant.abbas bilalNoch keine Bewertungen
- 1.SDH Basics PDFDokument37 Seiten1.SDH Basics PDFsafder wahabNoch keine Bewertungen
- Ajmera - Treon - FF - R4 - 13-11-17 FinalDokument45 SeitenAjmera - Treon - FF - R4 - 13-11-17 FinalNikita KadamNoch keine Bewertungen
- Lesson Plan For Implementing NETSDokument5 SeitenLesson Plan For Implementing NETSLisa PizzutoNoch keine Bewertungen
- This Study Resource Was: For The Next 6 ItemsDokument9 SeitenThis Study Resource Was: For The Next 6 ItemsJames CastañedaNoch keine Bewertungen
- Analytical Chem Lab #3Dokument4 SeitenAnalytical Chem Lab #3kent galangNoch keine Bewertungen
- Draft PDFDokument166 SeitenDraft PDFashwaq000111Noch keine Bewertungen